
爱心闹钟后盖注塑模设计
2015-05-30 08:52:17王敏朱荣华楼晓光
科技创新与应用 2015年28期
关键词:冷却系统
王敏 朱荣华 楼晓光
摘 要:介绍了爱心闹钟后盖注射模的整体结构设计,模具结构采用三板模结构,同时还介绍了模具相关尺寸的确定和计算等,模具经生产实践,结构可靠,生产的塑件达到要求。
关键词:PVC斜四通管;注射模;冷却系统
1 塑料工艺性分析
爱心闹钟后盖塑件外轮廓的尺寸大小约为105mm×94mm×15mm。爱心闹钟后盖塑料原材料为ABS(丙烯腈-丁二烯-苯乙烯共聚物),三种单体的苯乙烯组合。其中丙烯腈具有高强度,热稳定性和化学稳定性;丁二烯具有坚韧性,抗冲击特性;苯乙烯具有多种性质,便于加工,表面高光洁度,且高的强度。从组合形态上看,ABS不是结晶性材料,导致ABS材料具备很高的加工行为,成型时外观美观,低蠕变性,冲击强度高和优异的尺寸稳定性。其收缩率为0.29~0.76 %。
2 模具结构设计
按照凸凹模的结构不同可分为:整体、整体嵌入、组合和镶拼四种方式。根据爱心闹钟后壳的产品结构分析,本模具设计选用整体嵌入式凸凹模。
爱心闹钟后盖模具采用一模四腔注射模具。流道选用对称平衡的方式,浇口开设在模具的分型面上,分流道的截面直径为4.8-9.5mm,本设计取5mm,浇口尺寸为:2mm×4mm。这样模具外形尺寸较小,便于制造加工,对生产制造的效率会有非常大的提高。通过对该塑件结构形式的全面分析,分型面应选在塑件截面积最大,且最利于开模后取出塑件的平面上,本设计的分型面选在爱心闹钟后盖的底面。
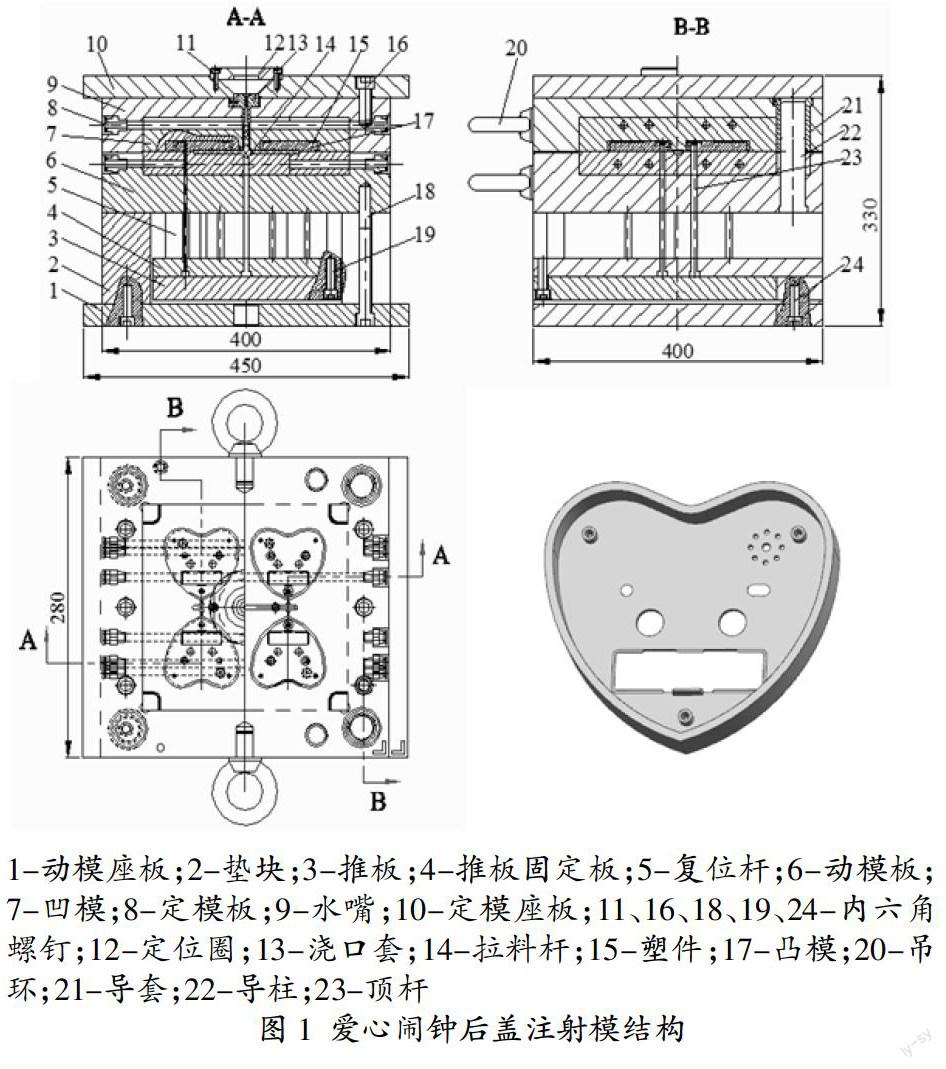
设计的模具结构图如图1所示。模具在工作过程中,首先完成合模,螺杆将ABS熔融塑料在高压下注入温度较低的模具内,经过保压、冷却定型后开模。凸凹模完成分型,最后推板推动顶杆将塑件推出模具。爱心闹钟塑件结构紧凑,生产效率高。模具投入使用后, 生产稳定, 塑件能达到用户要求。
参考文献
[1]胡石玉.模具制造技术(第2版)[M].東北大学出版社,1997:14-75.
[2]李基洪,李轩.注塑成型技术问答(第2版)[M].机械工业出版社,2005:11-12.
[3]张增红,熊小平.塑料注射成型(第1版)[M].化学工业出版社,2005:234-260.
[4]许发樾.模具结构设计(第1版)[M].机械工业出版社,2004:98-139.
[5]吴兆祥.模具材料及表面处理(第1版)[M].机械工业出版社,2004:87-107.
[6]王季琨,沈中伟,刘锡珍.机械制造工艺学[M].天津大学出版社,1998:341-415.
[7]廖念钊.互换性与测量技术基础(第3版)[M].中国计量出版社,2002:6-95.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
舰船科学技术(2022年11期)2022-07-15 07:52:32
装备制造技术(2021年5期)2021-08-14 01:45:00
冶金设备(2021年2期)2021-07-21 08:44:18
通信电源技术(2018年3期)2018-06-26 08:05:48
现代工业经济和信息化(2016年22期)2016-08-23 11:55:40
铜业工程(2015年4期)2015-12-29 02:48:42
现代冶金(2015年4期)2015-02-06 01:55:57
压缩机技术(2014年4期)2014-03-20 15:55:43
汽车维护与修理(2014年10期)2014-02-28 12:15:06
