
非承载式底盘车架全自动化焊接生产线工艺及规划
2015-05-30 22:01:56李文勇李冠华李萌浩
中小企业管理与科技·上旬刊 2015年9期
李文勇 李冠华 李萌浩
摘 要:本文主要讨论车架焊接生产线由半自动焊接线转变为全自动焊接线所要解决的物流输送、安全性、设备利用率、整体布局等问题,通过规划长城某款车架焊接生产线,尝试运用新工艺、新設备、新布局、新技术,建设完成一条高效率、稳定、安全、综合运行成本低、性价比高的车架焊接生产线。
关键词:双机多工位;全自动PICKUP输送方式;夹具自动移载机
传统的非承载式底盘车架焊接生产线工艺设计落后,在焊接生产过程中会产生大量的有毒气体、粉尘、弧光、热量,很少有人愿意投入到手持二保焊枪在烟雾缭绕、弧光灼眼、粉尘扑鼻和高出室外温度5度以上的恶劣环境中工作,因此车架焊接生产线面临最大的问题就是务工人员。
为着重解决上述问题,规划并设计出具有先进的工艺流程、高自动化与轻便化物流的高端车架全自动化焊接生产线,例如:
新工艺:①车架行业内,焊接生产线首次全部采用机器人(KUKA)焊接,提高员工作业环境,降低公司离职率;②全自动输送系统,自动装取、精确定位,提高物流输送精确化,降低员工作业强度。
新方法:①工作站首次采用“H”型布局,提高了焊接效率,降低了等待浪费;②空中立体交叉式物流输送方式,创新出活动折叠式轨道,实现了物流自动输送。
新机构:①采用伺服电机驱动,设计全自动输送的纵梁总成冷却滑台,减少、降低了焊接变形及应力;②车架总成上件和焊接工位采用伺服电机驱动、机器人控制进行快速转换,提高生产效率,消除人员上件对节拍的影响。
新技术:①首次采用防变形技术,保证横梁总成开口尺寸质量及整体扭曲度;②首次采用液压系统,对纵梁总成进行反变形控制,提高车架总成整体周正度;③全部采用芬兰肯倍脉冲焊接电源,稳定机器人焊接质量,提高产品品质。
1 全自动物流输送系统
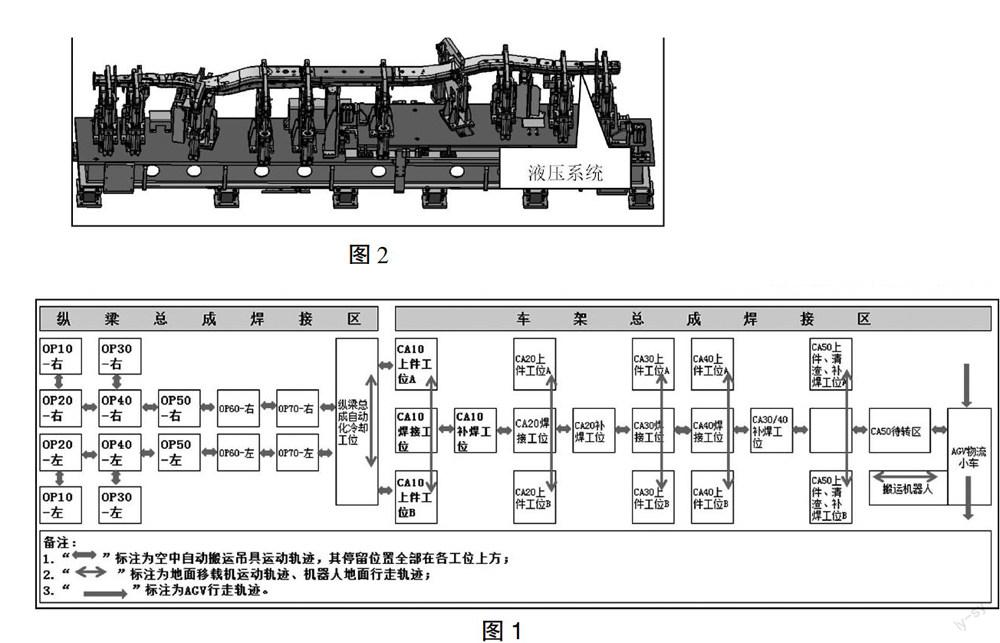
1.1 自动化。纵梁总成与车架总成生产线整体呈“H”型布局,通过空中PICKUP输送机和地面移载机构成全自动物流输送系统,实现工序间工件自动传送目的,提高能动性。纵梁总成焊接区,OP10工位至OP20工位和OP20工位至OP40工位的空中PICKUP输送机运动轨迹存在立体式交叉问题,依据传统观念无法实现自动物流对接。为解决此问题,首次采用活动折叠式轨道得以解决。(图1)
1.2 精准化。自动装取、精确到位、检知防错是实现全自动化物流输送系统的必要因素。每套装夹夹具采用自动顶升导向柱装置,将工件输送至空中PICKUP输送机抓取位置和精确放入装夹夹具中,消除因夹具机构繁多导致的无空间抓取和抓取机构的多样化,以及工件无法放入装夹夹具中所产生的工件变形情况。为了减少和防止车架总成装焊时焊接变形,并控制车架整体外宽尺寸,实现车架总成在夹具中自由顶升、下降,采用内侧摇臂式活动撑紧机构、外侧固定和活动式压紧机构,并利用拉杆加强左右纵梁定位块的强度。系统首次采用齿轮和齿条传动的方式,提高空中PICKUP输送机的位置精度和平稳性,齿轮齿条的传动系统能够完全避免普通链条式的驱动轮打滑现象,为保证送件的到位精度,还设置PICKUP输送机到位检测锁紧机构。
1.3 安全化。每个人员上件工位,在装夹夹具和弧焊机器人之间首次设置全自动挡弧光装置,提高了机器人运行安全性,保障了员工的生命安全。
2 夹具自动移载机
纵梁总成冷却平台将10套纵梁总成分别从线体两侧输送至车架总成线体,车架总成线体共计5个人工上件工位,均采用双工位设计,将人员上件时间不计入生产节拍内。工件上件位和焊接位采用伺服电机、伺服减速机控制,伺服电机采用机器人外部轴的形式由机器人控制。
3 反变形液压技术
纵梁内外板焊接分总成夹具采用液压系统控制Z向焊接变形,纵梁总成补焊1序夹具采用液压系统控制Y向焊接变形,使长度约5000mm的纵梁总成将前端Y向控制在5mm内,后端Y向控制在10mm内。(图2)
图2
4 高效化工位布局
横梁总成焊接工作站采用双机三工位或双机四工位呈“H型”布局,通过各工位单独轮流上件、焊接的方式,使弧焊机器人在生产中除焊道跳转时间外其余时间均进行焊接作业。相对于双机双工位水平回转式布置,提高了焊接设备的有效利用率。
5 研究总结与展望
在非承载式底盘车架全自动化焊接生产线,首次采用双机多工位的“H型”布局,最大程度地提高了焊接设备的利用率,应用伺服滑台推进机构实现上件和焊接位置转换,提升生产效率;行业内首次采用液压系统针对整体纵梁总成焊接变形进行校形。成为国内外行业内第一条全自动化机器人焊接、全自动化大型搬运输送系统的全自动焊接生产线,开创了行业内的先河,生产线各系统的首次成功应用,也必将为汽车底盘后续生产线工程开发有着积极的借鉴意义。
参考文献:
[1]陈祝年.焊接工程师手册[M].北京:机械工艺出版社,2002.1.
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
物流技术与应用(2022年5期)2022-06-17 06:02:34
装备制造技术(2021年4期)2021-08-05 07:39:46
装备制造技术(2021年4期)2021-08-05 07:39:40
机械制造(2020年10期)2020-10-31 04:20:44
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
模具制造(2019年3期)2019-06-06 02:10:50
中国自行车(2018年4期)2018-05-26 09:01:43
杭州(2015年9期)2015-12-21 02:51:49
