飞机三维数字化装配工艺设计与管理技术
2015-05-30 07:03西北工业大学CAPP与制造工程软件研究所田锡天耿俊浩唐健钧赵东平
航空制造技术 2015年4期
西北工业大学CAPP与制造工程软件研究所 田锡天 耿俊浩 唐健钧 赵东平
通过多年的信息化建设,我国飞机制造企业在CAD、CAPP、CAM、PDM、ERP等系统的建设方面已取得了实质性的成果,如建立或实施了相应的应用系统或管理平台,进行了较为深入的集成应用,基本实现了产品、工艺、工装的数字化设计及其过程和数据的数字化管理,在飞机型号研制和生产方面发挥了重要作用。
部分飞机制造企业在飞机装配工艺的数字化设计与管理方面,逐步实现了从以二维为主向二维/三维相结合的模式转变[1],如PBOM/MBOM构建、装配顺序规划、装配路径规划[2]和装配工艺文件生成[3]等过程的三维化。目前三维数字化装配工艺设计主要在一些飞机型号的数字化制造方面得到了一定的试应用,但是还没有得到大规模的推广应用,如没有将数字化装配工艺设计和仿真结果作为指导生产的依据,数字化工艺设计结果的规范性以及现场发放方式仍然有待完善,与已有的协同平台集成度也不高[4-5]等。这些是进一步提高飞机三维数字化装配工艺设计与管理的质量和效率,并将其推广所必须解决的问题。随着制造部门生产数字化的逐步开展和深入,以及三维产品模型的广泛应用,迅速提高飞机三维数字化装配工艺设计、仿真及管理的水平、质量和效率是目前必须面对的当务之急。
飞机三维数字化装配工艺设计与管理技术体系
装配工艺设计与管理是连接飞机设计和制造的关键环节,它为飞机的研制和批量生产提供工艺准备,并贯穿于飞机组件、部件和总装配生产的全过程。如图1所示,飞机三维数字化装配工艺设计与管理技术体系主要包括工程数据集成管理技术、产品数字化工艺定义技术、三维数字化工艺设计与管理应用模式、三维数字化工艺技术规范等研究内容。
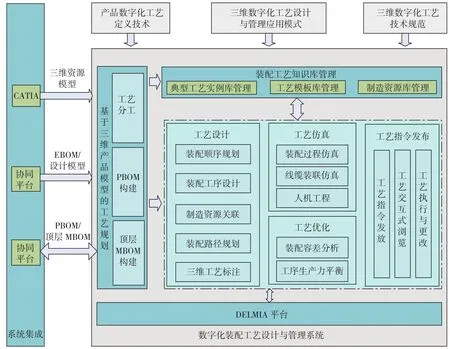
图1 飞机三维数字化装配工艺设计与管理技术体系
在飞机三维数字化装配工艺设计与管理技术体系中,需要建立对应的系统,该系统主要包括装配工艺知识库管理、基于三维产品模型的工艺规划、工艺设计、工艺仿真、工艺优化、工艺指令发布等功能模块。下面对支撑飞机三维数字化装配工艺设计与管理系统功能的主要关键技术进行简要阐述。
飞机三维数字化装配工艺设计与管理关键技术
1 工程数据的集成管理
工程数据的集成是通过业务流程驱动,实现飞机单架次EBOM、PBOM、MBOM、产品数模、工装数模、AO和仿真验证结果数据等信息在系统之间的传递,其主要实现方式如下所述。
(1)EBOM、PBOM、产品数模、工装数模的集成。
从工程数据集成管理平台导出整机或指定部件单架次的EBOM结构和产品数模及相应工装信息,数据格式包括zip包、Excel等。导出的EBOM和产品数模将导入数字化装配工艺设计与管理系统进行使用。
(2)MBOM数据的集成。
MBOM分为顶层MBOM和底层MBOM。三维数字化装配工艺设计与管理系统提供顶层MBOM结构导出功能,将三维工艺设计与管理系统完成的顶层MBOM结构文件以XML/Excel格式输出,并导入工程数据集成管理平台,在平台上生成顶层MBOM结构。在工程数据集成管理平台上对顶层MBOM结构进行管理,当发生更改后在工程数据集成管理平台的MBOM编辑器中进行维护。底层MBOM结构在AO中的零组件配套表完成审签后由系统自动解析生成。
(3)AO和仿真验证结果数据的集成。
通过三维数字化装配工艺设计与管理系统和工程数据集成管理平台的集成,使数字化装配工艺设计与管理系统新增三维AO输出功能。把通过工艺设计和仿真验证后的AO数据以zip包(包含工程数据集成管理平台现有AO编辑器定义XML格式文件、具有工艺指导性的视图及Process、SMG、AVI文件等)形式输出。
2 顶层工艺规划与管理
在三维数字化装配工艺设计与管理系统中进行顶层工艺规划与管理的主要工作包括PBOM的构建、顶层MBOM的构建。
(1)PBOM的构建。
PBOM是在EBOM的基础上,根据产品的特征和企业的制造能力,对产品的结构进行重组,使之符合企业的生产能力,为生产组织、布局、车间分工提供依据,保证生产的可行性、均衡性和经济性。
飞机装配顶层工艺规划过程首先是对产品设计产生的EBOM进行重新组织形成PBOM,主要完成新建工艺组合件和划分工艺路线。PBOM在继承EBOM所有属性(产品结构、三维模型属性信息、3D链接路径信息)的基础上,增加了工艺路线、工艺组合件及备注等属性。首先利用制造资源库中每个单位所属的设备了解单位的生产能力,并在三维环境中查看企业生产单元布局,综合工艺专业类型和制造经济性构建工艺组合件;然后根据零部件类型,确定装配流程,结合各车间的业务分工和现有的任务量确定零部件需要流转的车间,进行工艺路线的划分。
(2)顶层MBOM的构建。
顶层MBOM由多层次的装配单元和AO编号构成。装配单元是装配件的总称,指在飞机装配过程中,可以独立组装达到工程设计尺寸与技术要求,并作为进一步装配的独立组件、部件或最终整机的一组构件。
顶层MBOM构建的主要任务是根据产品的装配约束关系进行装配单元的划分,采用从大部件划分到小组件划分的顺序,将产品划分为若干个装配单元。装配单元是工序划分的基础。在PBOM的基础上,利用三维交互方式查看设计模型,分析装配约束关系,划分工艺分离面,将产品划分为几个大的装配单元,即大部件划分;再对大部件进行装配约束关系分析,在每个装配单元下确定并建立子装配单元;划分子装配体,完成顶层MBOM的构建。
3 三维装配工艺设计与仿真
三维装配工艺设计与仿真主要包括底层MBOM构建、装配顺序规划、工装关联以及装配路径规划,并对工艺设计结果进行仿真和优化,将工艺设计结果形成的工艺数据(XML/Excel格式)和仿真文件等发送到工程数据集成管理平台进行统一管理。
(1)装配工艺设计。
利用数字化装配工艺设计与管理系统的三维可视化环境,针对具体装配单元包含的工序中零组件之间的装配约束关系,进行装配顺序调整,并对装配顺序规划的结果进行爆炸图仿真,及时发现不正确或不合理的工艺过程,进而进行装配顺序调整和优化,图2为某部件的装配工艺设计实例。然后以装配单元为基础建立AO件,并根据工位数量建立多个AO,定义AO代号和名称,确定AO对应装配单元在装配过程中所需要的装配工序,完善装配工序的基本信息,形成装配工艺,并关联各个装配工序的配套零组件、实现的装配约束、配套装配资源等信息。
(2)装配工艺优化。
飞机零部件尺寸大,精度要求高,装配过程需要协调的部位多,返工困难,为了避免在装配过程中因重点部位的误差叠加而导致装配精度问题的出现,需要在装配工艺准备阶段对装配精度进行预测,并对导致装配精度超差的工艺过程进行优化。直接影响产品装配精度的主要因素包括零件加工误差和产品装配工艺,现有飞机装配精度保证一般是通过测量和协调实现,不能在产品装配生产前实现对产品精度的控制。在MBD技术和数字化装配技术日趋成熟的情况下,为了缩短飞机研制周期,需要将精度控制技术融入装配工艺准备过程,实现基于精度控制的飞机装配工艺优化,确保装配工艺的可靠性。
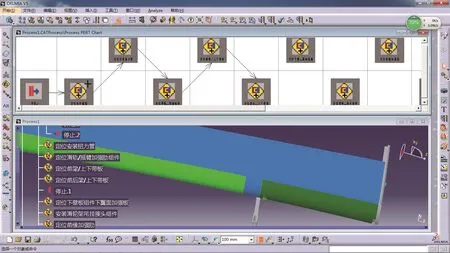
图2 飞机某部件装配顺序规划实例
在装配工艺正式发布前,对产品进行整体装配精度预测(见图3),提前评估各关键特性的工艺能力。由于整体装配精度预测是在零件还未加工的情况下进行的,所以用位置公差(将尺寸公差转化为参考某基准的位置公差)作为输入。基于产品精度MBD模型,利用多维方向偏差搜索算法得出偏差传递路径,用蒙特卡洛算法将输入的位置公差转化为相应的偏差值(偏差值呈正态分布),利用上述的偏差值、传递路径、敏感度等信息来预测关键特性是否超差。

图3 飞机某部件关键特性精度预测结果
在装配精度预测的基础上,通过分析预测结果,确定并优化导致精度超差的工艺因素,最终满足整体装配精度要求。如果预测出关键特性出现超差的情况,可以结合全要素的偏差贡献度分析和实际生产能力评估,确定工艺优化方案。如果该方案需要改变装配顺序、定位基准等工艺内容,则需要再进行装配工艺仿真。通过装配工艺仿真后的工艺优化方案为有效方案。
为了避免飞机装配生产线生产瓶颈的出现,在装配工艺设计与仿真阶段,通过工序生产力平衡仿真,可以提前预测生产瓶颈和影响因素。通过对装配工序进行优化,可以在飞机装配生产前实现装配工序生产力平衡。对每个工序进行生产时间估算,评估每条工序任务链的生产时间,并进行生产力平衡,防止因部分工序任务链过长或过短导致生产瓶颈的出现,从而避免生产延误或等待的情况发生。
4 三维装配工艺指令的生成与管理
装配工艺指令(AO)是用于规定生产管理单元的完整工艺流程和流程各环节的控制要求及记载生产过程中质量数据的工艺文件。在工程数据集成管理平台中,可获取完整的AO信息以及工艺模板,并自动创建AO。当AO完成审签流程后,系统将自动提取AO中的零组件配套表,将其关联到顶层MBOM结构中形成底层MBOM结构。
(1)装配工艺文件编制。
每个AO对应一道工序,将工艺组件关联至AO。在AO节点下创建工步,并添加工步属性和描述信息。将工艺组件中的零组件划分至工步,并根据要求将标准件和资源划分至工步。
(2)三维工艺信息标注。
根据三维信息标注规则,将工艺信息标注在三维仿真动画中,形成具有指导意义的工艺仿真文件。这些工艺信息描述关键的装配尺寸与公差范围、工装和精度要求等生产必需的工艺约束信息,以及在装配动画中无法表达的指导信息。三维工艺信息标注的主要方式包括:颜色、可见性、文本、局部放大等。
(3)工艺指令发布。
通过数字化装配工艺设计与管理系统生成AO数据包(Process、SMG、AVI、图片、XML格式的工艺文件等),将AO数据包传到工程数据集成管理平台,利用工程数据集成管理平台的AO编辑器将XML格式的工艺文件生成为AO文件,其余数据作为附件关联到AO,AO实例如图4所示。
5 装配工艺知识管理
飞机装配工艺准备所涉及的专业范围广,包含的信息量大,是一种经验性非常强的知识密集型工作。在装配工艺准备过程中,为了实现装配工艺知识的共享和重用,提高设计质量,缩短准备周期和避免设计资源的浪费,需要对装配工艺知识进行建模并构建知识库。飞机装配工艺知识是指在飞机装配工艺准备和实际装配生产过程中形成的,能够用于指导飞机装配工艺规划与仿真的抽象的数据表达。
作为飞机三维工艺设计与管理系统的基础数据库,装配工艺知识库主要是存储和管理装配工艺实例、典型工艺模板和制造资源。首先构建3个库的分类结构,定义相应的属性,再将装配工艺实例、典型工艺模板和制造资源等分别放入对应的分类中。将装配工艺实例划分为典型工艺、典型工序和典型工步,并存入装配工艺实例库。典型工艺模版库存储已结构化、参数化的针对典型工艺特点的工艺知识,例如,根据工艺特点不同,将产品分为框类、壁板组件类、地板组件类、管路类和锻件类等,并按照不同类型的装配流程构建装配工艺模板,用于固化装配过程、组织典型装配模板数据。将飞机制造企业的生产资源以装配环境模型、虚拟人体模型、设备模型、工装模型、工具模型等形式进行三维建模,并赋予相应的参数信息,形成飞机制造资源知识。
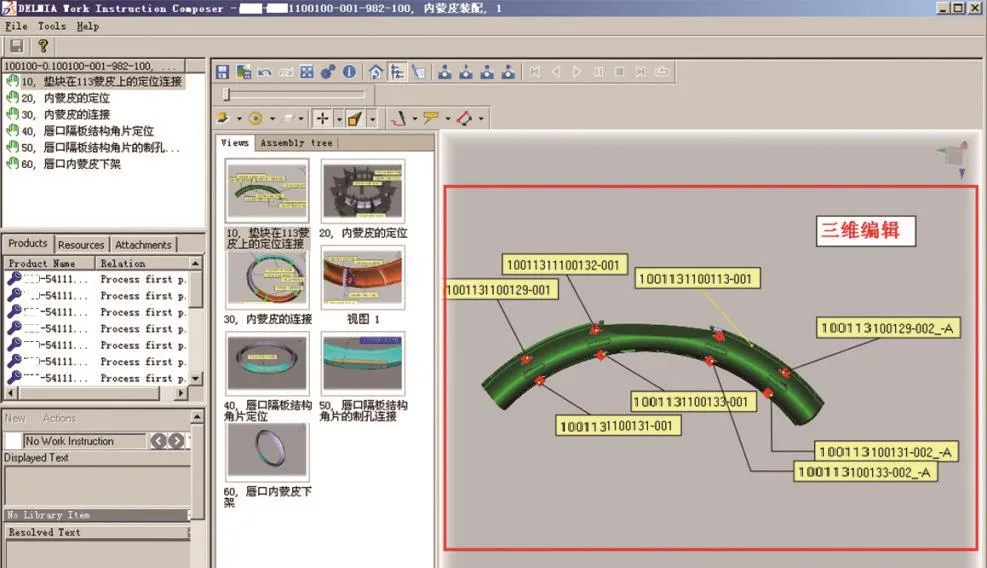
图4 AO实例
结束语
数字化装配工艺设计与管理是飞机数字化装配过程的主要环节,也是飞机制造企业当前乃至未来一段时间之内实现数字化制造的主要工作之一。通过对飞机三维数字化装配工艺设计与管理技术体系和关键技术的阐述,构建了飞机三维数字化装配工艺设计与管理系统,并与PDM系统进行了有效集成,实现了飞机装配工艺的三维可视化AO编制和数据集成管理,为进一步提高飞机三维数字化装配工艺设计与管理的水平、质量和效率,实现工程应用提供了一种可行的思路。
[1] 何胜强. 飞机数字化装配技术体系.航空制造技术, 2011 (23): 32-37.
[2] 田富君, 田锡天, 耿俊浩, 等. 基于视点跟随的装配路径规划与干涉检查研究.中国机械工程, 2011, 22(15): 1810-1814.
[3] Geng J H, Tian X T, Yang B.Process-Based Assembly Technical Annotation Management in 3D Assembly Instruction.Advanced Materials Research, 2013, 717: 742-748.
[4] Khanchanapong T, Prajogo D, Sohal A S, et al. The unique and complementary effects of manufacturing technologies and lean practices on manufacturing operational performance.International Journal of Production Economics,2014, 153: 191-203.
[5] Quintana V, Rivest L, Pellerin R, et al.Will model-based definition replace engineering drawings throughout the product lifecycle? A global perspective from aerospace industry.Computers in Industry, 2010, 61(5): 497-508.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
一重技术(2021年5期)2022-01-18
石材(2020年4期)2020-05-25
文苑(2019年24期)2020-01-06
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
建材发展导向(2019年10期)2019-08-24
中学生数理化·八年级物理人教版(2019年12期)2019-05-21
电子制作(2018年11期)2018-08-04
工程建设与设计(2016年1期)2016-02-27
中国卫生(2015年4期)2015-11-08