
IGBT串联谐振逆变电阻点焊机的研究与改进
2015-05-25 06:09刘晓东李方元王景兵
电气技术 2015年5期
刘晓东 杨 艳 李方元 王景兵
(青岛大学自动化工程学院,山东 青岛 266071)
科技发展是推动行业发展的动力,为了适应新材料、新工艺不断提出的应用要求,点焊电源也在不断的发展与完善之中。随着逆变电源应用到自动、半自动点焊机的进一步研究,功率逆变组件可靠性的不断提高,逆变点焊机已经得到了非常快的发展。相对于传统的点焊电源,逆变点焊机因其自身所具有的体积小、重量轻、高效节能、焊接过程稳定、动态响应快等优点,被广泛应用于汽车、工程机械、航天等领域,在现代社会建设中发挥着重要的作用。
相对于全桥串联谐振逆变电路而言,半桥串联谐振逆变电路无需再考虑匹配变压器的问题,整个焊机的体积将会大大缩小,从而节省空间,并且半桥串联谐振逆变电路采用更少的开关管,电路的控制更容易。本文提出的新型IGBT 串联谐振逆变电阻点焊机具有将无功能量转化成为有功能量的特点,可降低品质因数Q,减少电路累积电压,电路安全性能更好、电路效率更高,采用TMS320F2812型DSP 进行闭环控制,提高了逆变点焊机整体工作的可靠性。
1 主回路结构拓扑图
逆变点焊机主要是一种将50Hz 的工频交流电先经过三相不可控整流电路滤波变成直流,再通过控制大功率开关电子元件(SCR、GTR、MOSFET或IGBT)的开通或关断,逆变成几kHz~几十kHz的中频交流电,最后经过阻焊变压器降至适合于焊接电压的感应加热电源。电阻点焊是在电极的压力下,通过电流加热使电极间的金属部分熔化形成熔核。目前应用最广泛的焊接过程包括加压、焊接、维持、冷却。点焊具有大电流、短时间、压力状态下进行焊接的工艺特点。如图1所示,改进后的串联谐振逆变电路由三部分构成:三相不可控整流滤波电路,串联谐振逆变电路,输出整流滤波电路。三相不可控整流电路由六个整流二极管组成[2],把380V 市电经过整流滤波后可得到直流电压约为UCd=1.41*380V=537V,作为逆变电路的输入电压。在逆变电路中,Ld1和Ld2为平波电抗器,L是谐振电感。Ld1=Ld2>>L,Ld1和Ld2可以等效为恒流源。C3和C4是谐振电容,(C1=C2)>>(C3=C4),因此,C1和C2可以等效为恒压源。逆变电路发生串联谐振时,串联电路的电压与电流同相位[3],即负载此时呈纯电阻性;电容上的电压与电感上的电压大小相等,方向相反。电流iL最大。感应线圈中产生交变的中频电流,再经变压器变压输出后,利用感应加热原理进行焊接。
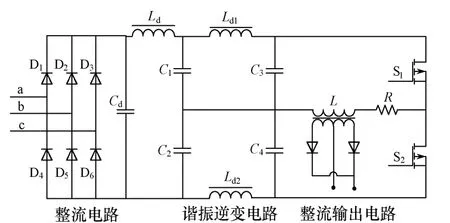
图1 逆变电阻点焊机主电路拓扑
串联谐振逆变电路的震荡过程是:开始工作之前,S1和S2均未获得触发信号,而C1与C2均充有上正下负的电压,UC1=UC2=1/2UCd。此时,C1、Ld1、C3形成电流回路,C2、Ld2、C4形成电流回路,C3、C4即被充上上正下负的电压。随后导通S1,并且S2保持关断状态,那么C3、S1、L形成谐振回路,同时C1通过Ld1、S1、L放电,两个回路均对负载线圈L做功。谐振过程中,UC3逐渐减小,而iL逐渐增大,电流方向为左负右正[4]。当UC3=0 时,iL达到最大值。随后L向C3反向充电,当iL=0 时,C3被充上下正上负的电压UC3m,由于谐振放电,根据能量守恒原则,有UC3m
之后触发S2导通,并且S1保持关断状态,则C4、L、S2形成谐振回路,同时C2通过L、S2、Ld2放电,两个回路均对负载线圈L做功,UC4逐渐减小,而iL逐渐增大,电流方向为左正右负。当UC4=0时,iL达到最大值。随后L向C4反向充电,当iL=0时,C4被充上下正上负的电压UC4m。在关断S2,且S1尚未开通时,C4、Ld2、C2存在小环流回路,即C4将下半个周期结束后存储下来的能量1/2C3UC24m释放出去,与C2共同作用使iLd2变大。这样就完成了下半个周期的震荡。此后,再触发S1开通,形成谐振回路,如此循环往复[5]。
逆变电路输出有功功率P=UC1×iLd1,由于iLd1变大,输出有功功率P也随之增大。串联谐振电路的品质因数

表示发生谐振时电路中的感抗值(或容抗值)与电路电阻的比值,Q值反映了谐振电路的固有性质,其大小直接影响功率因数角φ,从而影响负载阻抗和负载输出功率的大小[6]。
另一方面,可由公式推导得:电路谐振时,谐振电容C3电压有效值

电感电压有效值

分析可知,在串联谐振电路发生谐振时,电容电感串联部分相当于短路,电源电压全部加在电阻R上面,而UC3=UL=QU。串联谐振逆变电路开始工作后,谐振电容上的电压存在一个逐渐累积的过程,最大值约为电源电压的Q倍。电路的Q值一般在10~20 之间,Q值越高,感应线圈L上的电压越高。因此,即使外加电源电压不高,在谐振时,电路元件上的电压仍然可能很高,这样电路的工作状态很不安全,为此需要特别注意元件的耐压问题和过电压问题。
当低Q值谐振逆变电路进入稳态工作后,其Q值为Q=(2πWem/WR)<(wL/R)=1/wCR。该电路与传统半桥逆变电路相比,创新之处在于电路中存在虚功能量向实功能量转化的小环流回路,可以有效降低Q值,并进一步提高电路的效率。
2 逆变电阻点焊机控制系统的设计实现
本文所设计的低Q值串联谐振逆变点焊机以TI公司新推出的TMS320F2812 型DSP 为控制电路的核心,与传统的模拟控制或模拟与数字相结合的控制方式相比,它具有更高的集成度、更快的CPU 以及更大容量的存储单元,只需要搭建简单的外围电路即可实现精确的控制功能。DSP 要实现的主要功能包括数字锁相环的设计、功率调节控制和过压过流保护。通过控制IGBT 的导通和关断,使电源能够恒定功率输出。
如图2所示,将输出电压采样值与给定的电压基准值Vref比较生成电压误差,并经过PI 调节器得到电流基准Iref,在与输出电流采样值进行比较,经过PI 调节器输出,此时得到的输出信号为移相角β,通过移相角可以调节输出电压,而输出电压又可以影响输出电流的变化,从而实现了功率调节。Zo为输出负载的等效阻抗,Kβ为移相角到输出电压的转换比例。
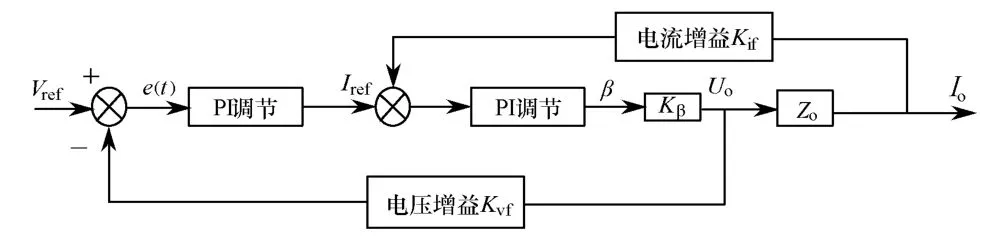
图2 功率调节流程图
为了使逆变焊机一直工作在准谐振或谐振状态下,本课题采用了频率跟踪技术,可进一步提高逆变点焊机的工作稳定性。通过电流互感器将负载电流检测出来,一路接到DSP 的A/D 口作为功率闭环调节时的反馈电流,另一路接到过零检测电路的DSP 的CAP 口,用来实现频率跟踪和测量。
DSP 内置的带死区的电压比较电路可将输入的正弦信号变成0~5V 的相同频率的方波信号,然后将方波信号送入捕获模块CAP,当CAP 连续两次捕获到方波的下降沿时,可将定时器的计数值分别记为X1和X2,通过逻辑运算就能得到负载电流的周期T和频率f,如果得到的频率与给定的谐振频率不同,则需要调整采样频率,通过引入负反馈使输出信号与输入信号之间的频率之差不断减小,直到这个差值为零而被锁定,从而实现了频率和相位的跟踪[7]。
在焊接过程中,由于负载温度升高,焊接物体物理性质变化等因素,逆变电路的等效谐振电感L的大小也在不断变动,为了保证逆变焊机一直在准谐振或谐振状态下工作,需要不断的根据锁相环的频率调节来改变IGBT 的开关频率。
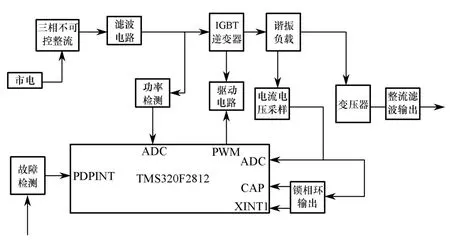
图3 逆变电阻点焊机系统功能结构图
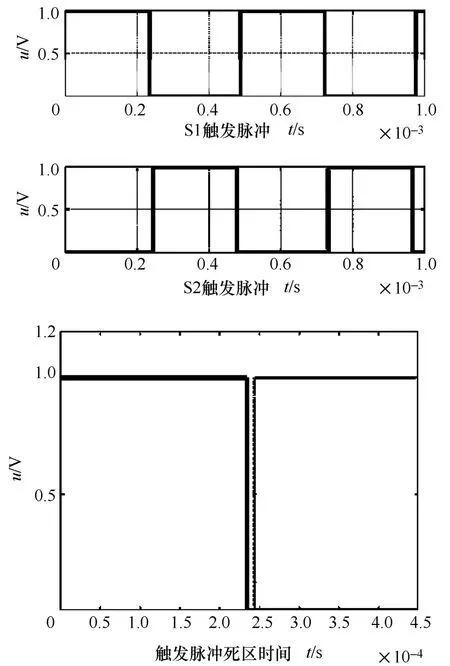
图4 IGBT 触发脉冲波形图
该设计采用脉宽调制型控制方法,通过焊接电流的负反馈,并采取一定的控制算法,实时控制输出PWM 脉宽的大小。IGBT 的导通脉冲如图4所示, 上下两桥臂的两路脉冲在每个周期轮流导通,相位差180°,两路脉冲导通时间并非各占半个周期,而是略小于半个周期,即两路脉冲之间留有一定的死区,以保证IGBT 可靠关断[8],防止发生桥臂直通短路而击穿开关管,触发脉冲仿真波形如图4所示。
3 实验结果与分析
在实验之前先通过Matlab 中的Simulink 对串联谐振逆变电路的主电路拓扑进行仿真,具体的给定参数如下:直流电源电压E为500V,Cd=4mF,谐振电感L=40μH,谐振电容C=113μF,R=0.5W,Ld=1000μH,仿真时间0.06s,占空比49%。
仿真波形如图5、图6所示,当负载工作于感性状态时,负载电压超前负载电流φ电角度电流换向时,电压已换为正,感性状态下实现了开关管的零电流开通[9]。当负载工作频率等于负载谐振频率时,电流和电压等相位,相位角φ=0,即发生串联谐振。由此,从仿真波形分析可知,低Q值串联谐振逆变电路点焊机的设计方案是可行的。
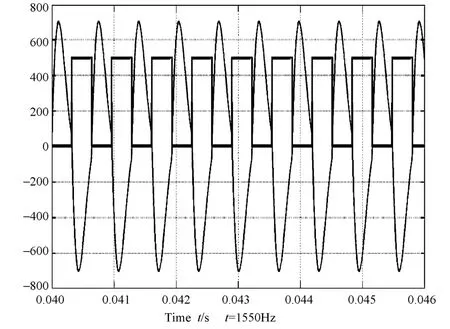
图5 IGBT 两端电压与负载电流Simulink 仿真波形图
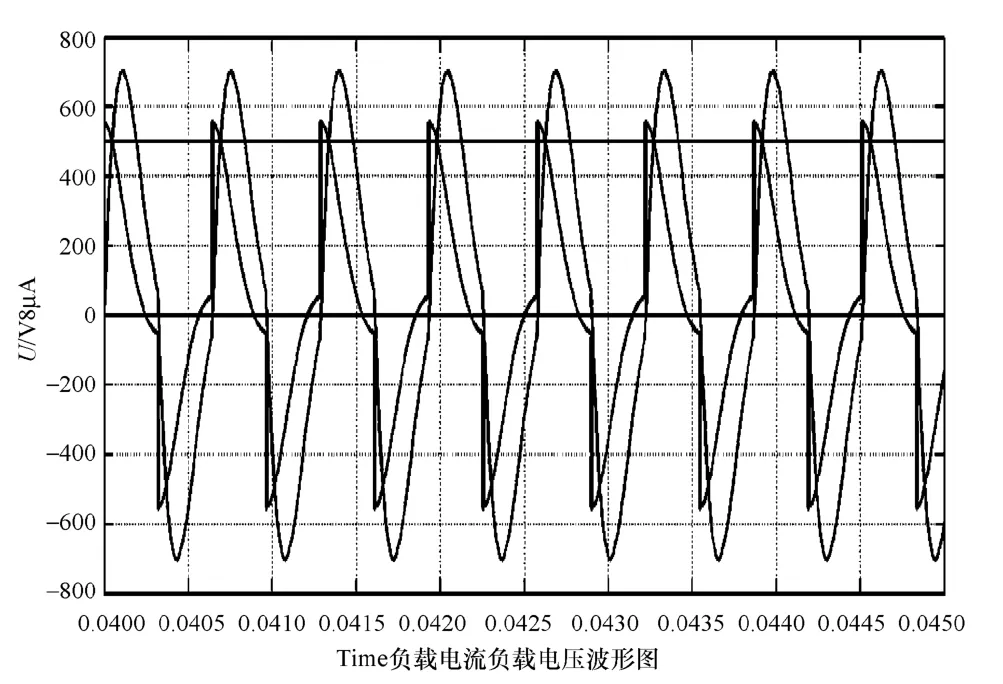
图6 负载电压与负载电流Simulink 仿真波形图
在此基础上对电路进行实验,通过对功率为200W 左右的试验样机进行电气特性的测量,测量的数据主要有流过谐振电感的电流,该参数可以通过串联电阻R上的电压Ur波形来反映;开关管IGBT两段的电压Uce,该值可以验证电路的低Q值特性。电路中谐振电容C1=C2=32μF,谐振电感L=337μF,则整个电路的谐振频率约为1550Hz。在实际控制时将控制信号的频率设定为770Hz,控制信号的频率小于电路的谐振频率,可以保证开关管IGBT 能够过零关断,降低开关损耗。
测得电阻R上的电压Ur波形和开关管IGBT 两端的电压波形如图7和图8所示。
由图7、图8可知,搭建的实验样机所得波形与SIMULINK 仿真所得波形基本一致。IGBT 关断时两端的电压为33.8V,其值约为逆变电路输入电压的Q倍,逆变电路的外加电压为12V,两者比值为2.8 左右,即整个电路的品质因数为2.8 左右。传统的半桥串联谐振逆变电路的品质因数约为10~20,低Q值串联谐振逆变电路的品质因数仅为2.8,显然电路实现了降低Q值的目的。
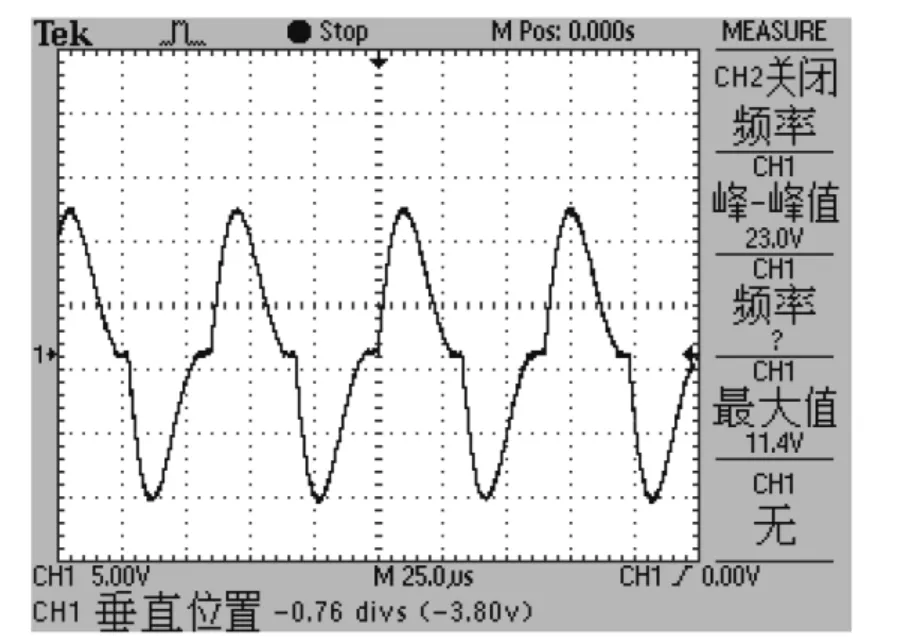
图7 样机实验负载电压Ur 波形图
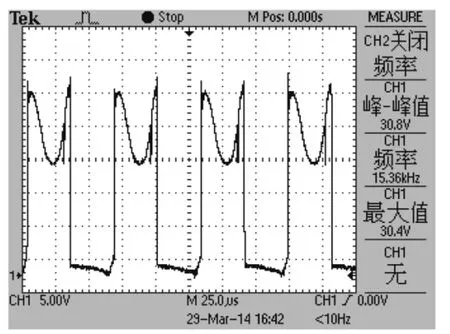
图8 样机实验IGBT 两端电压波形图
4 结论
现如今被广泛应用的逆变焊机大都采用全桥串联、半桥串联逆变电路,但是这几类逆变电路的品质因数都比较高,而且在谐振过程中存在高压积累,不利于开关管的正常工作。本文提出的新型串联谐振逆变电路拓扑,它可以将系统内部的一部分无功能量转变成有功能量,从而降低了电路的Q值,提高了电源的输出功率。可以看出电路工作在谐振频率下,功率因数近似为1,试验结果表明,所设计的IGBT 半桥串联谐振逆变焊机开关损耗小,效率高,整机工作稳定性好,具有较高的应用和研究价值。
[1] 郭秉楠.可切换双网孔逆变电路结构的反常功率特性研究[D].天津: 南开大学,2008.
[2] 左小娟.低Q值中频电源研究[D].青岛: 青岛大学,2013.
[3] 张泰峰,郭秉楠,等.IGBT 半桥串联谐振高频感应焊接电源[J].南开大学学报(自然科学版),2009,42(2).
[4] 申磊,杨艳,等.基于DSP 低Q值感应加热电源的研究[J].青岛大学大学学报(工程技术版),2013,28(4).
[5] 齐幸坤.IGBT 半桥串联谐振逆变器的研究[D].保定:华北电力大学,2012.
[6] 陈怡.串联谐振逆变电阻点焊机的研究及实现[D].天津: 天津大学,2002.
[7] 张勇.点焊逆变电源软开关及模糊神经网络控制研究[D].西安: 西北工业大学,2006.
[8] Dawson F P,Jain P.A comparison of load commutated inverter systems for induction heating and melting applications[J].IEEE Transactions on Power Electronics,1991,6(3): 430-441.
[9] Golde E.Oscillator circuit thyristor converters for induction heating[J].Proceedings of the IEEE,1967,55(8): 1449-1452.
[10] 金东琦,田云.基于DSP 的逆变焊接电源设计[J].电焊机,2009,40(10).
[11] 邹焕青.等效单电源自然环流型半桥逆变器的反常功率输出特性分析[D].天津: 天津大学,2009.
[12] 郭伟东.基于DSP 的串联谐振式中频电源的研究[D].西安: 西安科技大学,2012.
猜你喜欢
新世纪智能(英语备考)(2018年11期)2018-12-29
通信电源技术(2018年5期)2018-08-23
通信电源技术(2018年5期)2018-08-23
中国环境监察(2016年7期)2016-10-23
中国现当代社会文化访谈录(2016年0期)2016-09-26
西南交通大学学报(2016年3期)2016-06-15
电测与仪表(2016年12期)2016-04-11
通信电源技术(2016年4期)2016-04-04
河北地质(2016年4期)2016-03-20
探测与控制学报(2015年4期)2015-12-15
