大型氮肥厂仪表风干燥器改造研究与实施
2015-05-25 00:29赵春吉谷鹏飞
化工设计通讯 2015年2期
赵春吉,谷鹏飞
(中国石油大庆石化公司化肥厂,黑龙江大庆市 163714)
大型氮肥厂仪表风干燥器改造研究与实施
赵春吉,谷鹏飞
(中国石油大庆石化公司化肥厂,黑龙江大庆市 163714)
仪表风应用于炼油、化工、化肥等工业生产仪表自动化的控制过程中,是气动仪表传递信号的媒体和动力源。在化肥装置中,合成氨仪表风系统是化肥生产的主要供风装置,气源的可靠性和干燥器能否稳定运行,关系到全厂仪表系统及执行机构的正常运行,大庆石化公司化肥厂通过采用“空气余热干燥技术”和并联小空压机气源的方法,对原仪表风系统进行了改造,仪表风稳定性明显提高。
仪表风;余热再生;干燥器;改造
1 概述
大庆石化公司化肥厂30万t合成氨装置由美国成套引进,48万t尿素装置由荷兰成套引进,经过2005年扩能改造,年生产能力分别达到45万t、80万t。现有2套主要生产装置、3套辅助生产装置和3个生产维护车间。大庆石化化肥厂仪表风干燥系统归属合成车间管理和维护,为化肥厂全厂提供干燥仪表风。原料是合成装置空压机供给的压缩空气,产品为处理后的干燥压缩空气(露点一般低于-55℃),全厂仪表风使用量在1 000 m3(标)/h左右。旧仪表风系统有2套电加热干燥设备,分别是美产干燥器和国产干燥器。其中电加热干燥器设计处理量为600 m3(标)/h,使用已经30多a,属于上世纪70年代落后产品。
2 原仪表风干燥器简介
化肥厂原仪表风干燥系统以合成氨装置空气压缩机101-J四段入口38℃,1.4 MPa的空气作为气源,工艺流程见图1:
从空压机101-J二段出口的空气经PRC49压力调节器调节后,压力控制在1.1 MPa左右。分两路送到仪表风干燥器房内的气液分离缸。又经油分离器后,先进入国产干燥器进行干燥,再进入美产干燥器进行二次干燥(B1/B2和C1/C2互为备用)。其中国产干燥机,夏季停用,冬季投用;该干燥器在投用期间,以人为切换操作为主,切换时间为:6∶00;14∶00;21∶00,切换前检查再生塔的再生温度要达100℃以上,而且在该温度下持续时间不小于3 h,才能确保再生塔内的水份脱净。另一套是由美国进口的干燥机,全年运行,利用Honeywell公司的TPS系统,编程实现时序切换控制。美产干燥器为B、C两组独立的干燥器,每组均相隔4 h自动切换。再生塔温度不应高于150℃,否则易损坏分子筛,每月给四通阀加密封脂一次,确保四通阀不串风,不漏风。
干燥后经机械过滤器过滤再进入粉尘过滤器进行二次过滤。在机械过滤器出口装有空气流量指示表FR49。贮风罐作用是当干燥器发生断风或风压下降时,由该贮风罐补充风量,使仪表风管网风压能保持10 min左右的正常风压。
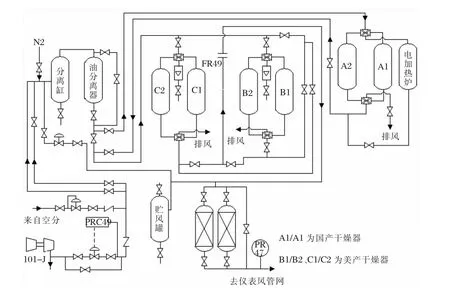
图1 化肥装置原仪表风干燥器流程
空分来风是当101-J故障时及时补充风量而设。另外,空分送出的风也可直接进入仪表风总管,使仪表风管网风压不中断。
3 存在问题
3.1 设备老化,技术落后,耗能大,不能满足生产需要
仪表风干燥系统中电加热干燥器设计处理量为600 m3(标)/h,已经不能满足生产需求,同时由于原干燥器设备老化、技术落后,电加热干燥器出口仪表风露点冬季达不到-55℃的质量标准,冬季生产容易出现风路积水、生锈、堵塞,仪表损坏等现象,造成仪表传递信号失真,导致自动阀操作的精确率下降,参数调节不及时,使生产装置失控,影响安全生产。
3.2 空压机波动对仪表风系统影响较大
仪表风系统是以工艺生产使用的空气作为气源,生产上波动时,对仪表风系统影响较大,对空压机101-J依赖性太大。
3.3 操作复杂,日常检查维护难度较大
仪表风系统在运行时,分子筛干燥剂投用和再生同时,涉及到阀门较多,流程较为复杂,阀门频繁切换,岗位员工在日常检查时,对分子筛的运行状态和阀位确认耗时较多,难度较大,电加热干燥器的控制系统功能不完善,运行不稳定,经常造成仪表空气压力波动,造成检查维护难度较大。
4 解决方案
针对以上三个问题,我厂技术人员认真研究、调研、考察,提出了如下方案:
4.1 利用余热干燥技术生产仪表风
为了达到节能目的,同时保证生产运行的稳定性,综合考虑采用余热再生技术。
4.1.1 余热再生工作原理
余热干燥机根据变压、变温吸附的原理,利用空压机的余热(温度较高、相对湿度较低)再生吸附剂,再生后的压缩空气通过后部冷却器降温和油水分离器分离后进入吸附塔进行吸附,此阶段不消耗压缩空气。然后,再利用出口处的干空气对吸附剂进行冷吹,此阶段需消耗一小部分压缩空气。余热干燥机耗气量约为1.88%,相比无热再生干燥机15%的耗气量、微热再生干燥机10%的耗气量和电加热器的耗电,经济效益明显。当然,余热干燥机还需消耗一部分冷却水,但实际上,如果采用其它干燥机,此部分冷却水消耗还是要转嫁到空压机的后部冷却器上,对于任何干燥机来说,此部分消耗都是必需的。
为了满足余热再生的技术要求,仪表风气源从空压机101-J的四段入口气改正101-J的三段出口。
4.1.2 余热再生工艺流程和控制系统简介
余热干燥机采用双塔结构,辅之以吸附剂、各种阀门、后部冷却器、油水分离器、除尘过滤器和控制系统等。
和其它吸附式干燥机一样,余热干燥机采用双塔循环周期工作制,一个标准循环周期为8小时,主要有8个过程:
(1)A塔吸附、B塔加热再生;
(2)A塔吸附、B塔排空卸压;
(3)A塔吸附、B塔冷吹再生;
(4)A塔吸附、B塔充压;
(5)A塔加热再生、B塔吸附;
(6)A塔排空卸压、B塔吸附;
(7)A塔冷吹再生、B塔吸附;
(8)A塔充压、B塔吸附。
以上为一个工作循环周期,共有17个气动阀门,这17个气动阀门由电磁阀进行控制,电磁阀由PLC程序进行控制。整个系统程序由可编程控制器(PLC)实现。本系统的工作周期表如表1所示。
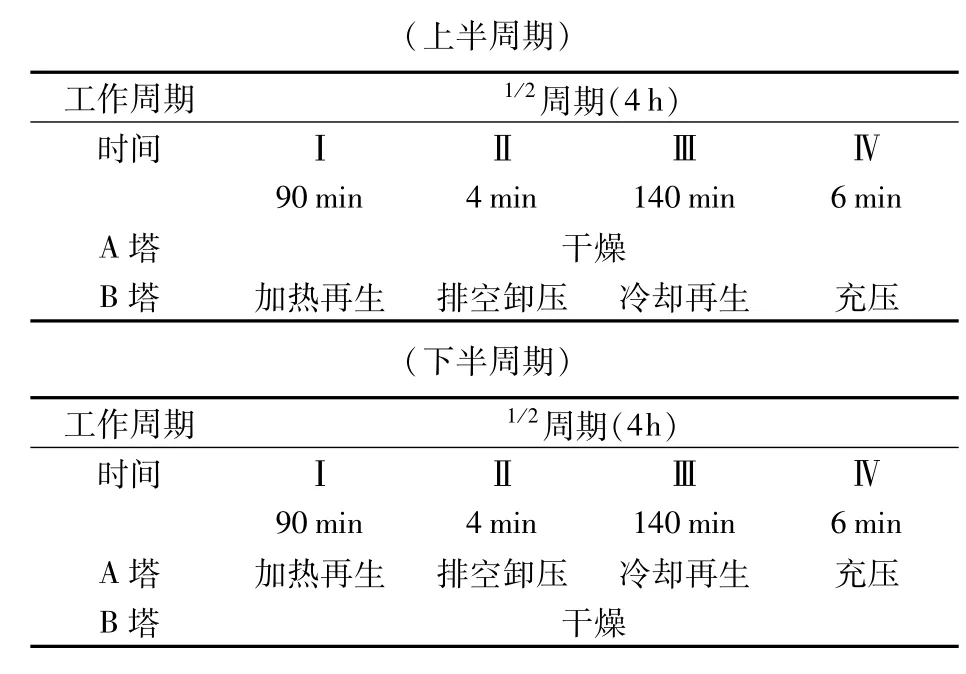
表1 工作周期表
采用余热再生机代替原来的两套干燥机,经过验证与考察,干燥效果可以满足冬季露点低于-55℃,夏季露点低于-45℃的要求,但因为仪表风的重要性,分两次对干燥机进行改造,暂时保留进口干燥机作为备用,拆除国产干燥机,余热干燥机就安装在原来国产干燥机的位置。投用运行稳定后,再将进口干燥机更换为余热干燥机。
4.2 大、小空压机(101-J/JA)并联提供气源
合成装置在2005年扩容50%改造新增一台小空压机101-JA,与大空压机并联运行。为了增加仪表风气源的保障性,在小空压机三段出口接空气线与大空压机101-J并联进入仪表风系统,双气源减小生产波动和压缩机设备问题对仪表风系统的影响,流程见图2。
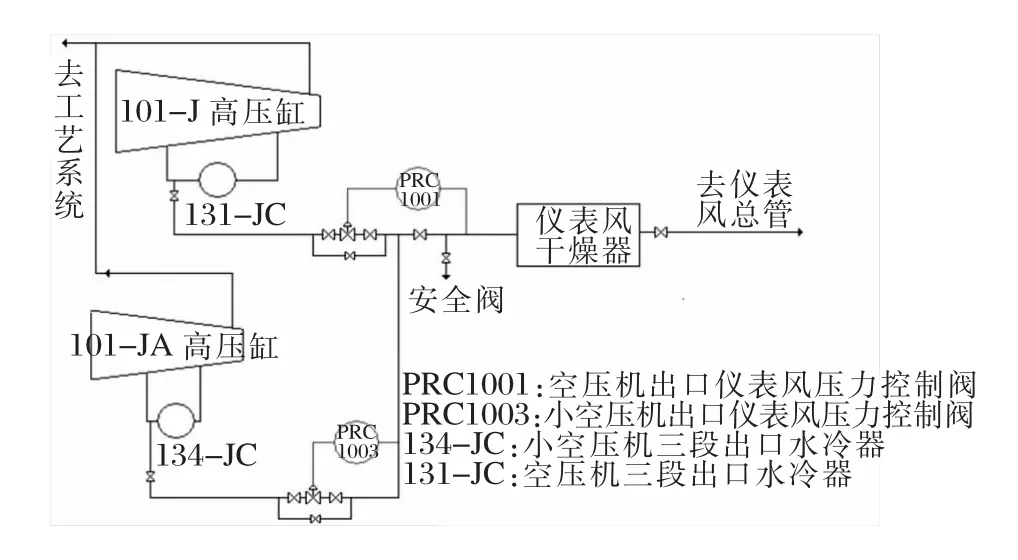
图2 合成装置空压机出口仪表风流程
5 改造的实施过程
合成仪表风干燥系统改造第一次在2007年7月施工,将国产干燥机更换为余热干燥器,9月28日完成。第二次改造于2009年9月初开始施工,于2009年11月3日结束,改造内容新增一台余热干燥器,砍去旧仪表风干燥器,同时在101-JA三段出口接线至仪表风系统。11月5日生产合格产品。
6 实施效果
技术应用后,仪表风露点合格100%,经多层余热再生干燥器处理后的仪表风露点≤-65℃,达到仪表风露点控制≤-55℃的指标。多层余热干燥器吸附剂再生耗气量≤1%,达到技术协议要求。
此外,仪表风干燥器系统采用高可靠性PLC(可编程序控制器)内部软逻辑功能,极大的简化设备的操作,PLC增加了故障指示功能和故障闭锁功能,便于空压机故障的查找和处理,极大地缩短了系统恢复时间,即使非电气专业人员也可以根据故障显示知道故障所在,及时检查和处理从而极大得提高了系统的可靠性。
2009年在并联小空压机101JA空气作仪表风后,仪表风压力更加稳定,特别是原空气压缩机101J突发故障期间,仍然可以保证全厂仪表风系统稳定运行。
综上所述,新仪表风系统投用后,仪表风的品质明显提高,同时降低了操作维护难度,降低了能源消耗、降低了安全隐患。具有较好的社会效益和经济效益,此项仪表风系统改造技术在同类型化肥装置上具有推广价值。
Technical Transformation on Instrument Air Dryer in large Nitrogenous Fertilizer Factory
Zhao Chunjie,Gu Pengfei
(Daqing Petrochemical Company of CNPC,Daqing,163714)
In fertilizer factory,instrument air system is the main air supply.The article introduces the technical transformation on instrument air dryer by using waste heat regeneration technology.
instrument air,waste heat regeneration,dryer,transformation
TQ113.29
B
1003-6490(2015)02-0007-03
2015-03-27
赵春吉(1978-),男,汉族,黑龙江大庆市人,2002年毕业于齐齐哈尔大学化学工程专业,工程师,现主要从事化肥生产技术工作。
猜你喜欢
炼油与化工(2021年6期)2021-12-23
企业文化(2020年18期)2020-07-30
中国特种设备安全(2019年7期)2019-09-10
企业文化(2017年14期)2017-10-14
兰台世界(2017年15期)2017-08-29
企业文化·中旬刊(2017年5期)2017-05-31
核科学与工程(2017年2期)2017-05-16
中国化肥信息(2016年34期)2016-05-17
能源研究与信息(2015年1期)2015-05-19
中国化肥信息(2014年34期)2014-01-30