
全站仪在船体分段合拢中的应用
2015-05-08 12:58:12厉文耀
造船技术 2015年4期
黄 斐, 厉文耀
(上海船舶工艺研究所, 上海 200032)
全站仪在船体分段合拢中的应用
黄 斐, 厉文耀
(上海船舶工艺研究所, 上海 200032)
随着造船精度要求的不断提高,全站仪取代了传统造船测量工具,广泛运用于船体分段建造,船体合拢以及主机安装等方面的精确定位和数据测量,成为造船测量的一种重要设备,在现代船舶建造中扮演着重要的角色。该文基于全站仪的工作原理,结合物探船典型分段建造和合拢现场,研究了全站仪在船体分段合拢中的应用。
全站仪 船体建造 精度测量
1 前言
传统造船测量中,被普遍使用的测量设备主要包括钢尺、角尺、光学水平仪、经纬仪等,上述传统工具具有操作简单、成本低等优点,但其精度和效率较低[1]。随着船体建造精度要求的不断提高,国外先进造船企业及国内骨干船厂,已逐步开始使用如激光经纬仪、全站仪、摄像测量仪等先进高精度测量设备来代替传统测量设备。
全站仪集测角、测距于一体,测量范围较大,通过利用标靶瞄准测定,可采集斜距、天顶距(竖直角、水平角)等数据[2],同时与PDA及数据测量软件相结合,组成精度测量系统,快速获取测点在特定坐标系下的三维坐标,从而得到物体的实际尺寸。
2 全站仪基本组成及测量原理
全站仪基本组成包括中央处理单元、存储单元及输入输出单元等[3],如图1所示。其主要功能是测量水平角、竖直角及倾斜距离等数据。
全站仪运行原理是通过输入测站点坐标、起始方位角等基础数据到输入单元,然后利用设定的基准点,计算、显示和输出所需要的测量点与基准点之间的方位角、水平距离、高差以及测量点的三维坐标等。
同时全站仪利用其与计算机之间的接口,可以将测量结果输出到计算机中进行计算和编辑等进一步的加工处理。所以电子全站仪配合计算机测图能够实现测量的高度自动化。

图1 全站仪的基本构成
全站仪实现电子测距的功能,其主要原理是利用电磁波测定电磁波在被测距离上往返传播的时间来求得距离值,实际操作过程中主要有两种方法[4]。一种是脉冲法,即利用全站仪光源发射一束极窄的光脉冲射向目标,同时输出一电脉冲信号,打开电子门让标准频率发生器产生的时标脉冲通过并对其进行计数,光脉冲被目标反射后回到发射器,同样产生一电脉冲,关闭电子门终止时标脉冲通过;另一种是相位法,即由仪器连续发射的电磁波正弦信号在被测距离上往返传播所产生的相位差,根据相位差来得到距离。
全站仪实现电子测角的功能,其实质是用一套角码转换系统来代替传统的光学读数系统。目前,这套转换系统有两类:一类是采用光栅度盘的所谓“增量法”测角;一类是采用编码度盘的所谓“绝对法”测角。
3 全站仪测量工作程序
根据船舶船体建造的特点,利用全站仪对船体建造进行测量主要有以下几步工作流程。
(1) 选取所需测量点。通过在船舶设计模型上选取所需测量点,提取对应位置坐标的理论值,同时生成测量检查表格,供现场测量时对照使用。
(2) 现场数据采集。根据所选测量点的理论数据,根据船体特点,选取适当的基准点(一般选取固定物,如船坞壁等),设定测量方案,获取所需测量点的实际值。
(3) 实测值精度分析。通过现场采集的实测数据,与船舶模型选取的理论值进行对比分析,获得三维误差,同时生成船舶精度测量报表。根据报表,对结构进行重新划线,并修整。
(4) 模拟搭载。利用船舶设计模型,按照测量点的实际数据,重新进行模拟搭载试验,分析船舶搭载过程中产生的段差、高差以及重叠的现象,并读取误差,生成模拟搭载报表,指导现场搭载定位。
(5) 现场搭载定位。以模拟搭载结果作为定位基准,搭载过程中,测量选取精度控制点(至少三个),计算出其与基准段间的三向偏向量,根据偏差提示,实现搭载准确定位。
4 全站仪在物探船典型分段合拢中的应用实例
船体建造中一般艉部轴系部位、机舱部位、艏部等外板线形变化较大或定位安装精度要求较高的分段,应进行重点检测[5]。
下面以物探船的艉部分段为例,说明全站仪在船体合拢中的应用。
(1) 首先导入所选分段的设计模型。为选取测量点,首先需要将分段模型导入,如图2所示。
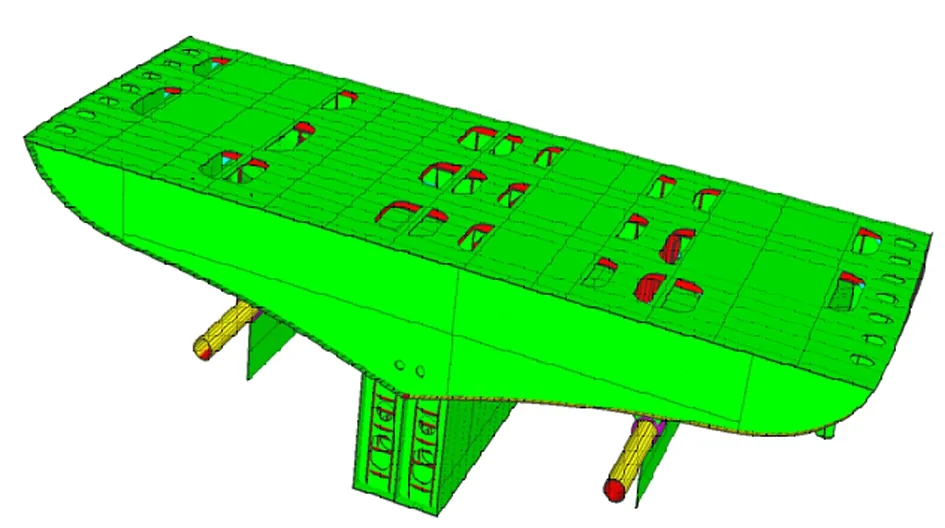
图2 物探船艉部分段模型图
(2) 选取精度测量点。
主要选取设计模型中结构外轮廓线上的点或结构交错点,如图3所示。
(3) 室外分段精度测量。
根据选取的理论测量点,在现场分段相应位置贴上移动标靶并现场测量,如图4所示。
(4) 结果分析。将全站仪中的实测数据读取并导入计算机,对分段数据做三点对齐,并输出报表,如表1所示。

图3 选取精度测量点

图4 测量现场图

XX船厂船名分段编号测量单位校对测量日期测量点X理论(误差)Y理论(误差)Z理论(误差)17500(-8.73)11786(-9.63)6600(-32.79)27500(0)0(0)6600(0)37500(-13.18)-11786(-3.25)6600(-0.20)47500(-4.34)-1238(15.06)3212(-5.21)57504(-14.57)0(5.34)2884(-8.26)67500(-3.20)1238(-6.89)3212(-4.01)77500(-6.95)1238(1.16)0(-4.32)87500(0)0(0)0(-12.44)97500(-6.10)-1238(1.96)0(-1.58)1016950(4.05)11998(-2.44)6600(0.16)1116950(2.99)0(0)6600(7.38)1216950(-4.05)-11998(-4.31)6600(3.56)1316950(11.91)-1238(4.99)1155(8.95)1416950(7.47)0(-4.3)972(3.08)1516950(8.08)1238(-15.90)1155(3.36)1616950(8.88)-1238(4.87)0(8.7)
(5) 指导搭载定位。当测量完成后,将全站仪上所测量的分段数据及其分段搭载环境的数据分别导入到精度管理系统以后,系统自动会就搭载对齐点做搭载偏差分析,并将偏差以标签的方式显示出来,以便能够直观看到分段搭载的偏差情况,如图5所示。

图5 艉部分段现场测量图
分析模拟搭载结果,对有偏差的地方进行分析,找出原因,进行修正,以指导现场搭载,如图6所示。

图6 分段搭载图
实践证明,在船体分段合拢过程中,使用全站仪进行精度测量,不仅可以解决如脱胎测量、模拟搭载及搭载误差分析等解决传统测量方法难以解决的问题,而且可以显著提高测量效率,减少劳动强度,提高搭载精度。
同时在分段精度测量的过程中也发现了一些问题,全站仪在船体建造中的使用有待在以下两个方面进一步加强完善。
(1) 进一步简化三维测量方法的操作和应用,以使检测人员测量更自由、更方便,测量时间更短。
(2) 加强管系、支架等内部舾装件的三维检测,以提高分段的完整性和分段的合拢精度。
5 结束语
实际上,全站仪除可应用于船体分段建造及合拢时的精度测量,在船体建造现场还包括更广泛的应用,如在船体建造中进行尺寸测量、平整度和角直面检验、水线标定、余量切割划线等工作,在船体装配中进行四角水平检测、舱壁垂直度检测及定位长、宽、高度检测等。全站仪结合计算机精度管理系统或数据分析软件,将会推动造船精度控制的进一步发展。
[1] 王永明,李明峰,朱振宇等.基于全站仪的造船精度控制测量算法研究[J].矿山测量,2010,2:72-75.
[2] 刘善德,杨成龙等.推进造船精度管理需要先进的体制与测量手段[J].中国造船工程学会学术论文集,2009.
[3] 许为民,李孝燕.全站仪快速操作方法探讨[J].安徽农学通报,2007,13(19):336-337.
[4] 钟勇,崔文春.全站仪的基本测量原理[J] .中国勘察设计,2009,9:40-42.
[5] 施克非.船体装配工[M].北京:国防工业出版社,2008.
The Application of Total Station in Hull Block Assembly
HUANG Fei, LI Wen-yao
(Shanghai Shipbuilding Technology Research Institute, Shanghai 200032, China)
The total station replaces the traditional shipbuilding measuring tool and becomes an important equipment in modern shipbuilding measurement with the continuously improvement of shipbuilding precision requirement. The total station is widely used in accurate positioning and data measuring in hull construction, hull block assembly and main machine installation. Based on the working principle of the total station, combining with the typical section construction and block assembly in geophysical ship, the application of total station in hull block assembly is studied.
Total station Hull construction Accuracy measurement
黄 斐(1984-),男,工程师。
U662
A
猜你喜欢
航空学报(2022年5期)2022-07-04 02:24:32
北京测绘(2020年12期)2020-12-29 01:37:18
模具制造(2019年10期)2020-01-06 09:13:08
工程与建设(2019年3期)2019-10-10 01:40:18
自动化与仪表(2019年2期)2019-03-06 08:24:26
数字通信世界(2019年1期)2019-02-14 02:00:38
造船技术(2016年6期)2017-01-13 01:02:37
电测与仪表(2016年9期)2016-04-12 00:29:52
航运交易公报(2016年8期)2016-03-21 11:08:03
中国卫生(2015年12期)2015-11-10 05:13:34
