
浅谈船舶建造工艺与船厂工程工艺的关联性
2015-05-08 08:22黄震宇
造船技术 2015年2期
黄震宇
(中船第九设计研究院工程有限公司, 上海 200063)
浅谈船舶建造工艺与船厂工程工艺的关联性
黄震宇
(中船第九设计研究院工程有限公司, 上海 200063)
通过对船舶建造工艺和船厂工程工艺的定义和设计输入条件的理解,分析两者之间的相互关联性和影响,归纳两者关联性在船舶建造和船厂设计中的实际应用,并提出两者关联性研究的意义。
船舶建造 船厂工程 关联性
1 引言
在我国船舶行业,船舶建造工艺属于船舶制造工程的范畴,船厂工程工艺属于规划建设工程的范畴。虽然两者的工程技术体系不同,但其共同的契合点就是以船舶建造为研究对象,即:如何把船造出来;前者关注的重点是船舶建造的设计、施工、管理的细节和具体生产技术,后者研究的重点是船舶建造的技术保障条件和实现手段;从两者研究的对象角度,船舶建造工艺与船厂工程工艺具有一定关联性。
2 船舶建造工艺与船厂工程工艺概述
2.1 船舶建造工艺
2.1.1 基本定义
船舶建造工艺简单来说就是船舶建造的技术和方法,是指根据船舶合同设计、详细设计以及船厂技术条件和生产管理体系,确定船舶建造方案的过程,其主要内容包括:钢材订货、主要物量统计、分段划分、舾装区域划分、总段划分、零部件编码、零部件加工工艺、分段装焊工艺、预舾装工艺、涂装工艺、总组工艺、船坞(台)搭载工艺、机电设备安装及调试工艺等,在此基础上绘制各种工作图、零件表、管理图表,编制建造大纲、生产计划、作业指导文件等。
2.1.2 主要影响因素
船舶建造是一个复杂的系统工程,涉及产品设计、船厂技术条件、船厂生产管理体系等多个因素。
产品设计是解决造什么样的船问题,船舶建造中所有与产品有关的基础数据都来源于产品设计的结果,它是确立船舶建造工艺方案的基础。
船厂技术条件是造船生产的硬件支撑。船舶建造中船舶的建造方式、钢板尺度、分段大小、总组能力、零部件加工方式、单元预舾装率、生产进度等都不同程度地取决于船厂技术条件,它是船舶建造工艺的关键。
船厂生产管理体系是船厂软实力的体现,决定了船厂生产管理水平,船舶建造方针、作业指导文件等都渗透着船厂的生产管理体系,它是船舶建造工艺的核心。
2.2 船厂工程工艺
2.2.1 基本定义
船厂工程工艺是贯穿于船厂规划、设计、改造过程中的重要环节之一,是形成船厂技术条件的关键,包括总体工艺、陆上工艺及下水工艺。主要是根据船厂生产纲领、产品基础数据(包括主尺度、生产设计数据、工艺特征数据等)、建造工艺要求、建设目标、建设原则、协作配套关系、建设条件(包括厂址自然条件、交通条件、现状条件、社会条件等),确定船厂主要生产设施的建设规模、主尺度、主要设备配置、主要生产工艺流程、物料需求、能源需求、作业环境要求、“三废”排放要求等,从而保证船厂整体设计的完整性和协调性。
2.2.2 主要影响因素
船厂工程工艺的研究内容也比较复杂,既融合了工程项目规划与建设的通用规范和流程,又涉及水域条件、船舶产品类型、造船工艺、船厂定位等个性因素;按照各种影响因素的属性,船厂工程工艺主要输入条件可以分成三个层次:基础条件、关键条件和核心条件。
基础条件包括厂址自然条件、交通条件、现状条件、社会条件、配套协作条件等,船厂规划建设的首要任务就是落实各种基础条件,否则后续的工程设计都只是“纸上谈兵”。
关键条件包括造船生产纲领、船舶产品数据、船舶建造工艺等,船厂工程工艺设计中生产物量的分析、厂房主尺度、起重能力、生产设备配置、工艺流程、能源供应等都与船舶生产纲领、产品数据、船舶建造工艺等有着直接关系。
核心条件主要指船厂定位,包括建设目标、建设规模、建设原则等,如:造船生产效率指标、造船模式等,是船厂设计中纲领性的条件,它决定了厂房、设备、设施等的配置能力及水平。
3 船舶建造工艺与船厂工程工艺的关联性及相互影响
3.1 船舶建造工艺与船厂工程工艺的关联性
所谓关联,是指事物与事物之间通过某种逻辑关系而存在的客观联系。船舶建造工艺与船厂工程工艺也是通过其相互制约的条件关系,并在船舶建造活动中形成了相互关联和影响。
在造船行业,形成完整的船舶产品涉及原材料及配套设备的供应,产品的设计、施工及管理,船厂生产设施条件等诸多因素。其中,产品设计、施工及管理都通过船舶建造工艺体现出来,即船舶建造工艺实现了从图纸到船舶产品的转化。船厂的生产设施条件属于船厂工程工艺的研究内容,其主要是通过船厂工程工艺的分析、计算后确定。从形成船舶产品的要素角度,船舶建造工艺与船厂工程工艺都是密切围绕着船舶建造而存在的。
从具体船舶的建造角度,相同的船舶在不同船厂建造,所运用的船舶建造工艺是不完全相同的。如同样75 000 dwt散货船建造,假设前道工序及其技术条件相同,A厂采用10万t级斜船台,配置150 t门座起重机;B厂采用10万t级船坞,配置450 t龙门起重机;则两个船厂在分段总组能力、总装搭载工艺、预舾装的完整性、下水工艺、建造周期等方面必然由于总装条件的差异而有所不同。而不同的船舶建造工艺要求,则对船厂生产设施的配置也会有不同要求。如在新的船舶保护涂层性能标准(PSPC)实施之前,船厂涂装车间通常采用一个喷砂间配置两个喷漆间(即:“一喷两涂”)以满足船舶涂装要求,在PSPC新标准执行后,提高了船舶涂装要求,导致涂装作业周期延长,“一喷两涂”已经无法适应涂装作业的生产节拍,至少考虑“一喷三涂”才能满足涂装生产要求。
因此,从船舶建造工艺和船厂工程工艺的属性分析,围绕着船舶产品的建造,两者可以说密不可分、缺一不可,船舶建造工艺是船舶建造的实施者,船厂工程工艺是船舶建造的保障者,它们之间有着显著的关联关系。
3.2 船舶建造工艺与船厂工程工艺的相互影响
按照船舶建造工艺与船厂工程工艺的关联性,可以推断出一个基本结论:船舶建造工艺与船厂工程工艺在船舶建造活动中互为影响因素,既有直接影响,也有间接影响。而两者之间相互影响的程度和内容主要体现在以下几个方面。
3.2.1 造船模式与船厂定位方面
造船模式是组织造船生产的基本原则和基本方式,反映了船舶建造的策略和管理思想,是船舶建造工艺的核心元素。不同的造船模式决定了不同船舶建造工艺路线、主导技术和主要建造工艺特征(见表1),从而必然形成不同的船舶建造工艺。

表1 造船模式与船舶建造工艺的对比表
船厂定位是船厂建设、运行和发展的核心,包括船厂的总体定位、现代化水平、造船生产效率、建设规模、代表产品等。不同的定位决定了船厂不同的发展模式、建设规模和技术水平,导致不同的船厂内部组织结构、外部配套条件以及劳动力结构等(见表2),从而形成不同的船厂生产设施配置,包括设置生产车间或场地、船台(坞)、码头以及配置各类工艺设备等。

表2 船厂定位与船厂组织结构的对比表
根据不同造船模式的工艺路线和不同类型船厂的组织结构及其特征,整体制造模式和分段制造模式对应传统造船厂,分道制造模式和集成制造模式对应现代造船厂,敏捷制造模式对应未来造船厂。显然不同的造船模式对应着不同船厂的类型,从而直接影响了船厂的发展定位。譬如:从上世纪90年代到本世纪初,我国造船模式正在从分道制造模式向集成制造模式转变,使得船厂发展定位也向现代化总装造船方向发展,从外高桥造船基地、长兴造船基地等新厂的建设,到沪东中华造船集团、大连船舶重工集团等老厂的技术改造,都随着造船模式的转变,向现代化总装造船方向发展。
同时,对于船舶建造而言,船厂技术条件往往是一定的,船厂的组织结构、建造工艺路线一般也是基本固化的;以专业或系统为导向的船厂基本还属于传统造船模式,以中间产品专业化生产为导向的总装船厂可以按照现代造船模式组织生产。如:外高桥、长兴等造船基地都是按照中间产品为导向的总装造船厂思路建设,目前这些造船基地都已基本建立了以区域建造为核心的现代造船模式;而一些地方性中小型船厂(特别是中小型老厂)由于建设规模较小、建设年代较早、技术改造滞后等因素,没有完全建立总装造船的生产格局,或者内部组织结构仍维持专业或系统导向的纵向生产体制,船舶建造模式还处于传统建造模式与现代造船模式之间,甚至有个别船厂还处于劳动密集型的整体制造模式。
3.2.2 船舶建造类型与船厂生产功能设置方面
船舶建造类型是确定船舶建造工艺原则的基础,不同的船舶建造类型,船舶的建造工艺原则是不完全相同的。比如:从船体材质角度,钢质、铝质船体一般采用焊接工艺,而玻璃钢船体一般采用手糊、喷射、拉挤、模压等工艺;从船舶用途角度,散货船、油船、集装箱建造的主要工作量在于船体部分,液化气体船的主要建造难点在于液货舱围护系统,而客船、邮轮的建造重点在于内舾装部分。
船厂生产功能设置是船厂工程工艺研究的重要内容之一。传统造船厂通常按专业或系统要求设置生产车间或工段,突出全功能、综合性;典型的传统造船厂可以说除材料和通用设备外几乎“无所不能”,如:“转模”前的大连船厂、沪东船厂等老厂。现代造船厂要求以中间产品为导向设置生产车间,强调总装化、集成化造船,尽可能将船舶分解成若干中间产品,并运用成组技术开展专业化、并行作业;其生产功能主要包括船体制作、管子加工、区域舾装、区域涂装、仓储集配以及总装、下水设施等,最典型就是外高桥造船基地。未来造船厂将建立以产品为导向生产组织体系,主要特征是模块化建造、异地协同等;其主要生产功能可能仅需保留总装、下水设施,类似波音、空中客车的飞机总装厂的概念。
从船厂建设角度,由于不同船舶类型形成了不同的船舶建造工艺原则,而具体生产工艺原则落实到船厂就是车间、场地等生产功能的设定。如钢质船舶建造,需建立以钢材切割、加工、装配、焊接为主线的生产功能;玻璃钢船舶建造,需配置玻璃钢生产线作为主要生产功能;散货船、油船、集装箱船等常规船舶建造,需设置船体生产线、区域舾装场地、区域涂装场地以及总装、下水设施等常规的造船生产设施;而液化气体船(如大型天然气液化船)建造,除考虑常规的造船生产功能外,还需具备低温管加工、泵塔总装、绝缘层施工、绝缘材料存放等专用生产功能。因此,船舶类型对船厂的生产功能设置具有一定影响。
反过来说,船厂生产功能的组成也可能影响和制约船厂的船舶建造类型。船厂的主要生产功能一般是在建厂之初或技术改造中确立的,一旦确立了主要生产功能,能造什么船、不能造什么船也就基本确定;以外高桥船厂为例,建厂之初的目标产品是散货船、油船、集装箱船等常规船舶,没有考虑液化气体船建造的专用设施,导致其在液化气体船的建造方面受到了一定的制约。而从另外角度,由于传统造船厂生产功能设置采用纵向一体化,即:“大而全、小而全”,导致制约环节增多,只要有一个地方出现“短板”,就可能影响整个生产线的柔性,船舶建造类型也同时受到限制。而未来造船厂将完全采用横向一体化的生产功能设置,船厂本身的制约因素通过横向分解而大大减少,提高了船厂的柔性,将可满足几乎所有类型的船舶建造。
3.2.3 造船工艺流程与船厂生产设施布局方面
造船工艺流程规定了船舶建造的基本路线和主要生产节点,它与造船模式、船舶类型、船厂作业惯例等有一定关系,其中主要取决于造船模式;以船体生产主流程为例,整体制造模式从零件加工直接到船体装配,而分道建造模式从零件到船体则要通过部件组装、小组立、分段制造、分段总组、环段合拢等多个过程;显然工艺流程的不同直接反映了船舶建造工艺的差异。
船厂生产设施布局是船厂生产功能确定后,需要落实的关键环节,其主要反映了生产功能之间相互关系;按照不同的自然、地理条件,船厂生产基本布局主要可以分成“U”字型、“L”字型、“一”字型、“T字型”以及混合型等;按照各生产功能的相互关系,可以分成流程型、紧凑型、离散型等。
造船工艺流程的实质就是造船生产工序的安排,也是船厂各生产功能的组织与布局。以船体生产主流程为例,从钢材到形成船体结构,需要经过钢材存储、预处理、切割加工、部件装配、小组立、分段制作、分段总组、总段合拢等工艺过程,每个功能都对应相应的生产设施,而这些生产设施必须按照生产工序的先后顺序进行有序地布局,且车间“小流程”必须服从总体“大流程”,以保证各工序能够衔接合理、流程顺畅,最大程度避免交叉作业。如:现代总装造船厂的主要生产设施一般都按照造船生产的主流程进行布局(见图1)。因此,造船工艺流程对船厂的生产设施布局具有直接影响。
对于船舶建造而言,其必然依赖于船厂及其生产设施,不同的生产布局不仅反映了生产设施之间的相互关系,而且也体现了船厂生产场地的安排和生产组织体系,而不同的场地安排和生产组织体系直接影响了船舶建造工艺流程。从生产场地安排角度,如:某传统型老厂在建厂时按照分段制造模式,分段形成后直接上船台总装,没有考虑分段总组的生产布局,假设该厂在技术改造中,由于原总体布局比较紧凑和地形条件的限制,船台总装条件仍维持现状布局(见图2),无法有效地安排分段总组场地,则显然在工艺流程上无法考虑大分段总组、环段合拢、上层建筑整体安装等工艺环节。而从生产组织体系角度,目前国内多数船厂从钢材预处理、切割加工、部件装焊属于船体加工作业区,但也有船厂钢材预处理、切割加工属于一个作业区,把部件装焊集合到分段装焊作业区内,则船体生产设施的布局有所不同,使得生产的组织体系和生产大节点存在一定差异;前者是“零件+部件”提交下一个作业区,而后者仅是“零件”提交下一个作业区,从而影响到船体生产的节拍和局部生产工艺流程。
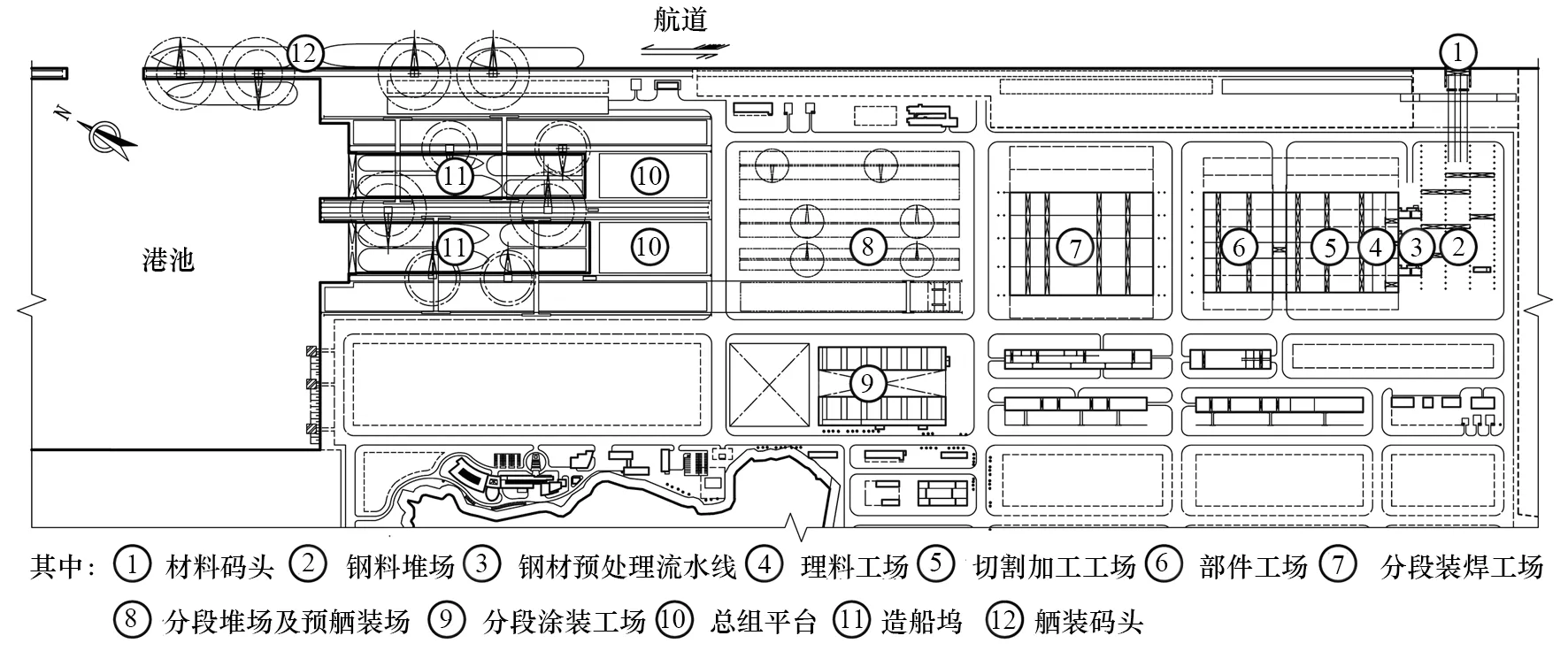
图1 某大型现代化造船基地总体布局图
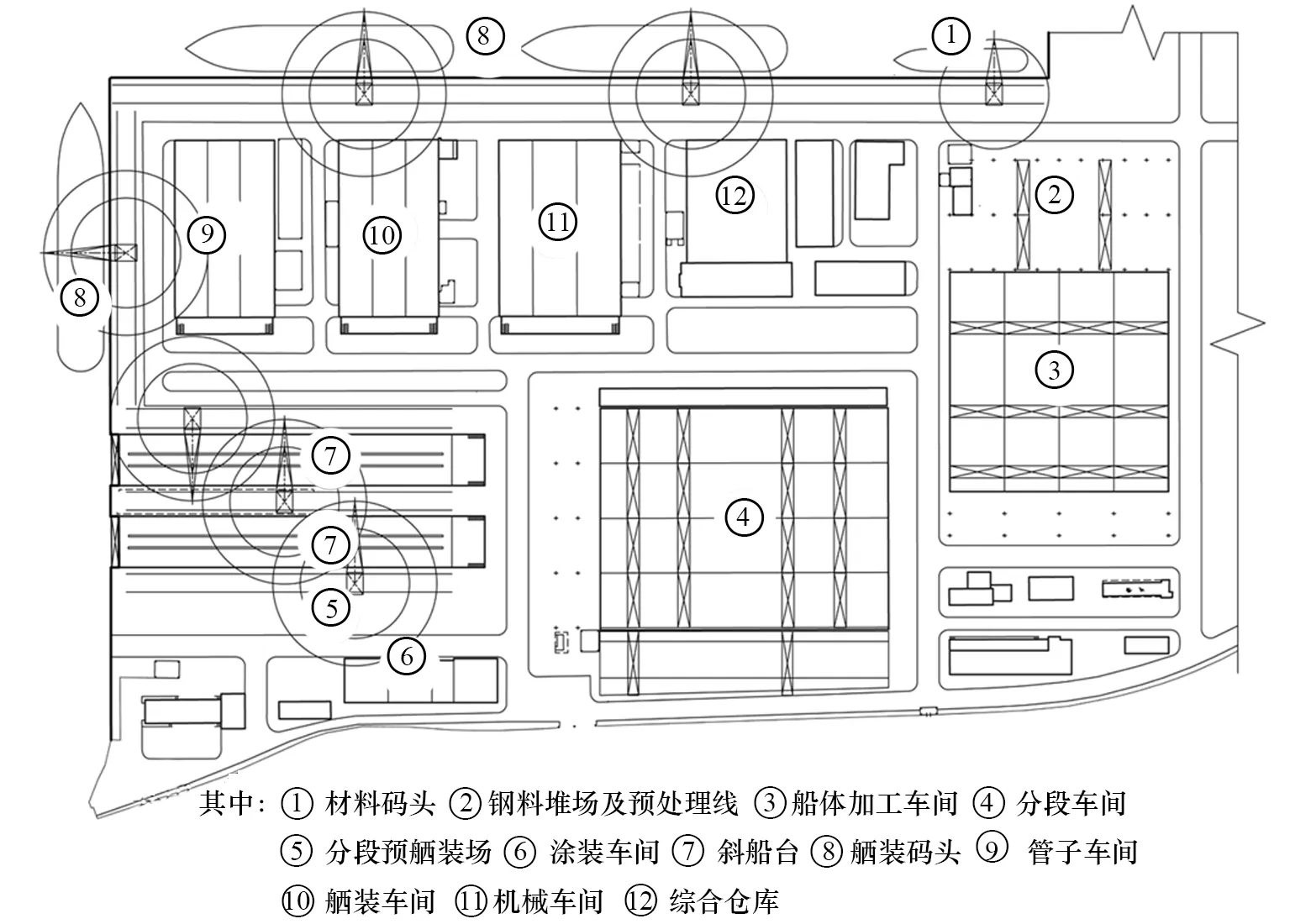
图2 某传统型老厂生产设施布局现状图
3.2.4 船舶建造周期与设计造船生产纲领方面
船舶建造周期是体现船舶各阶段建造计划的标尺,也是衡量造船效率的重要指标。船舶建造周期与船厂的技术条件、生产工艺、管理水平等有着密切关系。同时,船舶建造周期计划一旦确定后,船舶建造的各阶段进度计划也大致确定下来。当常规建造工艺无法满足进度计划要求时,则必须通过改进建造工艺方法,如采用双岛式建造法替代单岛式建造法,通过并行作业满足建造周期要求。因此,船舶建造周期也影响着建造工艺的选择。
造船生产纲领的确定是决定船厂生产设施建设规模的重要依据,也是进行船厂各车间或场地生产物量分析、计算的基础。其主要包括两个要素,一是船舶产品类型,二是年造船数量。在船厂设计中,无论是船体加工、分段装焊、管子加工等主要车间或场地生产规模、生产物量、生产面积,还是船坞或船台合拢总装工位、舾装码头泊位的主尺度和数量,都与生产纲领有着直接的关系。显然,对于船厂工艺设计而言,造船生产纲领是重要的设计输入条件。
对于船厂新建或改造而言,生产纲领的设定首先需考虑船舶产品的类型,涉及船舶市场、企业发展战略等宏观因素。其次,需考虑在一定用地面积、水域岸线及船厂现状等条件下船坞(台)、码头等水工设施的大致规模,涉及与其它主要生产设施的相互匹配性。最后,在产品类型和水工设施大致规模确定的基础上,考虑年造船的数量,主要涉及船坞(台)建造方式及其建造周期、码头舾装周期等因素。其中,船坞(台)建造周期与具体建造工艺、生产管理等有着直接关系,是核定船厂设计生产纲领的关键因素。如两个船厂产品定位均为30万t级VLCC油船;A厂为新建船厂,按照厂址条件,可规划设置30万t级造船坞一座;B厂为老厂改造,现有30万t级船坞一座;若两厂均考虑采用“半串联船坞建造法”,A厂和B厂的船坞建造周期分别为3个月和4个月,则A厂和B厂年造船数量分别为6艘和4.5艘。因此,从船坞(台)建造周期角度,船舶建造周期在一定程度上影响了船厂设计生产纲领的设定。
而一个成熟船厂通过一段时间生产磨合,必然能够形成设计生产纲领所既定的生产能力,该生产能力与船厂的生产车间或场地的建设规模、设备或工位数量、人员配置、动力供应需求、船坞(台)规模、码头泊位等都是相互匹配的。而在造船过程中,主要作业阶段的生产周期与相应生产设施的生产能力有着密切关系,一定的生产能力就意味着一定的生产周期;如:某厂设计生产纲领为年产好望角型散货船10艘(单船钢材耗量约2.6万t),对应的钢材切割加工能力约26万t、平均月产量约2.2万t;若2014年实际订单情况为好望角型散货船4艘,VLCC油船4艘(单船钢材耗量约4万t),全年钢材切割加工总量维持26万t左右;则好望角型散货船钢材切割加工周期可以维持原设计,而VLCC油船的钢材切割加工周期需约1.8个月。因此,造船设计生产纲领决定了船厂主要生产设施的生产能力,进而影响相应作业阶段的生产周期。换而言之,设计生产纲领间接影响了船舶建造周期。
3.2.5 船舶产品数据与船厂生产设施能力方面
船舶产品数据是确定船舶建造工艺的基础,船舶建造方针、施工要领、生产计划安排等内容都依赖于产品的基础数据。从船舶建造角度,造船生产中所有与产品相关的数据都来源于船舶的详细设计和生产设计;主要包括:船舶类型、结构形式、主尺度、钢材订货规格和数量、船体零部件规格和数量、分段划分、分段尺度及重量、管系规格、单元或舾装区域划分、舾装单元尺寸及重量、各类舾装件规格及数量、船舶各系统组成及其机电设备技术规格、电缆长度、轴系长度、涂装面积等。
船厂生产设施能力是船厂建设和发展的关键要素。按照船厂生产设施的分类,能体现船厂生产设施能力的主要指标包括:钢材加工能力(年加工量、最大钢板尺度)、生产性车间尺度(跨度、高度)以及最大起重量、分段翻身能力、分段或总段运输能力、船坞尺度、船坞起重能力(起重量、跨度和起升高度)、舾装码头靠泊能力等。
从船厂设计角度考虑,由于船厂生产设施的生产对象是船舶产品,生产对象的差异必然导致对生产设施的能力要求有所不同,而船舶产品的差异体现到具体方面就是工艺状态、工艺特征、工艺要求等产品数据的差异。因此,船舶产品数据是影响船厂生产设施能力的重要因素。对于新建船厂而言,主要生产设施能力的确定依据主要来源于船舶产品的相关数据。老厂生产设施改造升级的目标也是围绕着目标产品的工艺特征和工艺要求展开的。就如同服装裁剪必须以人的体貌特征为依据,否则“衣不成衣”,确定船厂生产设施能力也需要针对船舶产品的特征进行“量身定制”,才能够满足目标产品的造船生产要求。按照船舶产品数据不同构成,影响船厂生产设施能力的主要因素及其主要影响内容如表3所示。

表3 船舶产品数据对船厂主要生产设施能力的影响
从船舶建造工艺角度,船舶建造必须依赖于某个船厂及其生产设施,船舶的建造方针制定、生产设计等都是建立在确定的船厂技术条件下完成。而船厂的技术条件包括主要生产设施的能力,如钢材切割加工能力、分段制作能力、管系制作能力、船坞尺度、总装搭载能力等。诸如这些主要生产设施的能力就会影响到船舶建造过程中一些产品数据,尤其是中间产品的数据。譬如:某厂的钢材预处理流水线规格为12 m×3 m,则整个船体加工车间最大钢板尺度为12 m×3 m,从而影响到船板订货规格、分段划分、零部件套料加工数据等相关产品数据。如某厂分段车间最大起重量为120 t,则在内场装焊最大分段重量为120 t,从而影响到船舶分段划分、分段的尺度和重量等产品数据。按照船厂主要生产设施分类,主要生产设施能力对船舶建造过程中产品数据影响的主要方面如表4所示。

表4 船厂主要生产设施能力对船舶建造中产品数据的影响
除此之外,由于船舶建造和船厂建设都是一个复杂的系统工程,从系统全面性角度分析,船舶建造工艺与船厂工程工艺的相互影响也是多方面的,两者之间的影响因素也是多维的、相互交叉的。如船舶建造生产模式会影响到船厂生产设施的布局,船舶建造类型必然影响船厂的生产纲领,船厂生产设施能力会影响船舶建造周期,设计造船生产纲领也对一个船厂的船舶建造类型有影响,产品的生产工艺要求对船厂生产设备的配置、生产设施的能力、生产功能设置等也都有影响。
4 船舶建造工艺与船厂工程工艺关联性的实际应用
在我国造船行业,船舶建造工艺与船厂工程工艺的关联性及相互影响已经渗透到具体的工程实践之中,不管是船舶的建造还是船厂的设计或改造,都不同程度地运用了两者的关联性,并把两者之间的相互影响体现到具体工艺原则、工艺参数和工艺方案的确定当中。
船舶建造工艺与船厂工程工艺关联性的应用主要体现在:新建船厂规划设计、船舶建造方针确定、船厂流程再造、造船技术创新等方面。
4.1 新建船厂规划设计
按照船舶建造工艺对船厂工程工艺的影响,船厂工程工艺设计中生产纲领、生产功能需求、生产布局与流程、生产物量、车间或场地主尺度、起重能力、主要工艺设备配置等都与船舶类型、建造周期、工艺流程、建造大纲、钢板定尺、分段划分、总段划分、舾装单元划分等产品建造工艺要求及产品数据有关。而对于新建船厂规划设计而言,可以说是一张白纸,往往只能通过船舶产品,从分析产品的建造工艺、工艺特征及相关工艺数据入手,将具体的船舶建造工艺运用到具体车间或场地的工艺设计中,使主要生产车间或场地的总体布局、主尺度、起重能力、工艺设备、工艺流程、生产物量等都符合纲领产品建造的工艺特征及工艺要求,从而保证新建船厂的各生产设施能够满足船舶建造的生产要求。
4.2 船舶建造方针确定
从船舶建造方针编制的依据来看,船厂技术条件是确定建造方针的主要依据之一。而根据船厂工程工艺对舶建造工艺的影响,船舶建造方针中各阶段生产周期的确定、工序安排、分段划分、舾装区域划分、总段划分、船坞(台)建造方法、管系零件划分以及建造场地安排等都与船厂技术条件一定有关,涉及船厂的生产纲领、生产设施能力、生产设施布局等方面,这些方面都属于船厂工程工艺的内容。船舶建造方针的制定必须将影响船舶建造工艺的船厂因素充分考虑进去,如船厂钢板切割加工能力、分段车间尺度、船坞(台)起重能力等。并在此基础上确定具体的船体、舾装、涂装等施工要领,才能有针对性地指导船舶产品的建造。脱离实际船厂技术条件的船舶建造方针将只是“空中楼阁”。
4.3 船厂流程再造
流程再造的定义是:“对生产或经营程序进行根本地再思考和彻底地再设计,从而给运营带来显著的改善”。船厂流程再造的过程实际就是通过船舶建造工艺和生产管理的创新与变革,改造船厂落后的流程和设施,实现造船生产效率的提升和生产成本的下降。从船舶建造角度,船厂流程再造既是船舶建造工艺的课题,也是船厂工程工艺的研究课题。
根据船舶建造模式的发展路线,我国造船行业经历了整体制造、分段制造、分道制造三个阶段,现在正处在从分道制造向集成制造转移。每一次发展变革,都推动了船舶建造工艺的创新,也带动了船厂生产设施改造升级,实现了船厂的流程再造。如船舶焊接技术的引入,推动了整体制造向分段制造过渡,使得船厂在生产功能设置上需考虑分段制作场地。而造船成组技术地推广,分段制造又向分道制造过渡,使船厂把分段制作场地分别向两个方向延伸,形成了部件车间、平面分段车间、曲面分段车间、分段总组场地等生产布局。目前我国船厂流程再造的方向是集成制造,基本条件是以信息技术为主导,建立全面的壳舾涂一体化区域建造法。而未来流程再造的方向是敏捷制造,其关键就是以智能技术为主导,建立设计、制造、管理一体化生产模式,实现动态管理、过程仿真、模块化建造等生产组织体系。
4.4 造船技术创新
造船技术创新既是一个关系未来的发展命题,也是一个解决问题的现实命题。从发展角度,造船技术创新可能导致船厂生产设施的升级改造,甚至引起生产流程再造。而从现实角度,造船技术创新是围绕着船厂现实情况,通过产品自身的工艺改进和创新,在不改变船厂技术条件的前提下,以最小投入获取最大的收益,从而实现超常规造船生产目标。
在实际的造船生产中,为了赢得市场,船厂承接的船舶订单往往与代表产品不完全一致,甚至有些产品的个别生产环节,如果按照常规的建造工艺,船厂的技术条件可能存在一定局限性。而要解决此现实问题有两个方案,一是改造船厂技术条件,满足工艺要求;二是利用现有条件,从产品自身工艺和技术手段入手,寻求解决方案。大多数船厂一般都会因为投资效益问题选择方案二。寻求造船技术的创新,实现目标和效益最大化,这种造船技术创新的原动力就来自于船厂技术条件。如因车间翻身空间高度不够或起重能力限制,出现了单面焊双面成型的新技术;因船坞或船台尺度的限制,出现了半船下水、浮船坞合拢的新工艺;因船坞起重能力限制,出现了采用总装对中装置取代吊装合拢的新工艺等。
5 结束语
5.1 主要结论
综上所述,不管是在船舶建造中,还是在船厂建设过程中,船舶建造工艺与船厂工程工艺都有着密切的关联性,并在不同方面体现了两者之间的相互影响;其中:船舶建造工艺影响了船厂的发展定位、生产组织结构、生产设施布局、生产纲领、生产设施规模、生产能力水平等船厂建设的基本原则和配置,也对船厂生产流程再造具有积极地推动作用。而船厂工程工艺影响了船舶建造的生产模式、建造工艺流程、建造周期、场地安排、生产工艺实现手段、分段划分、总段划分、舾装单元划分等船舶建造的基本方针和策略,同时在一定程度上也促进了船舶建造技术的创新和变革。
5.2 船舶建造工艺与船厂工程工艺关联性研究的意义
目前我国造船行业正处在转型发展的关键时期,要实现从“造船大国”向“造船强国”迈进,关键是生产技术创新,提高造船工艺水平和装备能力,增加造船关键技术的“含金量”。而实现生产技术创新主要在于船舶建造本身和船厂技术条件两个方面。因此,通过对船舶建造工艺与船厂工程工艺关联性的分析和总结,从我国造船技术的发展角度,两者关联性研究也具有一定积极意义,主要包括以下方面:
(1) 增强造船工程师对船厂技术条件理解和认识,重视船厂工程工艺对船舶建造工艺的影响,并在此基础上深入挖掘船厂的技术优势和生产瓶颈,使船舶建造工艺方案能够针对船厂特点进行“深度定制”,与船厂生产设施能力能够“高度融合”,从而提高造船生产效率,降低造船成本。
(2) 提高参与船厂规划设计的各方人员对目标产品工艺资料的重视程度,有助于建设单位认识到产品建造工艺资料对于船厂设计的重要性,积极配合设计单位落实产品工艺资料。也有助于船厂工程工艺设计人员能够更加深入地分析比较不同产品的建造特点、工艺特征和工艺要求,使船厂建设方案既有广泛性和通用性,又有针对性和差异性,从而保证船厂技术条件能够更好地适应实际生产需求。
(3) 促进船舶建造工艺与船厂工程工艺的学科交叉和共同发展,使得不管是在船舶建造领域还是在船厂设计方面,都能够突破原有工程技术的“条条框框”,站在新的角度思考和认识如何造船,从而实现造船技术创新、船厂流程再造以及造船技术与船厂的协调发展。
[1] 徐兆康.船体建造工艺学[M].北京:人民交通出版社,2000.
[2] 中国船舶综合技术经济研究院等.船舶生产企业生产条件基本要求[S].国防科学技术工业委员会,2007.
[3] 徐学光.船舶生产流程再造与绿色制造[J].上海造船,2006,1:46-48.
Discussion on Correlation between Shipbuilding Technology and Shipyard Engineering Process
HUANG Zhen-yu
(China Shipbuilding NDRI Engineering Co., Ltd., Shanghai 200063, China)
According to the definition of shipbuilding technology and shipyard engineering process and the comprehension of the design input condition, the correlation and influence between the two are analyzed, the practical application of the correlation on shipbuilding and shipyard designing are concluded, the research significance is proposed.
Shipbuilding Shipyard engineering Correlation
黄震宇(1982-),男,工程师。
U673
A
猜你喜欢
鸭绿江(2021年17期)2021-10-13
数学小灵通·3-4年级(2020年4期)2020-06-24
船舶标准化工程师(2020年1期)2020-06-12
人大建设(2019年7期)2019-11-18
小学生学习指导(低年级)(2018年11期)2018-12-03
中学生数理化·高一版(2018年1期)2018-02-10
太空探索(2016年9期)2016-07-12
广东造船(2016年2期)2016-05-04
航运交易公报(2016年8期)2016-03-21
中国修船(2015年3期)2015-11-25
