
EXCEL表格在数控加工中的运用
2015-05-07 02:49李换朝胡增建赵婉伊
机械工程师 2015年1期
李换朝, 胡增建, 赵婉伊
(湖北三江航天江河公司,湖北 远安 444200)
0 引言
我公司加工的某类零件结构如图1所示,其内形面分别由斜面、圆弧、直线段组成,除dt、det、R是变量之外,其余尺寸均是定值。为保证精度,公司采用了数控加工。加工前,技术人员根据dt、det、R的不同绘制相应CAD图采集内形面上的多组二维点,再编制数控程序加工。该种采集点的方法不但效率低下,而且一旦某组二维点采集错误就会导致零件尺寸超差或导致报废。通过分析我们决定找出各点与dt、det、R的数学关系,然后利用EXCEL可进行函数计算的功能自动计算出各点的坐标值。

图1
1 工艺分析
该类零件通过两次装夹加工完成(为了装夹方便,外锥面暂不进行车加工)。一次装夹时,加工ABCD型面(如图2),技术人员给出相应点的坐标值。掉头二次装夹加工型面A′B′C′D′(如图3),技术人员给出相应X、Z坐标点。

图2

图3
2 建立数学模型
通过分析计算,得出一次加工采点公式:
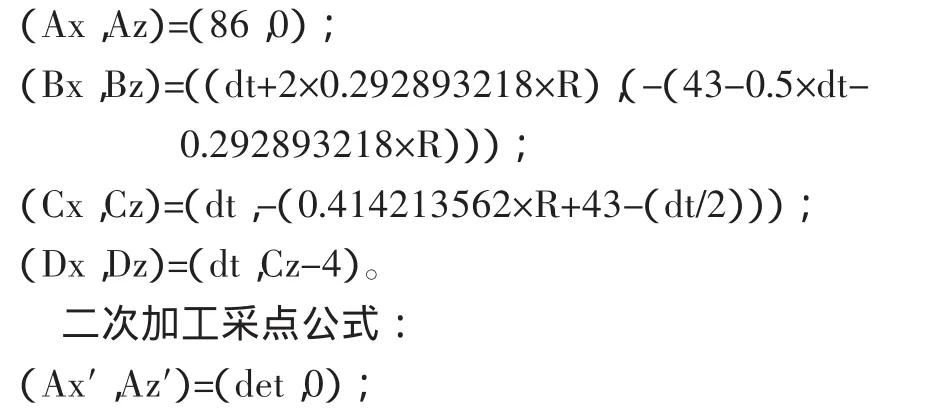

图4

图5

3 设计采点程序
利用EXCEL可以进行函数计算的特点制作表格。表格中B列对应零件的设计值,D列对应加工型面上点的X坐标值,E列对应Z坐标值。分别在D、E列中输入公式中对应的关系式(公式中dt,det,R由对应列号代替),如图4。表格最后形式如图5,随着dt,det,R不同更改设计值栏的对应数值,表格并自动计算出ABCD点和A′B′C′D′点坐标值。
4结 论
经过实践生产,我们总结该方法:1)效率提高近10倍;2)准确率达到100%;3)开创了一种新思路,为同类零件的加工提供借鉴。
[1] 周芸.数控机床编程与加工实训教程[M].北京:中国人事出版社,2011.
[2] 刘昭琴.机械零件数控车削加工[M].北京:北京理工大学出版社,2011.
[3] 顾德仁.CAD/CAM与数控机床加工实训教程[M].北京:中国人事出版社,2011.
猜你喜欢
今日农业(2022年15期)2022-09-20
制造技术与机床(2018年12期)2018-12-23
机械研究与应用(2018年3期)2018-07-11
农业科技与装备(2017年3期)2017-06-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2016年12期)2016-02-23
技术经济与管理研究(2014年8期)2014-03-17
长江蔬菜(2013年23期)2013-03-11
装备制造技术(2010年11期)2010-03-16
