
中心孔磨床夹紧机构改进
2015-05-07 09:48陈云霞张占锋潘继超
机械工程师 2015年4期
陈云霞, 张占锋, 潘继超
(新乡日升数控轴承装备股份有限公司,河南新乡453000)
0 引言
我公司生产的2M8015立式中心孔磨床上的夹紧装置,“V”形卡爪和指形卡爪分别固定在左右溜板的上部,能够实现圆柱形工件的自动定心的夹紧方式。随着本机床在机械行业的推广应用,有些回转类零件,虽然基本尺寸在机床的加工范围内,但其结构特殊,比如轴颈尺寸相差较大,定位轴颈尺寸较短,或轴颈尺寸相差较大,定位轴颈尺寸虽然长,但定位轴颈上端开槽或有孔等,卡爪无法夹持,为适应这些特殊工件夹持的需要,在原自动定心夹紧装置结构的基础上,设计了卡爪安装导轨。为实现卡爪上下移动,设计了螺杆调节机构。
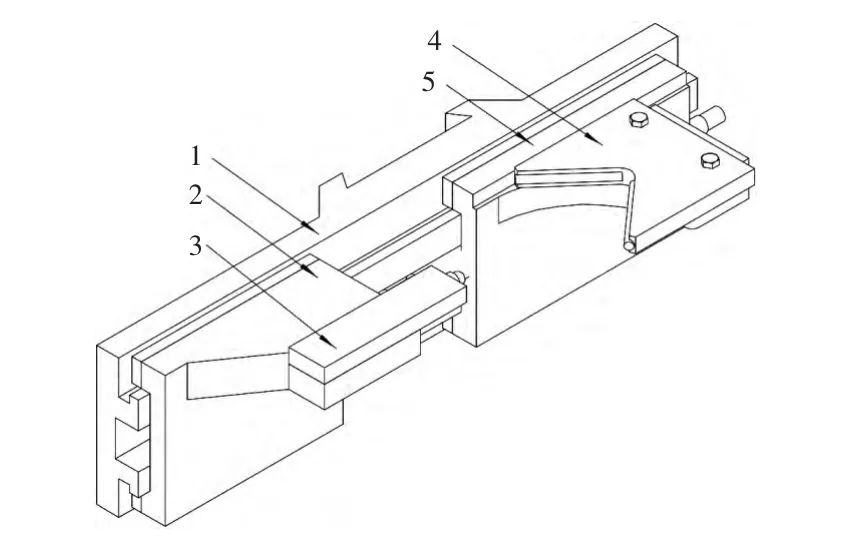
图1 工件夹紧装置
1 存在问题
我公司生产的2M8015立式中心孔磨床,用于磨削轴类零件两端的中心孔,以提高两端中心孔的同轴度,从而提高轴类零件的加工精度。磨削轴类零件的中心孔时,工件一端中心孔放在尾座顶尖上定位,另一端由上端的工件夹紧装置夹持。磨头的回转中心、卡爪夹持中心和尾座顶尖中心在同一直线上。工件夹紧装置导轨板安装在床身导轨上,并与床身导轨方向垂直。工件夹紧装置结构如图1所示。工件夹紧装置导轨板1上,安装有左溜板2和右溜板5,左、右溜板上部分别装有直卡爪3和V形卡爪4,V形卡爪4和直卡爪3固定在左右溜板上部。夹持工件时,V形卡爪4和直卡爪3在正反螺旋丝杠螺母带动下,相向运动,夹紧工件,丝杠的螺距和卡爪的角度保证了卡爪定位中心相对不变,这样装夹工件后能够自动定心,不用再找正工件,节省装夹时间,提高加工效率,操作方便。但是,对于轴颈尺寸相差较大,定位轴颈尺寸较短的工件,或轴颈尺寸相差较大,定位轴颈尺寸虽然长,但定位轴颈上端开槽或有孔的零件,如图2、图3所示,这两种工件的最大直径都超出了夹紧装置的夹持范围(最大夹持直径为φ125,机床的最大回转直径为φ290),卡爪在溜板上部时无法夹持。
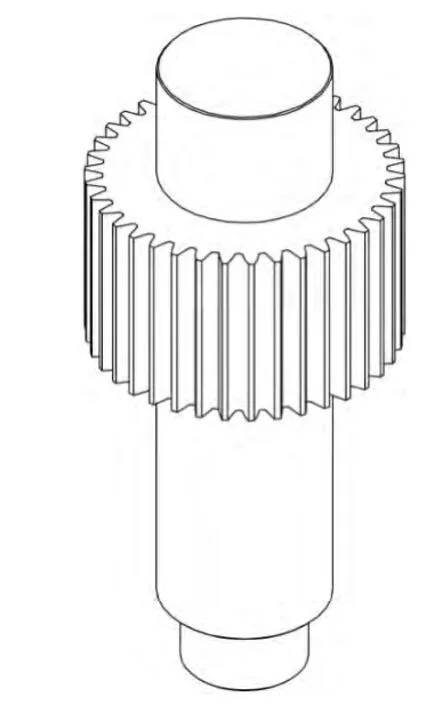
图2 定位轴颈尺寸较短工件
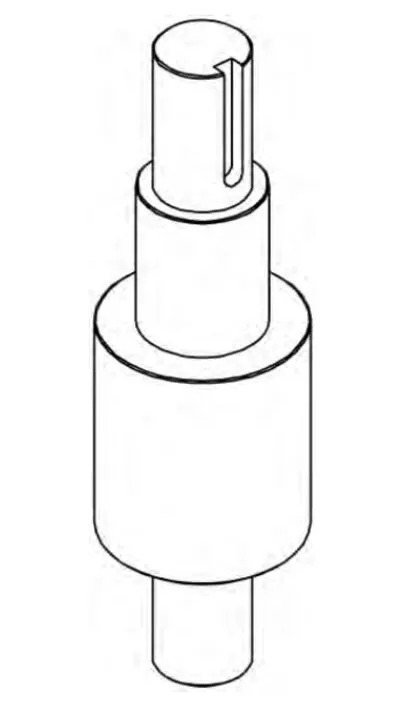
图3 开槽或有孔类工件
2 问题分析
如果工件轴颈尺寸相差较大,定位轴颈尺寸较短,或轴颈尺寸相差较大,定位轴颈尺寸虽然长,但定位轴颈上端开槽或有孔,那么有两种加工方案可以实现:第一,是把卡爪的夹持范围加大,让工件的最大直径也在夹持范围内,这样工件可以整体上移,而不会与夹紧装置干涉。这样一来,机床的整体中心距将加大,要将磨头和尾座中心距都加大,需要改动整个机床的结构,而磨头向前伸出过多会引起机床重心偏移,在床身后部还要增加配重机构,所以这种方案不可取。第二,直接改动卡爪位置,就是将卡爪下移,这样,既能夹住工件定位轴颈,又不会干涉。但是,如果把卡爪直接安装在下面,对大多数工件来说,夹持位置就会距砂轮较远,这样,当工件旋转磨削时,轴端跳动较大,磨削效果不是很好,所以只有在加工特殊零件时,才要求把卡爪移动到下方。为了能够做到加工一般工件时卡爪在上方,加工特殊工件时卡爪在下方,最好的方法就是卡爪可以根据需要上下移动。分析认为第二种方案,既不会影响机床的整体结构,改动起来又比较方便可行。
3 解决措施
为了使卡爪能够上下移动,我们重新设计了左右溜板结构,如图4所示,在左溜板2和右溜板10上各安装一根直线导轨8和一个滑块7,卡爪安装板6、11固定在滑块7上,直卡爪5和V形卡爪12分别安装在卡爪安装板6、11上,螺母座固定安装在直线导轨左右溜板上端,螺杆通过螺母座3与轴承座4连接,轴承座4与卡爪安装板6连接。这样,在转动左右螺杆9时就能带动直卡爪5和V形卡爪12沿直线导轨上下移动。直线导轨8安装时要与夹紧装置导轨1上的导轨面保证垂直,这样直卡爪5和V形卡爪12上下移动时不会引起卡爪中心偏移。当工件轴头较短或轴头上端有孔、槽,轴直径受夹持直径限制无法移动时,就可以上下移动卡爪位置,调至既能夹住工件、又不影响加工的位置。
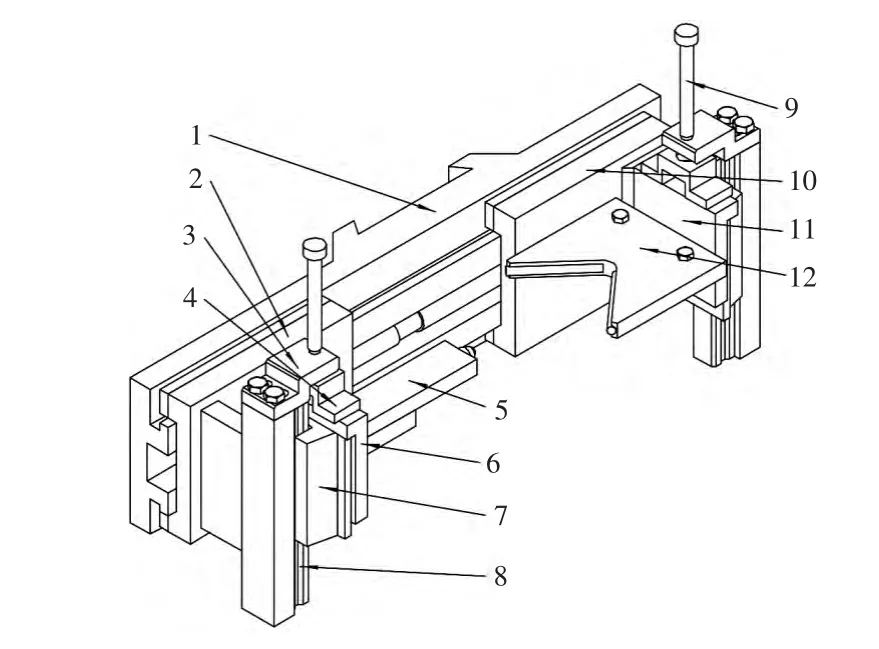
图4
4结语
改进后的夹紧装置,夹持范围更广,以前不能在中心孔磨床上加工的工件,也能很方便地装夹和磨削中心孔,扩大了加工范围,提高了工件的加工效率和加工精度,受到广大用户的好评。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
内江科技(2021年3期)2021-04-04
机械制造与自动化(2020年3期)2020-07-16
制造技术与机床(2019年7期)2019-07-22
柴油机设计与制造(2018年3期)2018-10-13
现代机械(2018年1期)2018-04-17
电镀与环保(2017年1期)2017-02-27
设备管理与维修(2015年12期)2015-12-25
柴油机设计与制造(2015年3期)2015-12-05
焊接(2015年9期)2015-07-18
