
激光跟踪仪在测量工件尺寸及形位误差上的应用
2015-05-04 10:40:46杨建新杨玉洲
科技创新与应用 2015年13期
关键词:尺寸
杨建新 杨玉洲
摘 要:文章通过对TrackerCal 4型激光跟踪仪的基本结构和工作原理的简单介绍,结合其对工件尺寸及形位误差的测量方法、测量结果分析以及误差补偿分析,从而掌握了激光跟踪仪在测量中的使用技巧,进而达到提高测量效率和测量精度的目的。
关键词:激光跟踪仪;形位误差;尺寸;误差补偿
引言
目前我国机械加工单位用来检测工件尺寸及形位误差的工具大都还是使用千分尺,游标卡尺等配合使用数控机床打表的传统方法来测量。传统方法虽然也能很好的检测工件误差精度,但有很多检测问题是用传统方法解决不了的,且费时费力,效率低下。随着对工件加工精度要求的提高,传统的检测方法在提高检测精度上有一定的局限性,因此使用激光跟踪仪检测工件不仅可以提高测量精度而且简便快捷,大大的节省了人力物力。
1 基本结构和工作原理
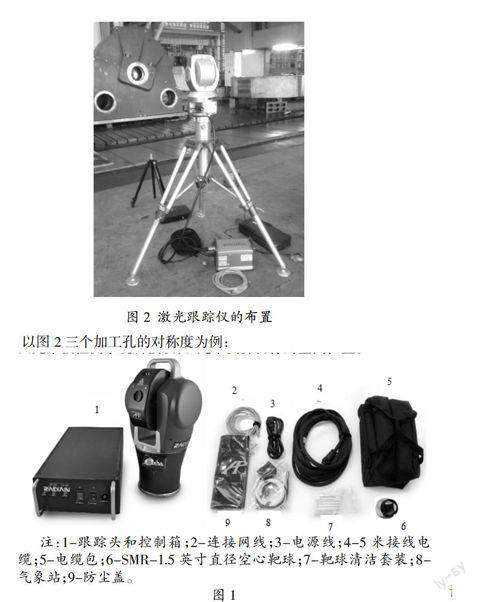
TrackerCal 4型激光跟踪仪由Radian 跟踪头和控制箱、5米接线电缆、气象站(含1根1.5米连接线、1个空气温度传感器、1个材料温度传感器、一个大气压力传感器)、连接网线、SMR-1.5英寸直径空心靶球、电缆包、防尘盖、校准三脚架、系统软件等构成。激光跟踪仪是在激光干涉仪的基础上结合先进的伺服控制技术得到目标点相对于跟踪头的位置,工作基本原理是在工件被测位置上放置靶球(充当反射器),跟踪头发射出来的激光射到靶球上,并返回到跟踪头,当靶球移动时,跟踪头实时的转动来对准目标,与此同时,返回光束被检测系统所接收,以此来测算目标的空间位置。
注:1-跟踪头和控制箱;2-连接网线;3-电源线;4-5米接线电缆;5-电缆包;6-SMR-1.5英寸直径空心靶球;7-靶球清洁套装;8-气象站;9-防尘盖。
图1
2 工件尺寸的测量
以测量加工孔的直径为例:
(1)首先把激光跟踪仪各部件连接起来布置好位置,摆放位置必须保证被测加工孔能够接收跟踪头发出的光束且光束不中断。如图2所示。
(2)打开控制器上的电源开关,对激光跟踪仪进行预热,预热时间大约半个小时。预热期间,跟踪头上的红灯一直处于闪烁状态,等待预热完成后,红灯稳定,此时打开伺服开关(两个开关打开次序不能变)。
(3)调整三脚架的高度以适应被测部位,并对激光跟踪仪进行系统检查和校准,此时靶球必须放在鸟巢位置上。首先进行前、后视精度检查,确认角度偏差优于0.003度。当结果超出规定时,相应的超标项会回被标红提示,此时必须做“快速立体式补偿”,直到补偿后的结果达到要求的精度为止。
(4)将靶球拿下,保证光束不中断的情况下将靶球贴放在被测加工孔的加工面上,对于便于采点的部位,采用空间连续扫描方式进行采点,采点过程中,跟踪头上的绿灯一直处于闪烁状态,采点结束时,人工遮挡光束,此时绿灯灭。
(5)运用跟踪仪配备的空间分析软件(SA)对采集到的点进行处理,进行拟合圆柱操作。圆柱拟合结束时,圆周的直径随之被计算出来。
(6)将电脑计算出来的直径与图纸要求的直径进行比照,便可得知加工孔的精度。
3 工件形位误差的测量
以图2三个加工孔的对称度为例:
(1)重复上述2(1)-(3)的步骤,因为在进行每一次新的测量工作之前都要进行系统检查和校准。
(2)按上述2(4)步骤进行操作,对三个加工孔分别进行空间连续扫描,并分别拟合圆柱。
(3)运用空间分析软件,将三个加工孔的中心轴线显现出来。之后做一基准面,该基准面由下面两个加工孔的中心轴线确定。最后将上面加工孔的中心轴线投影到该基准面上,计算投影线到基准面上两中心轴线的距离。
(4)比较两段距离相差多少,判断对称度。
4 检测结果及误差补偿分析
在测量过程中,若发现每次测量之后的测量数据变化浮动较大,或测量数据始终达不到预想的效果,则应检查气象站。打“数据诊断窗口”找到“空气温度”、“空气压力”、“材料温度”确认这些数据是激活的而且是更新的,确保对环境温度、压力、材料温度进行补偿。同时在采点的整个过程中应保证光束不被中断,因为中断后再接收的光不再是AMD光,否则对测量结果也会产生不利影响。由于激光跟踪仪属于高精密仪器,所以在使用过程中应尽量避免嘈杂,避免机床运转造成的震颤等环境。
5 结束语
当今传统的测量方法还占据着主流地位,但随着对加工精度要求的一步步提高,好多测量问题是传统方法无法解决的,但应用激光跟踪仪可以轻松的解决这些问题。通过它我们可以对加工件的尺寸和形位误差进行检测、评定及误差补偿。通过对检测结果的分析,可以帮助我们了解误差产生的原因。激光跟踪仪的实用价值很高,我们应该充分的使用它来提高加工件的检测精度,帮助我们生产出更高精度的工件。
参考文献
[1]TrackerCal4激光跟踪仪用户手册(版本4)[Z].
[2]SMX公司.SMX激光跟踪仪产品介绍[Z].2001.
[3]张春富,张军,唐文彦,等.激光跟踪仪在大尺寸工件几何特性参数测量中的应用[J].工具技术,2002,36:26-28.
作者简介:杨建新,女,汉族,一重集团天津重工有限公司,助理工程师。
杨玉洲,男,汉族,河北省送变电公司。
猜你喜欢
智族GQ(2022年12期)2022-12-20 07:01:18
China’s foreign Trade(2021年6期)2021-12-26 06:22:58
粉末冶金技术(2021年3期)2021-07-28 06:26:44
家庭影院技术(2020年2期)2020-03-25 13:27:44
模具制造(2019年10期)2020-01-06 09:13:04
汽车与新动力(2017年3期)2017-06-29 12:00:21
中国科技信息(2015年24期)2015-11-07 08:52:23
中国科技信息(2015年23期)2015-11-07 08:25:56
中华奇石(2015年7期)2015-07-09 18:32:15
中华奇石(2015年5期)2015-07-09 18:31:07
