
基于ZigBee技术的烟用丝束计量系统
2015-05-03 10:44赵松斌冯新军刘次刚
设备管理与维修 2015年6期
赵松斌 冯新军 刘次刚
(河南中烟工业有限责任公司洛阳卷烟厂 河南洛阳)
一、概述
丝束是烟用滤棒加工生产的主要材料,对卷烟质量和生产成本影响较大。在实际生产中,丝束使用的统计分析完全依靠人工操作,工作量大、效率低、易出错。同时,滤棒生产不能进行有效地过程控制,造成丝束原料浪费较多。此外,丝束的使用管理没有科学的方法和有效手段,使滤棒的工艺研究与质量改进缺乏必要支撑。为此,开发1套基于ZigBee技术的烟用丝束计量系统,实时计量分析丝束用量、滤棒产量、出棒率及滤棒平均重量等工艺参数。
二、硬件系统
1.总体结构(图1)
烟用丝束计量系统由丝束重量采集模块、滤棒产量计数模块、现场显示记录终端、ZigBee无线传输模块和车间集控计算机等5部分组成。超低台面精密电子秤和智能滤棒产量信号接收器采集丝束重量和滤棒产量信息。现场显示记录终端用来计算并显示丝束出棒率、滤棒平均重量等重要工艺参数。此外,现场显示记录终端还可完成生产信息的实时存储与统计、超低台面精密电子秤的标定、班次及滤棒品种规格的信息录入等功能。ZigBee无线收发模块实现集中管控计算机与现场显示记录终端之间的信息传递。集控计算机主要完成各机台生产信息的集中采集与存储,生产数据的报表分析,生产指令的下达,同时为厂级信息化管理提供网络接口。
2.超低台面精密电子秤
为提高测量精度,实时采集丝束重量,系统采用4只柯力SBP-A型称重传感器(额定称重1 t、分辨率0.2 kg、损坏重量达2 t),设计了1台高精度电子秤。考虑到目前丝束原料箱采用人力液压叉运小车搬运,举升高度有限(最大举升高度为6.5 cm),为此将电子秤的台面高度定为10 cm,下沉5 cm安装,保证原料箱与秤体台面有1.5 cm的作业间距。此外,由于丝束箱的最大宽度约为1.2 m,设定秤台面积为1.5 m×1.5 m。

图1 烟用丝束计量系统总体结构
由于称重传感器输出信号为模拟量,故采用数字式重量变送器将模拟信号转换为数字信号传送至现场显示记录终端。为保证测量精度,系统选用CD4052B双四选一模拟开关和RWST02D型数字称重变送器来完成电子秤的标定及信号的A/D转换,其中RW-ST02D型数字称重变送器内部采用24位Δ-∑AD转换器,分辨率可达1/16000000,转换速率20次/s,克服了PLC及一般数据采集卡因A/D转换精度低造成的分辨率下降问题。
3.ZigBee无线传输模块
车间与集中管控计算机(安放于车间办公室)之间距离相对较远,布线麻烦,为此系统采用ZigBee无线传感器网络实现车间显示记录终端与办公室集中管控计算机间的信息传输。ZigBee无线传感器网络具有稳定性好、通信可靠、功耗低、成本低等特点,其节点形态包括Coordinator(中心协调器)、Router(路由器)和End Device(终端节点)。对于数据传输应用型ZigBee网络,通常可配置1个Coordinator,若干个Router,不需要End Device。因此该系统的ZigBee网络配置1个Coordinator,5个Router(车间共有5个滤棒成型生产线)。此外,ZigBee网络的数据传输方式设置为透明传输,工作频段设置在2.4 GHz。
三、软件设计
1.总体功能模块(图2)
烟用丝束计量系统软件平台作为与用户直接对话的交互窗口,既要实现对车间生产的实时监控,还要为用户的生产管理提供一系列帮助。其功能主要有:①实时动态掌握滤棒生产中丝束消耗、出棒率及滤棒产量等情况。②记录每个班、每个机台生产滤棒的规格、数量及生产这些滤棒使用的丝束属于哪个厂家,何种规格。③及时准确地生成相应生产报表。④车间显示记录终端与办公室管控计算机之间的信息传输等。
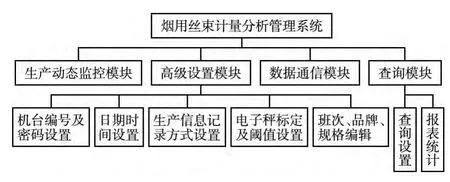
图2 烟用丝束计量系统功能模块
2.电子秤的标定设计
(1)软件滤波器设计。在滤棒生产过程中,丝束包难免会受到外界干扰。如为便于丝束往成型设备中输送,工人向上抬虚丝束包使丝束包重量突然减小,工人无意碰到或按压丝束包使丝束包重量突然增大,这都会给系统可靠性及稳定性带来较大影响。系统采用软件编写滤波器来消除这种干扰,流程见图3。
(2)自动零点跟踪设计。由于受环境、电源波动等多种因素的影响,精密电子秤会产生零漂而影响丝束重量的测量精度。系统采用软硬件结合的方法进行零点自动跟踪设计,原理见图4。
当开关与c点连通,c点为地电平,称重传感器测量值Nc=kAUz,其中k为A/D转换器的转换系数,A为前置放大器增益,Uz为前置放大器和A/D转换器折算到放大器输入端的等效漂移电压。当开关与b点连通,基准电压Ur连入电路,进行增益校正,测量值Nb=kA(Ur+Uz)。当开关与a点连通,测量值Ua为包含零点漂移的值,Na=kA(Uout+Uz),Uout为丝束的真实值。
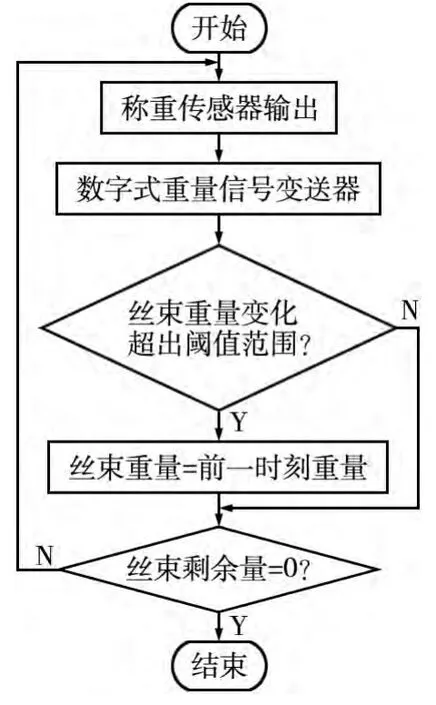
图3 滤波器软件流程

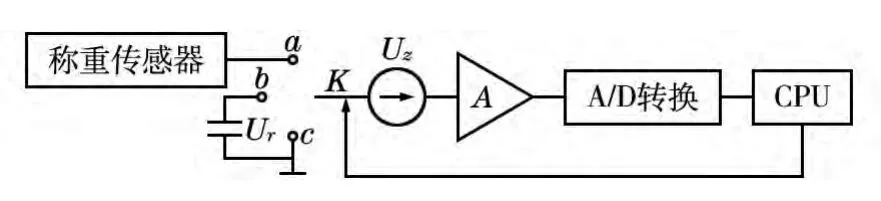
图4 零点自动跟踪原理
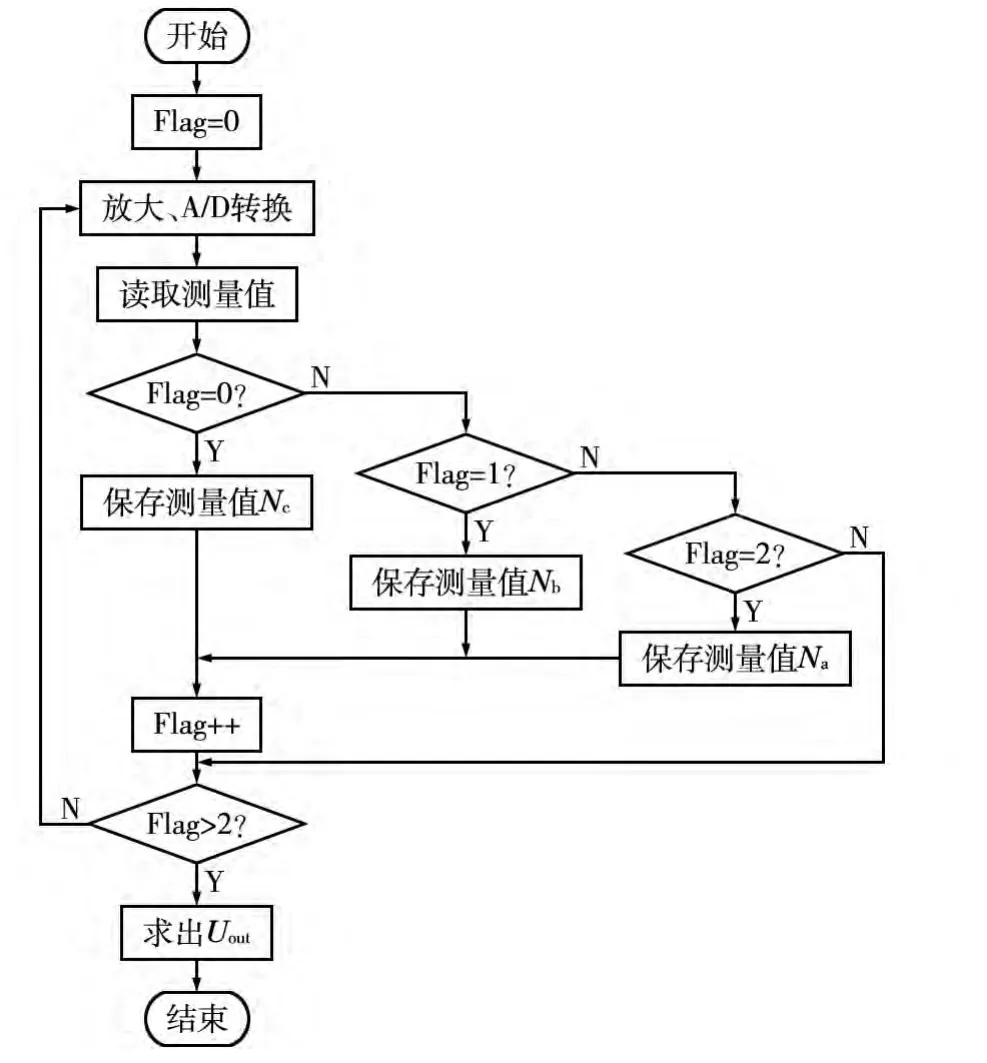
图5 零点自动跟踪软件设计流程
四、应用效果

图6 烟用丝束计量系统
目前,烟用丝束计量系统已在河南中烟工业有限责任公司洛阳卷烟厂投用(图6)。滤棒生产车间其中一条生产线的现场测试结果见图7,检测结果表明,该系统实现了滤棒分规格、分产量和丝束分班次、分机台、分规格消耗统计及报表生成的生产过程实时监控,稳定性强,可靠性高。此外,系统提高了工作效率,降低了生产成本,并为滤棒工艺研究和质量改进提供了必要支撑。

a)系统主界面

图7 现场检测界面
烟用丝束计量系统填补了滤棒生产过程中对丝束使用无自动化管理的空白,有效解决了目前卷烟行业滤棒生产中存在的弊端和不足。
1 陈 昌等.高精度称重变送器设计[J].中国仪器仪表,2005(5)
2 周怡窹等.ZigBee无线通信技术及其应用探讨[J].自动化仪表,2005,26(6)
3 包长春等.基于ZigBee技术的粮库监测系统设计[J].农业工程学报,2009,09
4 吴逸贤等.精彩C++Builder 6程序设计[M].北京:科技出版社,2003.8
5 王 金.基于C++Builder的系统可靠性信息采集处理软件设计[D].兰州:兰州大学,2012
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
小猕猴学习画刊(2022年9期)2022-11-04
云南化工(2020年11期)2021-01-14
科技与创新(2020年16期)2020-11-29
现代营销(创富信息版)(2018年10期)2018-10-12
电子制作(2018年2期)2018-04-18
电子制作(2016年21期)2016-05-17
湖南工业大学学报(2014年1期)2014-05-06
中国烟草学报(2012年6期)2012-04-09
中国烟草学报(2012年1期)2012-04-09
