
全自动高速分离及冲模系统设计
2015-04-27 01:12李君
实验室研究与探索 2015年10期
李 君
(东莞理工学院 计算机学院,广东 东莞 523808)
全自动高速分离及冲模系统设计
李 君
(东莞理工学院 计算机学院,广东 东莞 523808)

设计了一种全自动高速分离及冲模系统,系统集成型、分离、自动放料和排管设计于一体。分析了多个模块设计的关键技术环节。该系统基于DSP控制,设计了基于DSP控制CCD图像采集及多个模块,介绍了CMOS传感器与DSP接口、触摸屏、PC与DSP通信的实现以及基于可编程控制器控制模块的设计等。结果表明,本系统具有速度高、可靠性高、无故障时间长、误差小、操作方便等优点。
分离及冲模; 触摸屏; DSP; PLC
0 引 言
目前,国内芯片封装企业的生产设备主要是采用国外上世纪末的产品,而生产设备的性能指标决定了IC的生产速度及产品质量等指标。国内芯片封装企业采用的这些设备主要是液动冲压机,其成型与分离速度慢,工作噪声大,生产精度也不高。笔者研制了一套全自动高速分离及冲模系统,该系统是集成电路生产的重要环节,系统集成型、分离、自动放料和成品自动排管设计于一体,具有很高的自动化水平和生产效率,并且具有友好的人机界面、操作方便、人性化设计等特点。系统采用PLC控制伺服电机驱动凸轮带动冲头与传送料片机构同步冲压机台的方法,保证了进料、收料、料匣、模具及抓手协调运行,替代传统的液压驱动。使机台成型与分离速度达到140次/min,平均无故障时间大于336 h,误差小0.007 mm。通过相关传感器及软件控制可以判断进料料盘、进料料架、收料料盘、收料架、抓手、模具的位置与状态,实现全自动放料和收料设计,使生产自动化水平和产品生产效率大大提高。
1 系统结构
全自动高速分离及冲模系统结构如图1所示。系统由主工作台、光学对准系统工作台、CCD、DSP、触摸屏、PC、可编程控制器及伺服系统组成。CCD是一种半导体成像器件,通过CCD摄像机,IC图像经过镜头聚焦至CCD芯片上,把光信号转换成电荷信号。根据光线的强弱,CCD积累相应比例的电荷,经外部采样放大及模数转换电路转换成数字图像信号[1-4]。通过DSP TMS320DM642将所转换的数字图像与预先输入的模板图像进行相应匹配,并将匹配结果传送到主控计算机。PLC根据计算机的处理结果控制伺服电机驱动凸轮带动冲头与传送料片机构同步冲压机台,可实现对IC的分离及冲模。通过由CCD、DSP、计算机组成的装置辨识IC的方向性、引脚数、外型特征,并且提供多种模具可供选择,提高了产品的合格和优秀率。
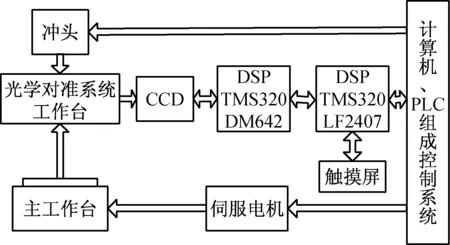
图1 全自动高速分离及冲模系统结构图
进料与收料有上下前后运动与旋转功能,模具(包括成型模具、切隔模具和分离模具)具有上下功能,可以根据料片产品编号更换不同的模具。通过相关传感器及软件控制可以判断进料料盘、进料料架、收料料盘、收料料架、抓手、模具的位置与状态(以进料为例:进料抓手上升位传感器、进料抓手前位传感器、进料抓手后位传感器、进料抓手打开传感器、进料料片上升最高位传感器、进料料片有无检测位传感器等等)。
2 模块设计
2.1 CMOS传感器与DSP接口的实现
CMOS选用的是MT9T001,它是一种具有QXGA格式的图像器件,能捕获连续视频信号或单帧运行的信号,利用I2C接口对信号进行可编程处理[5-7]。DSP选用的是TMS320DM642,它是一种视频和图像处理的专用数字信号处理器。它具有3路视频口,能够配置各种视频标准和捕获模式。CMOS传感器与DSP接口如图2所示。
2.2 触摸屏的实现
作为最便捷、广泛使用的一种人机交互方式,触摸屏可实现用户和DSP嵌入式系统的人机交互。系统选用四线制电阻式触摸屏的A/D转换芯片AD7843,它经过内部多路选择开关之后,通过A/D转换,数据通过SPI接口输出。AD7843和DSP芯片TMS320LF2407通过SPI协议连接。AD7843与DSP接口电路如图3所示。触摸屏工作流程图如图4所示。

图2 CMOS传感器与DSP接口电路图

图3 AD7843与DSP接口电路图

图4 触摸屏工作流程图
读写AD7843子程序:
Void mcbsp_write()//写数据到AD7843
{
*(DXR11)=DATA0;
}
Void mcbsp_read() // 从AD7843读取数据
{
*(DXR11)=0x0;
DATA0=*(DRR11);
}
获取X、Y坐标的子函数
Uint as7843_x(void)
{
Mcbsp_write(0x90); //将S标志位置1,表示使能传输
Return touch_read();
}
Uint as7843_y(void)
{
Mcbsp_write(0xD0); //将S标志位置1,表示使能传输
Return touch_read();
}
2.3 PC与DSP通信的实现
通过CAN控制器实现PC与DSP之间的通信,CAN控制器是用于各种设备监测及控制的一种网络[8-10]。PCA82C250T是驱动CAN控制器与物理总线间的接口,供电电压为5 V,而TMS320LF2407选用3.3 V供电,因此加入电平转换电路。TMS320LF2407与PC接口结构图如图5所示。

图5 TMS320LF2407与PC接口结构图
TMS320LF2407与CAN卡之间通信的系统初始化子程序如下:
Void system_init()
{
asm(“setc sxm”); //抑制符号位扩展
asm(“clrc ovm”);
……
asm(“setc intm”); //禁止所有中断
SCSR1=0X81FE;
……
IFR=0x0FFFF; //清除全部中断标志
}
2.4 基于可编程控制器控制模块的设计
为了实现精确的速度和位置控制,系统选用伺服电机及其配套的伺服驱动器,机械手的抓取与投放、芯片成型的压力控制都通过伺服控制完成。可编程控制器选择西门子公司的S7-200系列PLC,它具有紧凑的设计、良好的扩展性、低廉的价格[11-15]。伺服驱动器选择西门子公司的Sinamics S120,它集V/F、矢量控制于一体的驱动控制系统,其强大的定位功能将实现给定轴的绝对、相对定位。电机选用西门子伺服电机1FK,它是西门子永磁同步电机,具有高动态响应、调速范围宽、精确定位的特点,能满足系统的要求。基于S7-200 PLC闭环控制系统如图6所示。
3 系统程序设计及实物图
系统程序设计如图7所示。CCD图像采集实物图如图8所示。IC分离和自动排管实物图见图9。

图6 基于S7-200 PLC闭环控制系统结构图
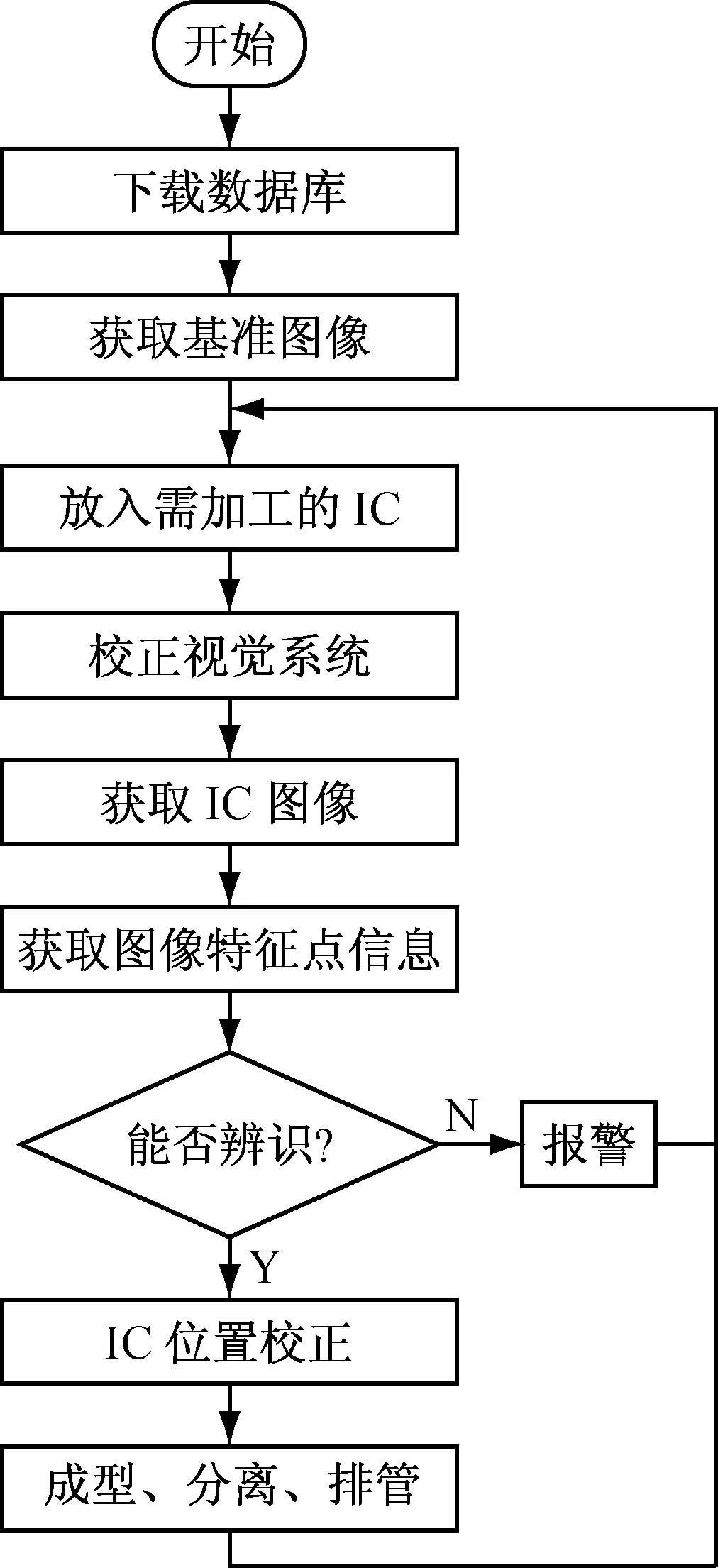
图7 系统整体流程图

图8 CCD图像采集实物图 图9 IC分离和自动排管实物图
4 结 语
系统具有速度高、自动化、精度高、噪音低、可靠性高等特点,同时具有芯片/封装/系统协同优化、针对多系统目标的容错设计、自动检测问题与排错显示、可测性优化设计、嵌入式软件设计、基于平台的可预测系统设计方法学、可重用、支持结构化设计、模拟和数模混合信号、便于安装与维护等特点。以国际领先技术的标准选用最先进的材料和元器件完成系统设计,大量传感与检测模块实时检测机台运行情况,并通过液晶显示。友好人机界面触摸控制与液晶显示,可显示机台状态。采用成型与分离机台协调控制设计、先进的闭环随动驱动和定位技术、全封闭设计、高精度刀具,提高了精度,减少噪音影响(噪音<60 dB),使成型分离误差小0.007 mm。
[1] 李建民,王 高.基于多光谱辐射特性的高速目标识别定位系统[J].光谱学与光谱分析,2014(11): 3147-3151.
[2] 贾学志,张 雷,安 源. 高速TDI CCD空间相机焦平面设计与实验[J].光学学报,2014(10):285-291.
[3] 王斐斐,张 丽,杨玲珍. 基于混沌光纤激光的准分布式布拉格传感网络[J].光学学报,2014(10):285-291.
[4] 周 跃,闫 丰,章明朝. CCD光电参数测试系统的研制[J]. 红外与激光工程,2014(10):3451-3456.
[5] 罗 钧,吴克松,付 丽.基于高分辨率CMOS传感器图像采集系统的实现[J].电子技术应用,2008(11):54-56.
[6] 但成福,刘晓明.一种用排队论指导的CAN总线语音通信系统设计[J].电子技术应用,2013(2):29-32.
[7] 未庆超,蔡启仲,李克俭. 小型PLC编辑与监控系统的设计[J].仪表技术与传感器,2014(8):74-77.
[8] 李振华,王志新,张华强. 分布式无线数据采集系统的实现方法[J].自动化仪表,2010(5):77-79.
[9] 葛维亮,庹先国,李怀良.高速多通道地震数据采集处理系统[J].仪表技术与传感器,2011(3):61-63.
[10] 孙建领.本安井下声光报警装置的研究与应用[J].煤矿机械,2012(6):166-167.
[11] 曾舒婷,杨志家. 高性能PLC专用指令集处理器设计与仿真[J].微电子学与计算机,2011(7):82-87.
[12] 江天亮. 浅谈基于PLC智能型多能源共用热水器的PLC选型[J].电子技术,2013(7):49-50.
[13] 胡敬峰. PLC实习教学设备设计方案[J].电子技术,2013(7):83-85.
[14] 刘 力. 组态软件在PLC实验系统中的应用[J].实验室研究与探索,2014(4): 127-129.
[15] 方贵盛,王云凤,陈剑兰.智能交通灯PLC控制实验装置研制[J].实验室研究与探索,2012(11): 204-208.
Design of Fully Automatic Separation and Punching Die System
LIJun
(College of Computer, Dongguan University of Technology, Dongguan 523808, China)
A design of fully automatic separation and punching die system was given. The system can place and separate the molding, and automatically feed and exhaust pipe. Key techniques was multiple modules design method which was analyzed. This system was based on DSP control. Image acquisition of CCD based on DSP and many modules were devised. This paper mainly introduced the implementation of the CMOS sensor and DSP interface, the realization of the touch screen, the realization of PC and DSP communication, the design of control module based on PLC and so on. Experiments showed that this system had advantages of high rate, high reliability, long trouble-free, little error and easy operation.
separation and punching die; touch screen; DSP; PLC
2015-01-08
国家自然科学基金项目(10890095);东莞市科技计划项目(201010814001)
李 君(1974-),女,湖南湘潭人,本科,工程师,研究方向为嵌入式系统、自动控制等。
Tel.:13423036612;E-mail:hushenghusheng20@163.com
TP 274.2;TH 715.1
A
1006-7167(2015)10-0055-04
猜你喜欢
科学家(2022年3期)2022-04-11
快乐语文(2021年15期)2021-06-15
童话世界(2020年13期)2020-06-15
装备制造技术(2019年12期)2019-12-25
故事大王(2019年4期)2019-05-14
城市轨道交通(2019年2期)2019-04-04
知识就是力量(2018年7期)2018-07-11
森林工程(2018年3期)2018-06-26
橡塑技术与装备(2016年14期)2016-02-24
河南科技(2014年12期)2014-02-27
