
干熄炉水封槽开裂的原因分析及改进措施
2015-04-20 21:25司志华孙红艳
科技创新与应用 2015年11期
司志华 孙红艳
摘 要:文章介绍了本钢集团北营焦化厂三区干熄炉水封槽的结构、水封槽开裂的影响、投产一年后水封槽经常开裂的原因及处理措施以及水封槽的改进措施。改进后,干熄炉水封槽再没有因进水口堵塞和上水不及时发生开裂的故障。
关键词:干熄炉;水封槽;开裂;改进
本钢集团北营焦化厂三区四座JN43-98F焦炉配套的两座125T/H干熄炉装置分别于2010年12月和2011年1月投产,投产一年后,水封槽内侧钢板与底板之间经常开裂,导致水封槽漏水。采取在线焊接的方式进行处理,避免了更换水封槽和影响生产;另外,分析水封槽开裂的原因,并针对这些原因采取了改进措施,杜绝了水封槽开裂的故障。
1 水封槽的结构
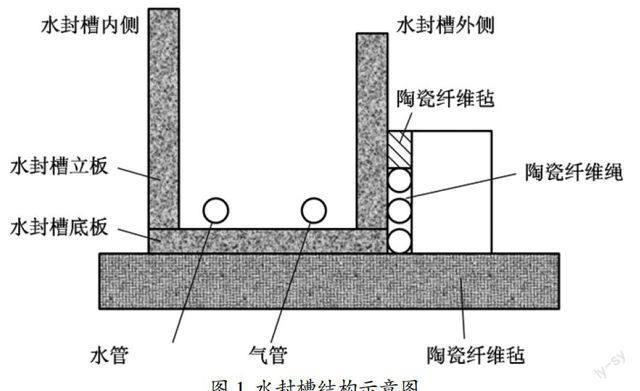
水封槽位于干熄炉顶部,保证装焦间隔时的炉顶密封,主要由水封槽本体、上水管道、压缩空气管、内侧隔热板及附属密封材料、回水管道等组成,水封槽内侧钢板高于外侧钢板,水封槽与炉体结合的部位设有陶瓷纤维毡用于隔热,其结构如图1所示。
图1 水封槽结构示意图
2 水封槽开裂的影响
水封槽内侧开裂后,其一,大量的水进入干熄炉内与红焦反应产生大量H2,造成循环气体内H2含量急剧增加,如果干熄炉装置不严密,那么,空气随时可能进入干熄炉循环系统,使H2局部自燃甚至爆炸,带来很大的安全生产隐患;其二,可燃气体成分浓度升高,干熄炉内焦炭复燃,焦炭烧损率增加;其三,可燃气体成分升高,循环气体中的N2冲入量增加,成本增加;其四,水封槽水漏入到干熄炉内的炉墙上,会导致炉墙因局部温度急剧变化而变形,甚至发生干熄炉炉墙坍塌的事故。
3 水封槽开裂的原因
经过分析,本钢北营焦化厂三区干熄炉水封槽开裂的原因主要是水封槽进水口堵塞和上水不及时。
3.1 进水口堵塞
随着生产的不断进行,水管上靠近末端的一些小孔会因水压较低逐渐被水垢堵塞,压缩空气管同样存在这种现象,水管冲洗渣物的能力和空气管的发泡效果降低,所以在槽底部形成致密的沉积层,越靠近水封槽内侧根部这种沉积物越多越致密,而且导热性能极差。这种沉积层会隔绝水与底板的接触,水封槽长时间运行后会造成水封槽底板和内侧板局部高温变形,将焊缝拉开。
3.2 上水不及时
导致干熄炉水封槽上水不及时的原因是水流调整不适当、干熄炉预存段压力调整不当、备用泵不好使和临时停电事故。
3.2.1 水流调整不适当。日常操作时,水封槽内的上水管水流调整不适当,则水封槽内缺水,水封槽内的温度急剧上升,使得水封槽变形开裂。
3.2.2 预存段压力调整不当。干熄炉的预存段压力调整不当,水封槽长期处于高温状态,会导致水封槽开裂。
3.2.3 临时停电事故。涉及停电作业时或大面积临时事故停电,上水泵没电,水供应不上去,甚至消防水也起不到应有的作用。
4 水封槽开裂的处理措施
4.1 水封槽在线焊接
4.1.1 将水封槽内的水全部排空。
4.1.2 清理槽内沉淀物。将槽内沉淀的焦粉和水垢全部清除干净,找到开焊处,并做好标记。这一过程需要较长时间,因为水垢与水封槽钢板结合紧密,难以清理,而且炉内温度高达1000℃,人员无法长时间清理和焊接作业,因此,制作炉口盖吸收热辐射、以水封槽的内径为基准,炉口盖直径略小于水封槽内径50mm,既能保证炉口盖能顺利镶入到水封槽内圈里面,间隙又不太大。立边高150mm~200mm,距离底板边缘30mm,用以支撑填入的陶瓷纤维毡,与底板连接为满焊,用以保持炉口盖内足够的水位,以吸收炉口盖所受到的热辐射,为保证水封槽底部不受热辐射,设计的吊架高度应使炉口盖略高于水封槽的内边高。
在地面制作炉口盖,同时准备好陶瓷纤维毡,此时不影响干熄炉正常装焦。制作将要结束时,干熄炉停止装焦,将炉盖与装入装置分开。用提升机自带的电动葫芦将炉口盖吊上去,使炉口盖镶入水封槽内圈里,炉口盖的立边与水封槽的内圈之间填入陶瓷纤维毡,要尽量向下,同时向炉口盖内注水,水位高度控制在100mm左右。准备好后,将槽内的沉淀物清理干净,如果生产给水配管在安装时过于靠近水封槽内侧板,则需要将其拆除,否则影响焊接位置和焊缝的满焊程度。
4.1.3 在线焊接。现场焊工使用耐高温焊条对损坏部位逐个焊接,每个焊缝开裂处要焊接处理两次,以保证焊接强度。焊接修复完毕后,对损坏部位逐个检查,如果检查没有问题,向水封槽内加入正常生产用量水并通风。取下炉口盖和陶瓷纤维毡,检查修复部位是否漏水,如果有渗漏,则重复修复,直至不渗漏为止。
4.2 非年休更换
非年休更换水封槽,需要干熄炉料位低于10m,预存室压力为-100Pa左右,更换时间约为10h。这种方法影响生产,并且会导致干熄炉密封性降低,检修后空气易进入干熄炉内,焦炭烧损率增加。
5 水封槽改进措施
为了杜绝水封槽开裂,针对进水口堵塞和上水不及时采取了改进措施。
5.1 針对进水口堵塞的改进
(1)将原来水封槽内的水管和风管在水封槽的外部贴外侧焊接循环明管,在水管和风管循环管上按照原有的排水、排风位置每隔200mm焊接立管,制作水管和风管喷头,通过弯头、活接、管接头将立管和喷头连接,水管和风管的喷头直立水封槽内,喷嘴向下,距离水封槽底板10mm左右。这样的设置既大大降低了水管和风管喷嘴的堵塞率,又利于拆装堵塞的通透管喷头。(2)水封槽进水部分改进方法:在水封槽外侧立面距离底板40mm开孔并焊接管接头和连接法兰,同样的开孔结构在水封槽的对称侧面再焊接制作一个,保证水封槽有2个进水口。这样的水封槽进水系统结构相对简单,水管路不易堵塞,配合压缩空气起泡系统使槽内的沉积焦粉更易于清理和冲洗。(3)每周清理一次槽内积聚的焦粉。(4)增加水过滤装置,将生产供水里的Ca2+和Mg2+清理干净,减少水封槽结垢。
5.2 针对上水不及时的改进
(1)加大水封槽外圈的有效尺寸,使得水封槽的容积加大,水容量加大,有效降低水封槽的温度,从而控制其槽体的热变形。(2)在原管路上增加一个容积为10m3的事故水箱,上水不及时时,能够起到缓冲作用;为了防止冬季结冰,在水箱内部安装蒸汽伴热管。(3)更换干熄炉上水管道和下水管道时,对原来的水管走向及布置根据生产实际情况进行了改动,排水管道增大角度使排水更加通畅,在多个地方增加了溢流用的阀门和管接头,一旦冬季停水时可以将管道内的存水尽量外排,减少管道冻裂导致上水不及时。自2012年改进后,三区干熄炉水封槽再也没有因进水口堵塞和上水不及时发生开裂的故障。
6 结束语
(1)水封槽开裂可以在线焊接。(2)可采取改进水封槽水管和风管喷嘴位置和方向、增加进水口、定期清理水封槽内焦粉和增加水过滤装置等措施减少干熄炉进水口堵塞现象。(3)可通过加大水封槽外圈的有效尺寸和增加事故水箱的方法避免水封槽上水不及时现象。
参考文献
[1]罗时政,乔继军.干熄焦技术问答[M].北京:冶金工业出版社,2010.
猜你喜欢
建材发展导向(2017年1期)2017-03-24
科学与财富(2017年5期)2017-03-21
中文信息(2016年10期)2016-12-12
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
大学教育(2016年9期)2016-10-09
科技视界(2016年20期)2016-09-29
科技视界(2016年16期)2016-06-29
企业文化·中旬刊(2015年2期)2015-03-24
中国建筑科学(2014年3期)2014-07-21
