
用顺序功能图实现机械手臂及货物传输带的控制
2015-04-19 02:03嵇海旭梁秀娟
机械制造 2015年11期
□ 嵇海旭 □ 梁秀娟
广东海洋大学工程学院 广东湛江 524088
随着制造领域生产节拍的加快和控制技术的进步,采用机械手取代人工进行货物输送的方式已经逐渐成为一种发展趋势。在机械手臂向传输带进行货物输送的控制中,通常采用PLC进行控制。目前,用顺序功能流程图是解决PLC复杂控制设计非常好的一种方法,使顺序控制类问题设计变得简单明了。由于用顺序功能流程图表达的思想通俗易懂,所编的程序一目了然,使设计者很容易掌握,并且不易出错,所以非常适合初学者对问题的处理。
国际电工委员会(IEC)在1988年公布了“控制系统功能图的编制”标准(IEC848-1988)以及 “控制系统功能卡的制备”标准(IEC 60848-1988);在 2002年制定了 “连续功能图表GRAFCET语言规范”标准(IEC 60848-2002)取代了“控制系统功能卡的制备”标准;在2013年制定了 “用于顺序功能表图的GRAFCET规范语言”标准(IEC 60848-2013),取代了“连续功能图表GRAFCET语言规范”标准。我国在1986年颁布了功能图的国家标准“电气制图功能表图”(GB6988.6-1986);在1993年制定了 “控制系统功能表图的绘制”(GB/T 6988.6-1993)取代了 “电气制图功能表图”标准;在2008年制定了“顺序功能表图用GRAFCET规范语言”(GB/T 21654-2008),取代了“控制系统功能表图的绘制”标准。1993年国际电工委员会(IEC)正式颁布了可编程控制器的国际标准IEC 1131(以后改称IEC 61131),其中的第三部分“程序控制器第3部分:程序语言”(IEC 1131-3-1993)是关于编程语言的标准,详细规范了可编程控制器的编程语言及其基本元素。这一标准为可编程控制器软件技术的发展,乃至整个工业控制软件技术的发展,起到了举足轻重的推动作用。它是全世界控制工业第一次制定的有关数字控制软件技术的编程语言标准。目前关于可编程控制器编程语言的最新标准是 “可编程控制器第3部分:程序设计语言”(IEC 61131-3-2013)。
国际电工委员会在1994年5月公布的IEC可编程序控制器标准(IEC1131)中,顺序功能流程图被确定为PLC位居首位的编程语言[1-2]。笔者以日本三菱公司FX2型PLC为例,阐述用顺序功能流程图实现机械手臂向传输带输送货物的复杂控制。
1 机械手向货物传输带输送货物的控制提出
1.1 控制装置简介
机械手向传送带输送货物的示意如图1所示[3]。图1左边为传输带,由三相异步电动机驱动,在传输带的右端(E点)设有感知工件存在与否的光敏开关SP1。图1右边为由5个电磁阀控制的机械手臂,机械手臂的左、右运动由电磁阀YV1、YV2控制,并设置有左限位开关SQ1和右限位开关SQ2,通电时机械手臂向左或向右移动,断电时停止向左或向右移动;机械手臂的上、下移动由电磁阀YV3、YV4控制,并设置上限位开关SQ3和下限位开关SQ4,通电时机械手臂上移或下移,断电时停止上移或下移;抓手由电磁阀YV5控制,通电时抓手动作,将工件抓紧,断电时抓手松开。
1.2 控制要求

▲图1 机械手臂及传输带控制示意图
1)机械手臂的原点位置为机械手臂回到最右上端,抓手为放开状态。
2)当D点有工件到来时,光敏开关SP0动作,YV4得电并带动机械手臂下降,直到SQ4动作,YV4断电停止下降,YV5得电将工件抓紧;延时2 s,YV3得电并带动机械手臂上升,直到SQ3动作,YV3断电停止上升。若传输带E点无工件(SP1未动作),YV1得电并带动机械手臂左移,直到SQ1动作,YV1断电停止左移;YV4得电并带动机械手臂下降,直到SQ4动作,YV4断电停止下降。若传输带电动机停止,YV5断电放开工件(放置在E点),延时2 s,YV3得电并带动机械手臂上升,直到SQ3动作,YV3断电停止上升,YV2得电并带动机械手臂右移,直到SQ2动作,YV2断电停止右移,返回到原点。
3)当E点有工件(SP1动作)且机械手臂已经上升到最上方(SQ3动作)时,传输带电动机转动以运走工件,经过4 s后传输带电动机自动停止。
2 PLC的选型及外部接线
系统的输入信号有:启动、停止按钮各一个,光敏检测开关2个,限位开关4个,共8个输入信号。系统的输出信号有:电磁阀5个,电动机接触器1个,共6个输出点。由于输入、输出较少,采用三菱FX2型号PLC能满足要求。PLC与输入、输出信号的外部接线如图2所示。
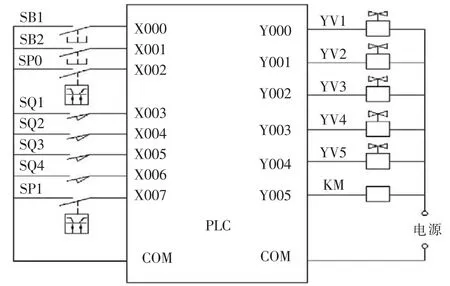
▲图2 PLC外部接线图
全部输入元器件都使用常开触点接入,这样输入端接线时不易发生错误。当检测到D点或E点有工件时,其传感器状态为ON。
3 用顺序功能图实现机械手臂及货物传输带的控制
3.1 顺序功能图
顺序功能图编程是一种比较新的图形化编程方法,它是用流程图来表达一个顺序控制过程,由步、转换条件及有向连线组成。
画顺序功能图最基本的思想是将系统的一个工作周期划分为若干个顺序相连的阶段,这些分阶段称为步(Step),并用编程元件(例如内部辅助继电器M和状态继电器S)来代表各步。步是根据输出量的状态变化来划分的,步又分为初始步和工作步。一个控制系统必须有一个初始步表示控制系统的初始状态,初始步可以没有具体要完成的动作。在每一工作步中要完成一个或多个特定的动作,使相应的各输出量保持正确的逻辑输出状态,相邻两步输出量的状态是不同的。步的这种划分方法使代表各步的编程元件的状态与各输出量的状态之间有着极为简单的逻辑关系。
步用方框表示,方框内是步的元件号或步的名称,步与步之间要用有向线段连接。其中从上到下和从左到右的箭头可以省去不画,有向线段上的垂直短线和它旁边的圆圈或方框是该步期间的输出信号,如需要也可以对输出元件进行置位或复位。
步与步之间用“有向连线”连接,在有向连线上用一个或多个小短线表示一个或多个转换条件,当条件得到满足时,转换得以实现。当系统正处于某一步时,把该步称为 “活动步”。 为了确保控制严格地按照顺序执行,步与步之间必须要有转换条件分隔。
在顺序功能图中,步与步之间实现转换应该具备两个条件,即想激活某步,则该转换步的前级步必须是“活动步”,并且相应的转换条件得到满足。 转换实现应完成的操作有两个,即使所有由有向连线与相应转换条件相连的后续步都变为活动步,并且使所有由有向连线与相应转换条件相连的前级步都变为不活动步[4-5]。
用顺序功能图实现一个复杂的顺序控制,步的划分非常关键,把步划分完毕,编程仅仅是按部就班而已。例如一顺序控制要求为:要求主轴电机启动前先启动油泵电机,油泵电机启动30 s后,主轴电机启动;主轴电机关闭30 s后,油泵电机才能关闭。步的划分如图3(a)所示,顺序功能图如图3(b)所示,梯形图如图3(c)所示。在划分步时,最重要的依据是步是根据所有输出量的状态变化来划分的,并且相邻两步输出量的状态是不同的。图3(a)中,当按下启动按钮(连接在PLC的X000输入端),油泵电机启动,即有输出量输出了,所以在按下按钮的同时,按输出量的变化开始划分为第一步。30 s后,主轴电机启动,又增加了一个输出量进来,和刚才只有油泵电机一个输出量相比是不同的,所以在主轴电机启动的同时开始划分为第二步。第二步一直持续到主轴电机停止,因为整个输出状态又发生了变化,即第三步从这里开始。

▲图3 主轴电机与油泵电机按顺序启动
很多初学者在没有掌握“步”的思想前,一定会很疑惑,既使油泵电机启动(Y000)在整个过程中始终接通,为何还把它分在三步里?这是事关顺序功能图思想精髓的一个问题,是一个必须要弄懂的问题,否则不利于对问题的理解和把握。可以从两个方面来理解这个问题。首先,把一个复杂的顺序控制过程分解为很多步后,非常容易编程,它把一个对通盘都要考虑的复杂编程问题变成了只对步的编程,即只对步进行负责,把一个复杂庞大的问题进行了最小化的处理。只要步的编程不错,整个系统编程就不会错。其次,把一个复杂的顺序控制过程分解为很多步后,在实现的过程中,某个连续输出的状态并没有因为步的划分而产生差异,变得该连续而不连续,例如Y000在整个过程中并没有因为划分了步而产生断续。诚然,在激活第二步使Y000输出时,要停止第一步Y000的输出,在激活第三步使Y000输出时,要停止第二步中的Y000的输出,但是Y000在整个的输出过程中是连续的,并没有产生间断。如图3(c)所示,从M1到M2后要停止M1,从M2到M3后要停止M2;Y000从M1开始时就已经接通,当进行到M2后要停止M1时,也是先接通M2中的Y000才停止M1中的Y000;同理,先接通M3中的Y000才停止M2中的Y000,所以Y000在整个接通过程中没有产生断续。
由于自动控制系统应能多次重复执行同一工艺过程,因此在顺序功能图中一般应有步和有向连线组成的闭环[6],即在完成一次工艺过程的全部操作之后,应从最后一步退回初始步,系统停止在初始状态,如图3(b)所示。 在顺序功能图中,必须用初始化脉冲将初始步预置为活动步,否则因顺序功能图中没有活动步系统将无法工作。FX2型PLC是采用初始化脉冲M8002的常开触点作为转换条件,将初始步预置为活动步,如图3(b)所示。
3.2 机械手向传输带输送货物的顺序功能图设计
根据控制要求,机械手臂控制和传输带控制可以采用并行分支流程进行设计,其顺序功能图如图4所示。整个控制程序由机械手臂控制(M1~M10)、传输带控制(M20~M22)由两个并行的顺序功能图组成,控制过程说明如下。

▲图4 机械手臂和传输带控制的顺序功能图
1)在初始状态下,当按动启动按钮SB1后,同时激活M1和M20,M1是机械手臂处于原点 (SQ2和SQ3动作)待命状态,M20是传输带处于待命状态;当D点有工件时(SP0动作),激活M2,使机械手臂下降;下降到位后(SQ4动作)激活M3,抓紧工件并延时2 s;延时2 s后激活M4,机械手臂上升;上升到位后(SQ3动作),此时若传输带E点无工件(SP1未动作),则激活M5,机械手臂向左移动;左移到位后(SQ1动作),激活M6,机械手臂带动工件下降;下降到位后(SQ4动作),激活M7,抓手松开并放下工件,延时2 s后,激活M8,机械手臂上升,上升到位后(SQ3动作),激活M9,机械手臂向右移动,右移到位后(SQ2 动作),激活 M10,停止右移,返回原点待命。
2)当传输带上的E点有工件且机械手臂处于上方时,可激活M21,起动传输带电动机工作;延时4 s后激活M22,使传输带电动机停止工作,并激活M20,返回待命状态。
3)当按下停止按钮SB2时,要求不要立即停止工作,而是将停止信号记忆下来,待一个循环后才停止工作,并返回到初始状态。
3.3 采用通用指令的梯形图设计
三菱公司FX2型PLC配有步进指令,又称STL指令,可用于梯形图中完成对顺序功能图的转换,但它不具有通用性,即不是所有型号的PLC都具有步进指令功能。而所有的PLC都具有通用指令,如LD、LDI等命令,可用它们进行编程实现顺序功能图的思想,所取得的效果是完全一样的。用通用指令编程时,最常用的指令格式是起保停格式,即起动、保持和停止。起动即激活某一步,使这步处于工作状态;保持即保持这步始终处于接通状态,从而使这步的所有输出能够保持不变,直到下一步;停止即激活某步时,必须使上一步停止。
采用通用指令设计的实现机械手臂及货物传输带的控制梯形图如图5所示。图5中如果当某一输出量仅在某一步中为接通状态 ,在其它步不通时,则可以将它的线圈与对应步的辅助继电器的线圈并联;如果某一输出量在一个工作循环中都是多步接通的,应将代表各有关步的辅助继电器的常开触点并联后,驱动该输出的线圈。也许有人会认为,既然是并联,还不如把代表步的辅助软继电器去掉,这样节省编程元件。其实,辅助继电器M是完全够用的,多用一些根本不会增加额外的硬件费用,却可以起到概念清楚、编程规范、梯形图易读和查错等作用,所以建议保留代表步的辅助继电器。
3.4 以转换条件为中心的梯形图设计
除了起保停电路外,还可以使用以转换条件为中心的编程方法,即用SET和RST这对指令来完成对某步的激活并保持,同时使上一步复位停止。

▲图5 机械手臂和传输带控制的梯形图
以转换条件为中心的梯形图设计如图6所示,使用这种编程方法时,不能将输出继电器的线圈与置位指令和复位指令并联。例如图6中M4被置位,同时M3被复位,Y002输出继电器的线圈在M4步对应的全部时间内被接通。如果把M4步所对应的Y002、SETM1和RSTM0并联,那么当M3被复位时,由于M3常开触点也复位成断开状态,则Y002也断开,使Y002接通的时间仅是一个扫描周期,显然和设计不符。所以应根据顺序功能图,用代表步的辅助继电器的常开触点或它们的并联电路来驱动输出继电器的线圈。
4 结束语
采用机械手向传输带上输送货物是一种先进的传送方式,涉及复杂的控制问题,利用顺序功能图进行机械手臂及货物传输带的设计,是目前解决此类控制问题很好的一种方法。设计时,把控制过程按输出量的状态变化正确地划分为若干个步,之后按部就班把每步的编程工作做好,就可完成整个编程过程,使复杂问题变得简单直观,容易把握。设计好功能图后,采用通用编程指令和以转换条件为中心的编程方法具有通用性,可以在很多种类的PLC中进行操作,方便对复杂顺序的控制的实现。
[1]许翏,王淑英.电气控制与PLC应用[M].北京:机械工业出版社,2005.

▲图6 以转换条件为中心的梯形图
[2]廖常初.PLC梯形图的顺序控制设计法与顺序功能图[J].电工技术杂志,2001(10): 51-53.
[3]梅丽凤.电气控制与PLC应用技术[M].北京:机械工业出版社,2012.
[4]廖常初.PLC顺序控制梯形图设计方法 [J].电工技术杂志,2001(11):44-48.
[5]廖常初.PLC顺序控制梯形图设计方法 [J].电工技术杂志,2001(12):46-51.
[6]齐传刚,熊永超,邵娜.PLC的SFC图在编写顺序控制梯形图中的应用[J].辽宁工程技术大学学报(自然科学版),2006,25(B06):234-236.
猜你喜欢
今日农业(2020年14期)2020-12-14
当代水产(2020年2期)2020-03-17
科技风(2019年20期)2019-10-21
成都工业学院学报(2017年2期)2017-06-28
电子制作(2016年15期)2017-01-15
金色少年(奇趣科普)(2016年8期)2016-09-21
我爱学(创意美术与手工)(2016年4期)2016-07-14
少儿科学周刊·少年版(2015年4期)2015-07-07
制造技术与机床(2015年10期)2015-04-09
河北医科大学学报(2011年9期)2011-03-25
