
ASME SA/SB XYZ 和ASTM A/B XYZ 同数字编号不锈钢钢管标准的差异分析及启示
2015-04-17 12:28:34何德孚王晶滢
钢管 2015年5期
何德孚,王晶滢,2
(1. 上海久立工贸发展有限公司,上海 200135;2. 浙江德传管业有限公司,浙江 湖州 313103)
美国材料试验学会(ASTM)是制订美国不锈钢及钢管产品及材质标准的主导学术团体,其所编制的不锈钢钢管标准均冠有ASTM A XYZ 或ASTM B XYZ 编号。前者包含w(Ni)在25%以下的普通奥氏体及所有铁素体、双相等不锈钢种,后者则包含了w(Ni)在25%~35%的所谓超级奥氏体不锈钢种。在钢管流通中,用户经常是按美国机械工程师协会(ASME)ASME SA XYZ 或ASME SB XYZ 标准订购不锈钢钢管。那么,这两种标准是一样的吗?二者有何区别?本文索源了这两种标准的原始文本[1-2],认为两者是基本或完全相同的,但也确有一些不可忽视的差异。本文将探讨造成这两种标准存在差异的背景或缘由及由此可得到的启示,以期能对我国蓬勃发展的不锈钢钢管制造及标准化水平提高添砖加瓦。文中如有不当之处,敬请批评指正。
1 内容差异
1.1 美国锅炉和压力容器规范中相关内容
ASME SA/SB XYZ 不锈钢钢管标准是美国锅炉与压力容器规范(ASME B&PVC)材料篇中所编入的设计选材标准。由于ASME B&PVC 在电站和化工压力容器设计领域有着广泛的影响,许多用户就会因此而按这些标准定购不锈钢钢管。查阅ASME B&PVC 最新版本[1]可知:
(1) ASME B&PVC 所编ASME SA/SB XYZ 标准只是ASTM A/B XYZ 部分适用标准。ASME B&PVC 中所列不锈钢钢管标准与对应ASTM 标准的差异见表1。

表1 ASME B&PVC 中所列不锈钢钢管标准与对应ASTM①标准的差异②

续表1
(2) 每一项ASME SA/SB XYZ 标准都在其标准名称下注明与ASTM A/B XYZ-MN 完全等同或除……外等同(表1)。
(3) 由于ASME B&PVC 基本每3 年修改一次,因此与ASME SA/SB YXZ 等同的ASTM A/B XYZ 同数字编号标准都不是后者的最新版本,而是其若干年前的版本,时距一般在5~10 年;有时甚至名称也不同。例如,ASTM A 312/A 312M 大约在2002 年修改时就在名称中加入了“深冷加工”,但ASME SA 312/SA 312M 目前名称中仍无此添加,其原因值得研究。又如,ASTM A 688/A 688M和ASTM A 803/A 803M 均于2012 年在名称中添加了“无缝钢管”,但ASME SA 688/SA 688M 及ASME SA 803/SA 803M 亦尚未认可。
(4) ASME SA/SB XYZ 标准不带年号标注,但ASME B&PVC 是有版本年号的。
1.2 ASME 与ASTM 标准相互依存
美国标准中不锈钢钢管的尺度标准是由ASME制订的。每一项ASTM A/B XYZ 标准都是以ASME B 32.5(T)或ASME B 36.19M 及ASME B 36.10M为钢管规格依据的。这说明ASME 与ASTM 标准是相互依存的。
1.3 ASTM A/B 为美国管道材料选用标准
美国管道标准,例如ASME B&PVC 中的ASME B 31.1(动力管道)[3]及ASME B 31.3(化工处理管道)[4],都在其附录中直接列出ASTM A/B 为管道材料选用标准。但还要注意的是:
(1) 管道设计选材未必依据ASME SA/SB 标准。
(2) ASME B&PVC、ASME B 31.1、ASME B 31.3 当前版本中所列ASTM A/B 标准不尽相同,但大部分所列ASTM A/B 标准是相同的。
(3) ASME B&PVC、ASME B 31.1、ASME B 31.3 所列同数码ASTM A/B 标准的年号也是可能不相同的,ASME B&PVC 滞后时距最长,ASME B 31.3 则最短。
2 差异的实质
表1 说明只有奥氏体不锈钢无缝及焊接钢管标准ASME SA/SB 略有别于ASTM A/B 对应标准,奥氏体不锈钢离心铸管,铁素体、双相不锈钢(管)标准两者都是完全一致的。表2 是ASME 与ASTM对应不锈钢钢管标准有差异条款(译文)细节。可见其差异主要表现在以下两方面。

表2 ASME 与ASTM 对应不锈钢钢管标准有差异条款(译文)细节
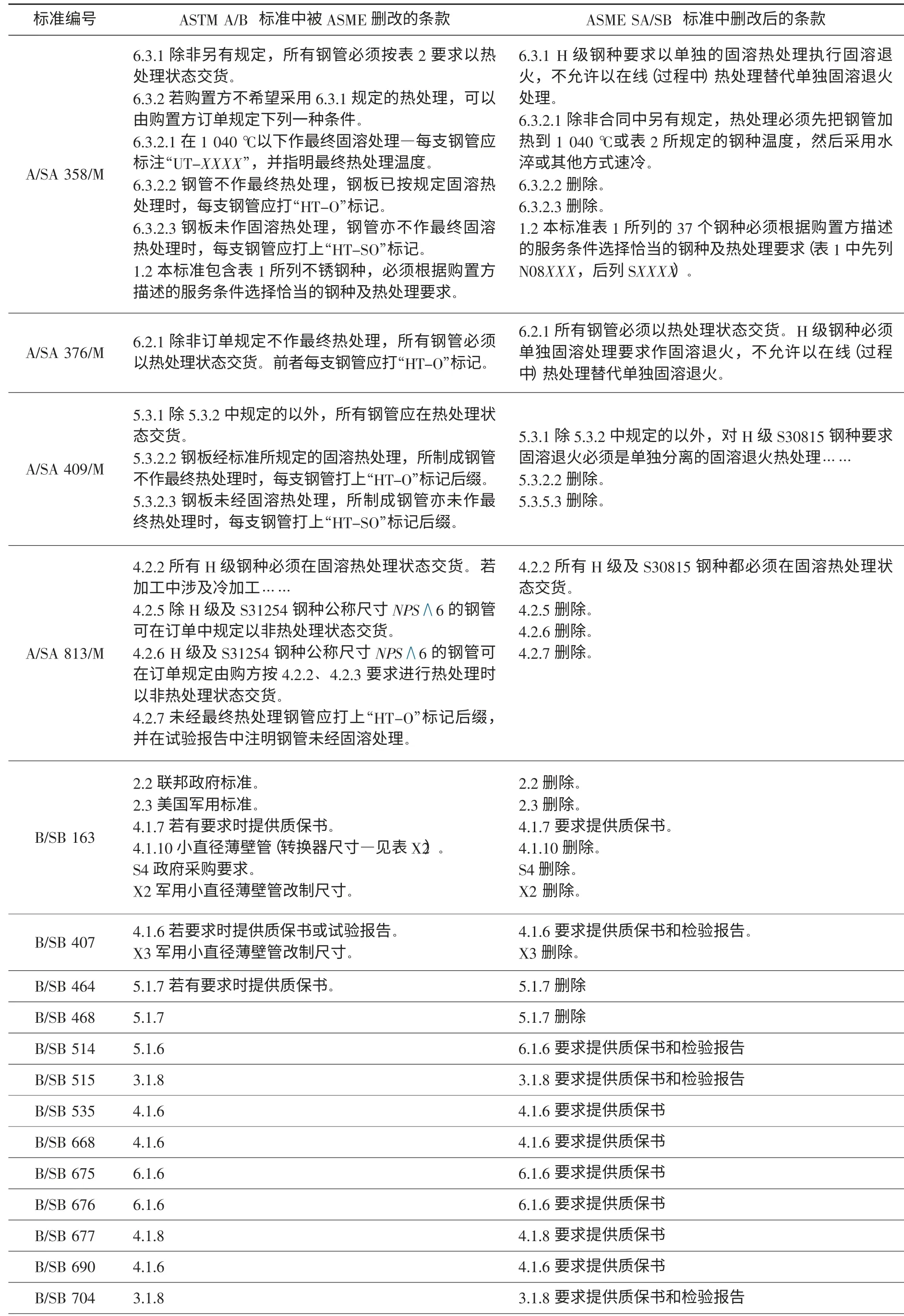
续表2
续表2
2.1 普通奥氏体不锈钢无缝及焊接钢管
对普通奥氏体不锈钢无缝及焊接钢管标准,ASME SA 标准特别强调以下几点。
(1) 所有H 级钢种及w(C)≥0.04%的S30815、S30942、S31272、S33228 钢种无缝钢管不能在热成形后随即进行水淬或采用其他方式速冷的在线固溶退火处理,必须重新加热到最低固溶退火温度并达到要求时间,然后再水淬或用其他方法速冷的固溶退火处理;而在ASTM A 对应标准中却规定只要热成形后钢管温度不低于钢种所对应的最低固溶退火温度,允许进行在线固溶退火处理。ASME SA 213/SA 213M、ASME SA 376/SA 376M、ASME SA 312/SA 312M 标准虽然文字上略有不同,但实质是完全一致的。
(2) 对不加填充金属的奥氏体不锈钢焊接钢管,即ASME SA 249/SA 249M、ASME SA 312/SA 312M、ASME SA 409/SA 409M(部分)、ASME SA 813/SA 813M、ASME SA 814/SA 814M 所指焊接钢管,只因仅在ASTM A 813/A 813M 中包含有“允许公称尺寸NPS∧6 的焊管以非热处理状态交货”,ASME SA 813/SA 813M 则指明这也是不允许的,并删除了相关条款。
(3) 对添加填充金属的奥氏体不锈钢焊接钢管,即ASME SA 358/SA 358M 全部和ASME SA 409/A 409M 所指一部分焊接钢管,其与ASTM A 358/A 358M、ASTM A 409/A 409M 的差异是:①不允许采用在线连续炉的固溶热处理即感应加热方法;②不允许以非最终热处理状态交货。虽然后者在ASTM A 358/A 358M 和ASTM A 409/A 409M 中也只是购置方同意由购方按标准再进行最终固溶热处理为前提的。
(4) 几个未指明的细节差异。
①在ASME SA 358/SA 358M 和ASME SA 409/SA 409M 标准题名下都有下述ASTM A 358/A 358M 和ASME A 409/A 409M 中没有的两段文字(译文):
“本标准所制成所有产品是打算用于ASME B&PVC Ⅲ(在ASME SA 409/SA 409M 注明为3 级管道)或Ⅷ-1 篇规定的管道,其制造商必须获得ASME 认可并拥有规范标志印记资质。除符合本标准要求外,制造商还必须满足ASME B&PVC Ⅲ或Ⅷ-1 篇中所有适用的要求。制造钢管的板材必须符合ASTM A 240/A 240M 标准。用双面焊或其他熔敷方法的内外对接焊缝金属必须是完全焊透的。采用背衬并保留金属衬条的焊缝是不允许的。钢管要满足ASME B&PVC Ⅲ或Ⅷ-1 篇中所有有关焊接、热处理、无损检验和制造点的认可检验并在钢管打上规范标志印记。
每一‘批’交货钢管必须有经认可检验员签名的ASME 专用局部数据型式报告和制造商合格试验报告。所指的‘批’是指同炉号轧制材料,在同一批装炉中热处理的同壁厚钢管;对未热处理或在连续炉中热处理的焊接钢管,同一‘批’应指最多为61 m或不足61 m 的余数并为同炉号轧制材料、同壁厚焊接钢管。批装炉必须有30 ℃(50 ℉)范围的自动控温记录,连续炉也应有类似要求。每支钢管应以恰当方式标注其与制造商合格证相对的‘批’号。”
以上说明ASME 对添加填充焊丝的不锈钢焊接钢管质量的监管远严于不加填充焊丝的不锈钢焊接钢管。但其中对热处理炉温控制精度范围的要求是ASTM A 312/A 312M 等标准中都已有的。
②ASTM A 249/A 249M 中选择性附加要求S9在ASME SA 249/SA 249M 中注明为强制要求,即此类不加填充金属小直径连续单面焊一次成形的不锈钢焊接钢管必须采用ASTM E 213(金属管全周体积型UT)或ASTM E 273(焊缝区UT)方法按ASME SA 1016/SA 1016M(ASTM A 1016/A 1016M)规定的合格标准作无损(电)检验;若采用ASTM E 273,还必须同时采用ASTM E 309 或ASTM E 426(皆为ET 检验法)作全周体积型无损检验。这是因为ASME 认为这样的无损(电)检验(即UT 和ET)才是确保此类焊接钢管密实性质量的有效方法,而RT 检测则可能是无效的。无缝钢管从来就不用RT 检测,焊接钢管经过压力加工后就更无法用RT检测出细微的不连续性。
③ASME B 31.1—2012 中对焊接钢管纵向和螺旋焊缝质量系数E 的修正表明:以往(2007 年以前)规定只有经100%RT 的电熔化焊缝,现已修改为只要经100%RT 或UT,则单面或双面不加填充金属的焊缝,即autogenous 焊缝,都可以取E=1.0。这主要针对不锈钢钢管,特别是奥氏体不锈钢焊接钢管。这值得引起关注。
还要注意的是,ASME B 31.1—2012 中新添加了有关焊缝强度折减因子的102.4.7 条款:“高温条件下纵向或螺旋缝焊管的焊缝蠕变强度会比母材低,确定纵向或螺旋缝焊管最小壁厚时要根据这些钢管是按照材料制造的还是按照本规范规则制造的来决定一个折减因子。表102.4.7 给出了这一焊缝强度折减因子W。评估除纵缝或螺旋缝以外的焊缝,即环接焊缝的焊缝强度折减因子数值是设计师的责任。”ASME B 31.1—2012 中的表102.4.7 及所附加的注解指明,对奥氏体不锈钢焊接钢管,只有采用不加填充金属的焊缝并经ET+UT 检验才能取W=1。ASME B 31.3—2012 并未对其(表302.3.4)纵向焊缝质量系数作像ASME B 31.1—2012 一样的修改;但已在341.4.4 条款中确认了高温流体用奥氏体不锈钢和奥氏体高Ni 合金autogenously 焊管必须按材料作无损(电)检验。ASME B 31.3—2012 中新添同一焊缝强度折减因子W 取值表,且在文字中明确指明SEW 乘积(其中,S 为许用应力,E 为焊缝质量系数,W 为焊缝强度折减因子)是计算焊接钢管壁厚的应力值。由此可见,ASME B 31.3—2012 比ASME B 31.1—2012 更明确地指出了添加焊丝对高温工作奥氏体不锈钢焊接钢管的不利影响。
2.2 高Ni 含量的超级奥氏体不锈钢钢管
对高Ni 含量的超级奥氏体不锈钢钢管,ASME SB 标准与ASTM B 的差异如下。
(1) 除ASME SB 673、ASME SB 674 两项标准外,绝大多数ASME SB 标准均强制要求提供产品质保书,有时还包括试验报告;而对应的ASTM B 标准则只在用户订单中指明时才提供。
(2) 有两项ASME SB 含有此类高Ni 奥氏体不锈钢钢管的标准删去了对应ASTM B 标准中小直径薄壁军用管相关的内容。这似乎说明这类钢管是从军工应用开始的,但目前已不重要。
(3) ASME SB 804 是唯一的一项添加填充金属的高Ni 合金不锈钢焊接钢管标准(所涉钢种仅为N08367、N08925 两种高Ni、Mo 超级奥氏体不锈钢),其与ASTM B 804 的差别除添加晶间腐蚀试验(ASTM A 262 标准E 法、试样677 ℃敏化1 h)外,另外一处是跟ASME SA 358/SA 358 M、ASME SA 409/SA 409M 一样在标准名称下附加并明确指出(即前文2.1 节(4)①中已指明的文字)。
3 讨 论
上述差异反映了钢管使用设计者和制造商对钢管性能要求某些认识或学术观点上的分歧。这首先是各自不同的立足点或利益观差异所决定的:作为以钢管最重要的或主要的设计使用者为代表的学术团体,ASME 审定的ASME SA/SB 标准比ASTM A/B 标准要求显然要更严格些;而作为以制造商代表为主的学术团体ASTM 则可能更多地顾及制造成本及更广泛而不同的使用要求。因此,ASTM A/B 标准的宽容度必然要大一些。
3.1 关于热成形和冷成形定义
在ASTM A 941[2](该标准是所有ASTM钢管标准的参照标准)钢的术语中:热成形(Hot Working)是指再结晶温度以上的塑性变形加工;冷成形(Cold Working)则是再结晶温度以下的塑性变形加工。这里所指的再结晶是指钢在加热或冷却过程中发生晶体组织改变(即相变)的临界温度。该临界温度通常是冷加工成形过程中伴随加热所产生的一种新的无应变晶体组织时的温度。
但在ASME B 31.1—2012 中,热成形则是指某一临界温度(Tcrit)减去56 ℃以上进行的成形加工;(Tcrit-56 ℃)温度以下则为冷成形。此外,还明确指出铁素体碳钢、C-Mo 钢的Tcrit 分别为725℃、730 ℃;Cr-Mo 钢(如9Cr-1Mo 钢)的Tcrit 随Cr 含量增加为735~800 ℃。这里的临界温度显然也应该是跟相变有关的某一温度。由此可见,ASME所指热成形温度下限与ASTM 的定义是有差别的。
文献[5]则认为:伴随重结晶温度和形变速率/程度(strain rate)并可防止形变硬化的塑性变形称为热锻或热成形,或重结晶温度以上进行的有控制产品成形加工;变形硬化温度和形变速率/程度以下的金属塑性成形加工为冷成形,冷成形通常但未必都在室温下进行。可见,区分冷、热成形不仅只是一个温度,还有一个形变速率/程度。
以上说明美国金属学会国际部——材料信息学会(ASM International)早已注意到这里存在的分歧。其根源在于相变动力学或热力学的研究至今仍然无法说清楚这些问题,文献中涉及应力作用下奥氏体钢相变的试验研究也很罕见[6]。
3.2 关于热成形温度范围
ASME 和ASTM 钢管标准均未给出热成形温度范围。ASTM B 31.1—2012 虽给出了铁素体钢热成形的最低温度,但对不锈钢却只字未谈。原因是:不锈钢(特别是奥氏体不锈钢)的热成形温度范围影响因素较多,不仅与钢种的C 含量和化学成分有关,还与形变方法所决定的形变速度/比率有关;因此热成形温度是决定钢管制造质量、能耗状况的重要技术参数。但除了经验或认识水平不足以外,也不排除基于商业利益而故意保密。由文献[5,7]中给出的普通不锈钢热成形温度范围可知:①绝大多数18-8 型普通奥氏体不锈钢(包括304、316、321、347、348)的热锻温度范围均为950~1 230/1 250 ℃[5]。但文献[7]给出的数据则有不少差异;②Cr、Ni 含量较高的309、310 钢,热成形温度上限下降而下限提高,热锻温度范围很窄。这或许是ASME SA 376/SA 376M(ASTM A 376/A 376M)中不见其影踪的一个重要原因。③马氏体、铁素体不锈钢的热锻温度范围均取决于Cr 含量,Cr 含量提高时,热成形温度下限提高而上限降低。
值得注意的是:
(1) 固溶或退火热处理温度是指使M23C6等晶间析出或偏析相重新进入固溶体的合适温度。奥氏体不锈钢固溶或退火温度表明其数值总是处于热成形温度区间之内的某一点。但铁素体和马氏体不锈钢的退火温度却在其热成形温度范围以下。
(2) 欧洲标准对奥氏体钢热成形温度范围和固溶退火温度均明显有别于ASME SA 或ASTM A 标准。在EN 13480-4 ∶2012 标准[8]中,普通奥氏体钢热成形起始温度为1 000~1 150 ℃,终止温度≥750℃或≥875 ℃。
(3) 国内对这一问题的认识亦不尽一致。文献[9]中指出奥氏体不锈钢始终锻温度为 ∧1 200 ℃和(825~850 ℃)。文献[10]针对大直径奥氏体钢管研发指明的始终锻温度为1 200~1 250 ℃和950 ℃,并指明压下量(应变)为20%。两者均未区分钢种。可见这是一个已经或正在受到密切关注的重要参数。
3.3 关于H 级钢种
为什么ASME SA 标准特别关注H 级钢种?从表1~2 可见:ASME SA 删改的内容都是针对H 级钢种,即w(C)≥0.04%、w(Ni)∧20%的奥氏体钢种。原因是C、Ni 含量对奥氏体钢管加工和使用性能起着决定性的作用。
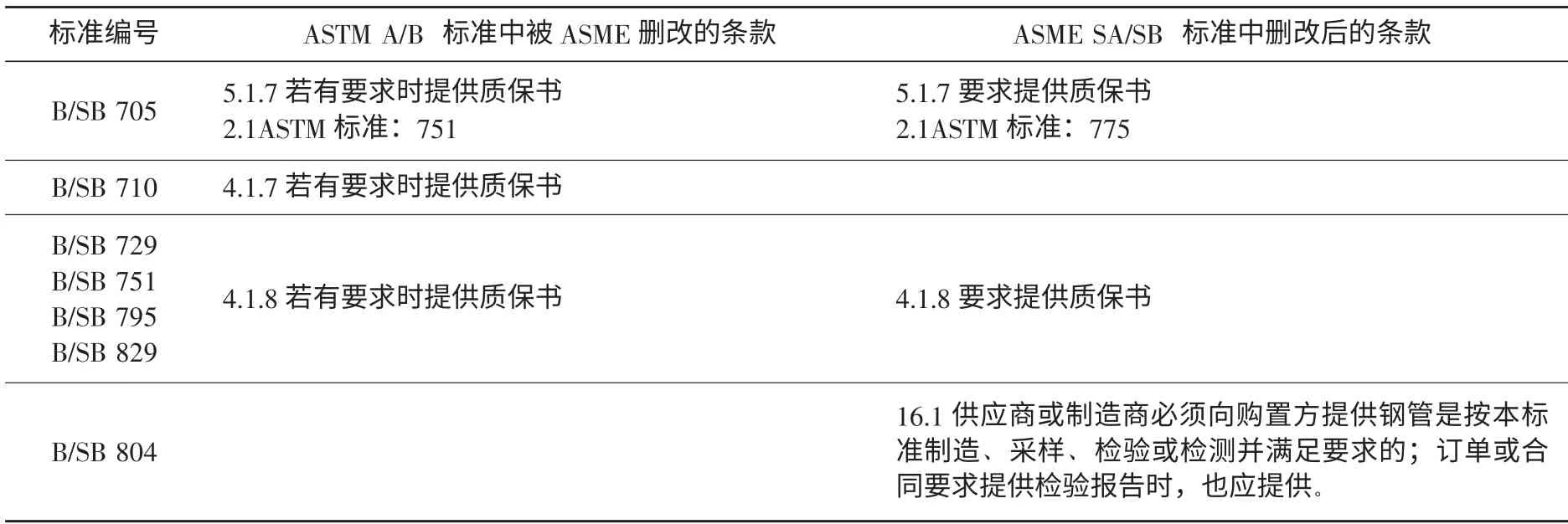
(1) w(C)=0.03%是室温下奥氏体中C 的极限固溶度。文献[11]在18-8 型奥氏体不锈钢伪二元相图(图1)的研究中指明:即使w(C)∧0.03%,在缓慢冷却的平衡状态下,奥氏体钢在室温下也会发生相变而成为α+M23C6;但在快速冷却(即固溶热处理)状态下却可使其保持在C 过饱和的奥氏体状态(图2)。若w(C)∧0.03%,即使固溶处理也可能不能完全避免M23C6晶间析出;C 含量愈高,M23C6析出倾向越大。但是加热到足够高温度,析出的M23C6则可完全固溶进入奥氏体。由图2 可见,对w(C)为0.03%、0.05%的奥氏体钢,M23C6完全进入固溶体时的温度分别为750 ℃和950 ℃,显然在这一温度以上进行热成形是最合适的。热成形温度上限既要考虑节能,也受高温δ 铁素体相变线(即图1 中黑色区域上限)限制,高温δ 铁素体的出现会因其脆性使成形阻力加大。需要注意的是:①950℃或750 ℃以下不是绝对不能进行塑性成形,只是M23C6的存在会使成形阻力加大,出现成形缺陷或瑕疵的概率增加;②图1 仅是18-8 型奥氏体不锈钢的伪二元相图,Cr-Ni 含量有较大变动时,图1~2 中所指相变曲线位置都会有变动,因此不仅是C含量,不锈钢中的其他合金元素都可能对热成形温度区范围有影响;③Nb、Ti 具有稳定碳化物的作用,因为C 优先与Nb、Ti 形成较为稳定的NbC、TiC(或TiC、N),故能抑制M23C6析出;④热成形应变速率或程度也可能影响实际相变温度。

图1 18-8 型奥氏体不锈钢的伪二元平衡相图[11]
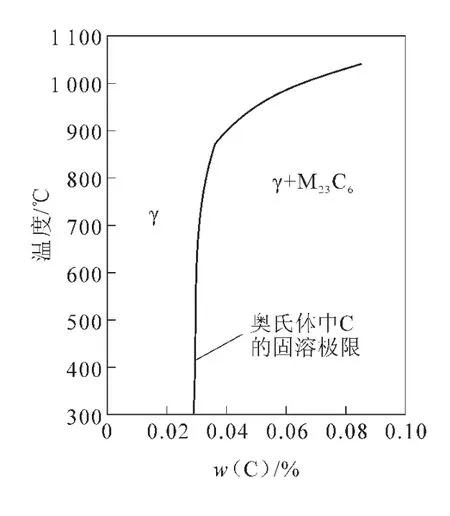
图2 18-8 型奥氏体不锈钢的固溶相图[11]
(2) C 含量又是决定奥氏体钢强度,特别是高温屈服强度和蠕变断裂强度[12-13]的关键因素。
①所有钢种的钢管其高温设计强度均随温度升高而迅速降低。304H、304L 钢管在38 ℃、427 ℃、649 ℃时的许用应力分别仅为室温屈服强度的67%、37%~51%、13%~20%。
②在ASME B 31.1—2014 表A-3 中对每一个钢种的钢管均列出了两行(种)最高许用应力,并注明较高的一行数据仅适用于允许有较大变形的应用条件,其所设计构件因永久变形而有尺度上的变化。ASME B 31.3—2012 中给出的数据实际是与ASME B 31.1—2014 中较高一行数据相似或相近,但也不完全相同的。这可能反映出动力管道的设计条件是以高温强度优先,而化工处理管道的设计条件则是以腐蚀条件优先的;因此ASME B 31.1—2014 表A-1M 中只列出304L 钢管在427 ℃以下的许用应力,而ASME B 31.3—2012 则一直列到815℃,只是其许用应力已十分微小。ASME B 31.1—2014 对其余大多数钢种的许用应力也只列到649℃,对于649 ℃以上的高温工作,ASME B 31.1—2014 则在表A-8 中专门列出了304H、321H、316H、347H、348H、310H 及S30815 等7 个H 级钢种和316L 钢管的许用应力。
③ASME B 31.1—2014 及ASME B 31.3—2012均明确指出对于538 ℃以上高温应用,304 及304N 等钢种所列数据仅适用于w(C)≥0.04%的实际产品。这是因为对TP304、TP304N 等钢种,标准规定的w(C)≤0.07%或0.08%,实际上这些产品有可能w(C)∧0.04%。由此可见,关注H 级钢种的实质是区分L 级钢种的使用和加工特点:w(C)∧0.03%的L 型钢种具有优良的塑性、韧性和加工性能,焊接热影响区一般不会有M23C6析出,热成形温度下限也很低;但其强度较低,特别不适合高温应用(316L 是唯一的例外)。而H 级及所有实际w(C)高于0.04%的奥氏体钢则相反。这是ASME B 31.1—2014 和ASME B 31.3—2012 都声明这一条件的背景。说明奥氏体不锈钢C 含量高低的区分不仅是对焊接或焊接钢管十分重要,对成形和无缝钢管也是同样重要的。
④ASME B 31.1—2014 及ASME B 31.3—2012所列不锈钢钢管高温许用应力数值均有印刷字体上的差异。ASME B 31.1—2014 的表A-3 注明用斜体字印出的数据是指该温度范围内所列应力将控制蠕变和断裂强度。例如,ASME B 31.3—2012 中的表A-3 所列304H、304N 和304 钢管若取表A-3中的低档值,593 ℃以上许用应力数值是斜体字;而若取表A-3 中的高档值,则566 ℃时许用应力数值就为斜体字。这是因为温度和应力数值都是控制蠕变的要素。金属材料应变(蠕变)-时间特性如图3 所示,当应力和温度增加时,材料的应变或蠕变速率迅速加快[14]。但在ASME B 31.3—2012 表A-1 中则注明其中的斜体字为该温度下期望屈服强度值的2/3,而粗体字则为该温度下期望屈服强度值的90%。这对于同样实测数据的不同取舍和描述究竟反映着何种设计理念(假定)或另有隐情,值得管道设计及业主考量。
⑤在ASME B 31.1—2014 表A-8 中无缝钢管和不加填充金属的焊管都列有7 个H 级钢管,但加填充金属的焊接钢管却只列有S30815 一个钢种钢管。同时低C 级的316L 钢管却也列在其中,说明316L 钢管可以在677~816 ℃高温区工作,且其许 用 应 力 并 不 亚 于 304H、 321H 及 310H、S30815,与347H、348H 也差别不大。这些都是特别值得关注的,但实际不论采用何种钢种,H 级钢管的设计应用壁厚都将较大。
(3) H 级奥氏体不锈钢无缝及焊接钢管都不可以在线固溶退火热处理,其原因可能有以下几点。
①热成形H 级奥氏体无缝钢管一般都是大直径、厚壁钢管,其热成形后的温度可能很不均匀,内外及长度方向都会有差异,且又难以精确测量,一般只能用光测高温计进行测量,甚至凭经验目测,其测量误差可能很大(采用热电偶的炉温测量一般也只能达到±15 ℃),再加上对热成形温度下限的认知分歧;因此,ASME SA 标准H 级不锈钢无缝钢管都要求热成形后重新进炉加热并强调保持足够长的时间。后者是ASTM A 不锈钢钢管标准中均未指明的。ASME B 31.1—2014 中129.3.4 节指出:“奥氏体材料管道构件应按表129.3.4.1 所规定的温度保持足够长时间,最少为10 min 或20 min/25 mm 壁厚两者中的较大值。”也就是说,奥氏体不锈钢钢管的保温时间至少是10 min,显然这对热成形H 级奥氏体无缝钢管是特别重要的。
②禁止H 级奥氏体不锈钢添加或不添加填充金属的焊接钢管作在线固溶退火,即禁止采用连续滚轧成形焊管机组中在线感应加热的固溶退火方法。原因是:这种始于小直径薄壁(2 mm 左右或更薄)奥氏体连续焊接钢管的固溶退火方法用在大直径、厚壁H 级不锈钢焊接钢管时难于保证内壁温度及足够的保持时间。值得注意的是,所有ASTM不锈钢焊接钢管标准也从未提及过固溶退火时高温保持时间。美国焊接学会(AWS)焊接手册早在1998年版就提出1.2 min/mm(壁厚)应该理解为达到所指固溶处理温度后的持续时间。壁厚较大时虽然可以通过降低频率增加感应加热穿透深度,但是也同时降低了趋表效应及加热的快速性,这意味内壁的升温将依赖热传导,奥氏体的不良导热性将延缓这一升温过程。因此,除非能提供足够的实测数据,其中包括所达到实测退火温度、保持时间及固溶处理后的金相分析,否则H 级大直径厚壁奥氏体不锈钢焊接钢管不可以采用在线固溶退火热处理。

图3 金属材料应变(蠕变)-时间特性
(4) 添加或不添加填充焊丝的H 级奥氏体大直径或厚壁不锈钢焊接钢管为什么都必须以焊后固溶热处理状态供货?ASTM A 358/A 358M(厚壁添加填充金属)和ASTM A 409/A 409M(大直径添加或不添加填充金属)都允许在用户要求或同意的前提下可以不经最终热处理状态供货。ASME SA 358/SA 358M 及ASME SA 409/SA 409M 均不允许H级钢种的这种“退让”。原因是H 级钢种焊接钢管热影响区敏化严重,焊态供货必存在严重晶间腐蚀、应力腐蚀开裂等潜在危险;焊管制造厂如果不解决焊接钢管的焊后热处理,用户实际上就会更难以实施这种热处理。因此,ASME 从设计选材角度就禁止这一原本就不合理的“选项”。
3.4 ASME SB 特别关注合格证及试验报告的原因
列在ASME SB 标准中的都是w(Ni)∧25%或35%的所谓超级奥氏体不锈钢,其生产和应用经验都很少,其中有些只是试制品;但原料和制造成本却很高,制造商总是试图尽可能减少技术数据的外泄和测试材料的消耗,既保护自己的市场优势又尽可能降低或控制生产成本;而设计者或用户则从材料使用及再加工角度出发要求充分了解其性能参数。可见,这是各自不同立足点和利益观的又一明确表露。
值得注意的是,ASME SB 673、ASME SB 674两项标准中涉及的N08904、N08925、N08926 钢种都已演变成w(Ni)为25%左右的钢种,近些年已先后列入ASME SA 312/SA 312M、ASME SA 213/SA 213M 等标准。因此,ASME SB 系列标准中只有这两项标准是完全等同ASTM B 标准的。说明随着生产、应用及认识程度的扩大和普及,这类差异终将自然消失。
4 启示和疑惑
标准化是现代社会提高简约化商品生产效能的一种重要保障制度,但是它也可能成为标准制订者通过标准垄断市场,从而阻碍竞争和技术进步的工具[15-16]。以上所揭示的美国钢管钢材标准中的“双轨”制(实际上,ASME B&PVC 中不仅对ASTM 的相关材料及NDT 标准,还包含了对AWS 的焊材标准的这种“双轨”制),是美国商品生产高度市场化和多样性一个缩影,它显然有助于打破通过标准达到垄断市场的弊端,同时也将有利促进技术竞争和进步。
由于历史的原因,我国的不锈钢钢管在21 世纪初以后才得到快速发展的。我国目前的不锈钢钢管产品标准基本上是由少数代表性制造厂制订的,我国锅炉压力容器及管道的设计者和用户对不锈钢钢管的认识和经验尚在积累之中。因此,学习并充分认识ASME、ASTM 同数字编号不锈钢钢管标准的差异,对进一步完善我国不锈钢钢管标准是十分有益的。近日,笔者读到NB/T 47019—2011,表明我国钢管标准已朝此目标前进。
值得指出的是:
(1) 作为确定不锈钢钢管壁厚的许用应力是设计和使用时的关键数据。ASME B 31.1—2014 标准中的表A-3、表A-8 及ASME B 31.3—2012 标准中的表A-1M 都是在少量实测数据的基础加上经验评估编制的。使用时必须注意每个表格前后的注解说明。例如:①上述表格中的高档值不能用在含有法兰接头的管道,以免因高温变形而泄漏;②每个表格中数据值有正、斜、粗体的变化及说明,但或有漏缺;③新添加的W 因子可能未及反映在其中;④表A-3、A-8 及A-1M 对同钢种、同标准、同温度的数据大多数是相同或十分接近的,但在某些特定温度或温度段有明显区别,应特别关注并探查原因。
(2) ASME B 31.1—2014 标准中的表A-8 有条件地新添加了316L 无缝钢管、锻件、管件及型材,这是否说明低碳型奥氏体不锈钢不得用于高温的传统观点已被突破?或应修改限定条件。
5 结 论
(1) 除了奥氏体不锈钢无缝钢管及焊接钢管,所有ASME SA 序列不锈钢钢管标准都是与ASTM A 序列同数字编号标准完全相同的。
(2) 除了对H 级钢种,即w(C)≥0.04%的奥氏体不锈钢钢管的热处理操作细节有删改以外,所有ASME SA 不锈钢无缝钢管及焊接钢管也是与ASTM A 同数字编号标准基本相同的。
(3) 对H 级奥氏体不锈钢无缝钢管,所有相关ASME SA 标准删改的要点是:H 级热成形管必须在热成形后重新加热并保持足够时间,然后再快速冷却完成固溶处理。也就是说只有L 级奥氏体不锈钢无缝钢管热成形后,只要温度足够高,可以依据ASTM A 相关条款随即快速冷却固溶处理。这是因为H 级钢种M23C6析出随温度下降极为敏感,H级钢管往往壁厚较大,采用热成形的又大多是大直径钢管,钢管温度不均且难以精确测定,再加上对热成形温度下限的认识并不统一。
(4) 奥氏体不锈钢的热成形温度范围是有关大直径无缝钢管制造质量和节能环保减排的重要工艺参数,它既跟钢管的化学成分有关,也与热成形方法所决定的变形速率/程度有关。国际上对热成形的定义及具体数值范围至今尚有争议;欧洲管道标准中最近指明的数据可能是有价值的,但要产生实际意义显然还有赖于实际测温方法的控制精度[17]。
(5) 对于H 级奥氏体不锈钢焊接钢管,所有相关ASME SA 标准的删改要点是:无论是否添加填充金属,所有H 级奥氏体不锈钢焊接钢管均必须以焊后固溶热处理状态供货,且不得采用在线感应加热固溶退火热处理方法。原因是H 级奥氏体钢热影响区敏化严重(即M23C6析出严重),钢管直径和厚度较大时采用中频感应加热方法恐难达到所要求的加热温度及保温时间。
(6) ASME SB 所列高镍含量奥氏体不锈钢钢管品种繁多,应用和产量有限,原材料及制造成本高。除个别标准外,所有ASTM B 标准均从制造商的市场利益考虑,注明仅在用户有要求时提供质保书及试验报告;而ASME SB 同数字编码标准则从设计及业主利益考虑全都修改为必须提供。这充分反映出两者各自的立足点和利益观。近年来此类钢管亦已见有少量引进,这一差别值得有关方面关注。
(7) 壁厚8 mm 以下的不锈钢焊接钢管应采用不加填充金属的焊接方法,8 mm 以上高温应用的H 级奥氏体不锈钢焊接钢管常不得不采用添加填充金属的焊接方法。ASME B 31.1—2012 和ASME B 31.3—2012 对焊接钢管质量因子取值条件的修正及新引入的焊缝强度折减因子纠正了长期流行的添加填充焊接钢管始终优于不加填充金属焊接钢管的不恰当认识,同时也更正了100%RT 是焊缝质量系数E=1.0 的唯一必要条件。
(8) 不加填充金属的奥氏体不锈钢焊接钢管宜采用UT 或UT+ET 作为焊缝质量系数E=1.0 的取值保障。现在美国管道标准与所涉ASME SA/SB 及ASTM A/B 所有不锈钢焊接钢管产品标准已完全一致。但欧洲管道标准引述的检验标准仍未完全认同,其原因值得进一步探查。
(9) 产品标准既是指导商品高效生产的方向标,也是国际贸易竞争的必要工具;不断修正并提高标准是提高产品档次的前提,更是提升竞争力的重要立足点。因此必须尽快跟进美国与欧洲相关标准不断更新的理念,也要分辨其中可能存在的“迷魂阵”,还要尽力参与并破解其中的争议。
[1] ASME International. ASME boiler & pressure vessel code section 11 part A,and part B[S]. 2010.
[2] ASTM International. ASTM standards DVD-ROM[S].2014.
[3] ASME B 31.1—2012(2014) Power piping[S]. 2014.
[4] ASME B 31.3—2012(2013) Process piping[S]. 2013.
[5] Daris O R. Metals handbook:desk edition[M]. 2nd ed.USA:ASM inter.,1998.
[6] 徐祖耀.材料相变[M].北京:高等教育出版社,2013.
[7] Davis J R. Stainless steels[M]. USA:ASM inter.,1994.[8] EN 13480-4 ∶2012 Metallic industrial piping. Part 4:Fabrication & installation; Part 5: Examination &inspection[S]. 2012.
[9] 贾风翔. 不锈钢加工技术[M]. 北京:化学工业出版社,2013.
[10] 陈香. 大直径奥氏体不锈钢无缝钢管的研究与实践[J].钢管,2014,43(5): 33-35.
[11] John Senriks A.Corrosion of stainless steels[M].2nd ed.USA:A Wiley-interscience publication John wiley &sons.,1996.
[12] Schaefer A O. Symposium on elevated temperature properies of austenitic stainless steels[M]. USA:ASME,1974.
[13] 何德孚,王晶滢. C+N 共控时代普通奥氏体不锈钢管性能控制——中外不锈钢管标准细节比较研究之五[J]. 焊管,2014,37(3):44-54.
[14] William F Smith,Javad Hachemi. Foundations of materials science and engineering[M].影印版.北京:化学工业出版社,2011.
[15] 何德孚. 从欧洲新颁不锈钢管标准看不锈钢管制造技术发展[J]. 管道技术与设备,2008(1):1-4;2008(2):1-3.
[16] 何德孚,王晶滢. 射线照相及其在不锈钢焊管质量检测中的应用——中外不锈钢管标准细节比较研究之六[J]. 焊管,2014,37(10):42-49;2014,37(11):40-46.
[17] 何德孚,王晶滢. 冷加工对不锈钢钢管耐蚀性的损害及其控制[J]. 钢管,2015,44(1):1-9.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:26
重型机械(2020年4期)2020-06-29 03:06:18
山东冶金(2019年1期)2019-03-30 01:35:32
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
焊接(2016年9期)2016-02-27 13:05:20
制造技术与机床(2015年10期)2015-04-09 07:06:00
上海金属(2014年5期)2014-12-20 07:58:31
