
M415B步进驱动器在柔性自动检测生产线中的应用
2015-04-12 05:26马中秋
黄冈职业技术学院学报 2015年2期
马中秋
(黄冈职业技术学院机电学院,湖北黄冈438002)
根据现代制造及自动化行业应用的特点,结合目前全球自动化程度相对高端的汽车制造业生产现场,对其自动生产线的工作过程和相关的技术进行研究,对现场设备进行改进和升级,并针对职业教育实践教学活动,专门设计和制作了柔性自动检测生产线。该生产线,有机融合了机械、电子、气动、传感检测、电机驱动与控制、PLC集散控制及工业通信网络等多种技术,主要由上料站、行车机械手站、提升机站、输送滚床站、四轴搬运机械手站、直线位移输送站、滑撬堆垛站、滑撬解垛站及滑撬转向站九部分组成。
图1 M415B步进驱动器外形图
使用该生产线能开展任务驱动的项目教学,能提高操作者对复杂柔性自动化生产线的设计、安装、接线、编程、调试、故障诊断与维修等综合职业能力和素质,适合机电一体化技术、电气自动化技术专业进行教学。本文主要讲述了在该生产线的行车机械手中如何使用M415B步进驱动器,来驱动滚珠丝杠旋转带动气动手爪上下移动。
1 M415B步进驱动器
M415B是采用中国专利技术生产的细分型高性能步进驱动器(M=Microstep),如图1所示,适合驱动中小型的任何1.5A相电流以下的两相或四相混合式步进电机。由于采用新型的双极性恒流斩波驱动技术,使用同样的电机时可以比其它驱动方式输出更大的速度和功率,其细分功能使步进电机运转精度提高1-64倍,每秒两万次的斩波频率,可以消除驱动器中的斩波噪声。另一有用的功能是静止自动减流:当电机处于停止状态时,输出电流可自动降至较低值,从而减少电机和驱动器的发热,静止电流值可由用户视具体应用自由设定。在用户期望低振动、小噪声、高精度、高速度的小型设备如气动打标机、贴标机、行车机械手、割字机、激光打标机、绘图仪、小型雕刻机、数控机床、拿放装置等,使用效果特佳。其电气指标参数、接线信号描述如表1和表2所示,电流、细分拨码开关设置如图2所示。

图2 电流、细分拨码开关设置

表1 电气性能指标

表2 电气性能指标
2 行车机械手
2.1 行车机械手结构
本行车机械手主要完成对上料站汽车模型的夹取、搬运,最后将汽车模型安放于输送滚床上的滑撬工件上。其由交流伺服电机、两相步进电机及驱动器、涡轮蜗杆减速传动机构、齿轮齿条传动机构、滚珠丝杠传动机构、双导杆平行气夹、传感器、限位开关、电磁阀、钣金结构件及机械零部件等组成,如图3所示。伺服电机用来驱动涡轮蜗杆减速机带动齿轮在齿条上旋转,达到行车左右移动的功能。步进电机用来驱动滚珠丝杠旋转带动气动手爪上下移动。双导杆平行气夹用于夹取汽车模型,用二位五通的带手控开关的双控电磁阀控制,电磁阀安装在带有消声器的汇流上,当PLC给电磁阀一个信号,电磁阀动作,平行气夹张开或夹紧。磁性传感器用于平行气夹的位置检测,当检测到气缸准确到位后给PLC发出一个到位信号。限位开关用于行车左右移动限位,提升上下运动限位,当碰到限位开关后,运动停止同时给PLC发出一个限位信号。

图3 行车机械手
2.2 行车机械手工作过程
其工作过程为,系统上电,按复位按钮,执行回原点操作,当到达原点位置后(行车右行限位、丝杆上限位为ON),按启动按钮,系统启动。若上料站检测传感器检测到有汽车模型时,机械抓手下降(丝杆下限位为ON)抓取汽车模型,夹紧后上升到位,按设定的距离送往输送滚床站,滚床输送站传感器检测到有滑撬到位后,机械手下降(丝杆中限位为ON)放置汽车模型至滑撬上,然后上升并返回原点,等待执行下一次搬运。
2.3 M415B步进驱动器接线图及设置
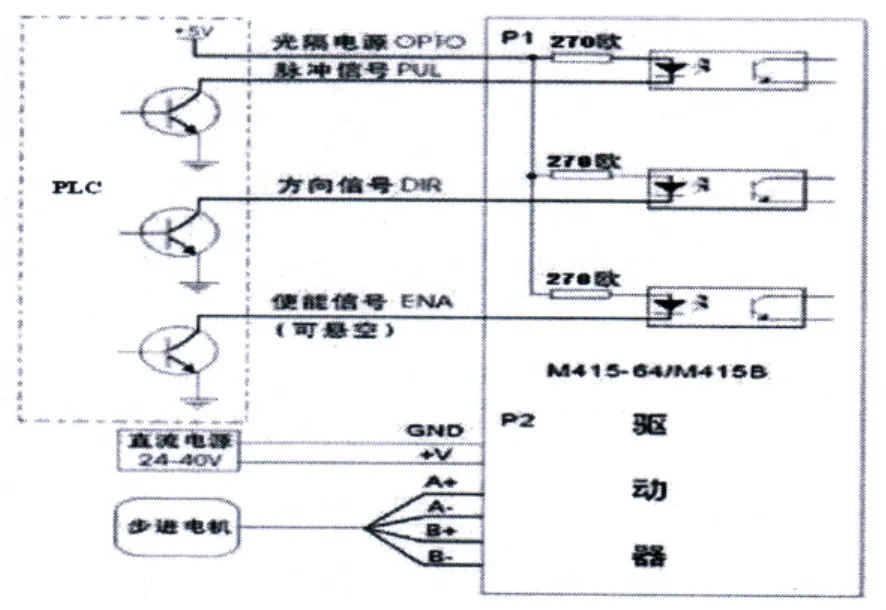
图4 M415B步进驱动器接线图
在该行车机械手中,所用步进电机的型号为42J1834-810,DC1A,4.6Ω,M415B 步进驱动器接线,如图4所示,使用24V电源时,在信号线上需加2K电阻。另外,电流、细分拨码开关设置,如表3所示。

表3 M415B步进驱动器参数设置
3 应用小结
在柔性自动检测生产线中,通过使用M415B步进驱动器来控制步进电机,实现驱动滚珠丝杠旋转带动气动手爪上下移动的功能,并取得了低振动、小噪声、高精度、高速度的效果。另外,利用带M415B步进驱动器的生产线进行步进驱动器的认识、连接、参数设置、调试及故障维修等实践教学,增强了学生使用、设置、安装、调试及维修步进驱动器的专业技能,培养了学生发现问题、分析问题、解决问题的逻辑思维能力及良好的职业素养等,达到了预期目标,受到了企业用人单位的高度肯定。
[1]徐东明,周嵘.模块化自动生产线在机电实验教学中的应用[J].实验科学与技术,2009(1).
[2]赵玉良.面向柔性自动化生产线的汽车轮毂识别系统[D].东北大学,2007.
[3]柔性自动检测生产线说明书[Z].天煌科技有限公司,2011.
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
课堂内外(初中版)(2021年2期)2021-05-21
电脑爱好者(2020年6期)2020-05-26
哈尔滨轴承(2020年4期)2020-03-17
小猕猴智力画刊(2018年3期)2018-06-12
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
北京航空航天大学学报(2017年5期)2017-11-23
光学精密工程(2016年5期)2016-11-07
专用汽车(2015年1期)2015-03-01
