某车铣中心系统死机故障的分析与维修
2015-04-08 02:04宓方玮黄贤超王志鹏董春强
制造技术与机床 2015年7期
宓方玮 黄贤超 王志鹏 董春强
(中国工程物理研究院机械制造工艺研究所,四川 绵阳 621900)
成都某公司2002 年进口某车铣中心,2014 年4 月1 日在加工过程中出现显示屏乱显、键盘灯闪烁的故障,系统死机。笔者在接到该公司的维修请求后,通过对机床状态和技术资料的深入分析,在较短时间内查明故障原因,并恢复了机床功能,受到使用单位高度好评。
1 故障现象
机床在加工过程中出现显示屏乱显、键盘灯闪烁的故障,系统死机,机床重启后操作面板键盘灯恢复正常显示,但是报警有120202“wait for connection to NC/PLC”以及“PLC 通讯失败”等信息,机床无法操作。
2 故障检查及分析
2.1 机床配置说明
该车铣中心采用SINUMERIK840D 数控系统、SIMODRIVE611D 驱动系统、NCU573.46FC5357-0BB34-0AE0。其数控系统软硬件配置见表1。

表1 数控系统软硬件配置表
数控系统第一通道控制X、Y、Z、B、SP、C 等加工运动轴,第三通道控制Q1、Q2、Q3、Z1 等刀库系统运动轴。
2.2 故障检查与分析
从报警信息看主要有急停报警、120202 报警和PLC 通讯失败等,其他报警属于附带报警可以不考虑。查看PLC 输入输出状态时的显示都是“#”号,这就表明PLC 没有通讯。
上述报警是通讯网络的故障,排除过程涉及软硬件,需要逐一梳理。
第一,检查工作电源:通过对MMC103 专用电源、+24 V 电源的检查,上述电源无论是空载和带负载的条件下工作都正常,电压波动在允许范围内,可以判断工作电源没有故障。
第二,检查MMC103:MMC103 操作面板控制单元是一台没有显示器的计算机,配有硬盘,采用Windows95 操作系统,内置操作软件。MMC103 作为OPI上的一个节点,通过MPI 总线与NCU 交换信息。启动后自检正常,进入Windows 以及840D 系统的过程完整,没有报警信息和中断情况发生,LED 数码管显示数字为8,可以判断MMC103 没有故障。
第三,检查NCU573.4:是SINUMERIK840D 的数控单元,NCU573.4 最大可控轴数为12,内部集成了SINUMERIK840D 数控CPU 和SIMATIC PLC CPU 芯片,包括相应的数控软件和PLC 控制软件。检查X101、X102、X111、X121、X122、X103A、X172 等电缆插头,连接正常,没有松动;检查X101 所接的MCP、MMC、HHU、Distributor box、PLC、NCK、通讯电缆、电源模块的设备总线、屏蔽线、OPI 网络连接单元的终端电阻设置(始/终端单元终端电阻开关必须设置为ON,中间单元终端电阻开关设置为OFF),没有发现错误;PCMCIA 存储卡与插槽连接正常;S3、S4 旋转开关位置选择均为“0“,正常;七段显示H3 显示数字为”6“正常;错误和状态显示灯H1/H2 均为“+5 V”、“PR”绿灯点亮,正常;但是不能排除软硬件存在故障的可能性,需进一步检查。
第四,检查设置:当MMC 中MPI/OPI 的地址设置与NCU 中的设置不一致时会导致MMC/NCU 之间的通讯无法建立。
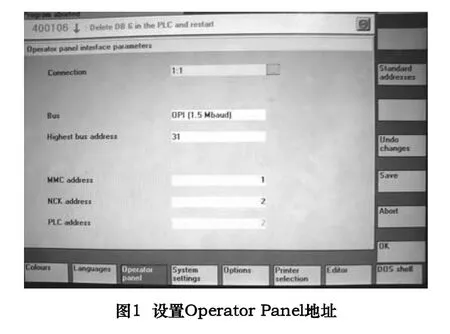
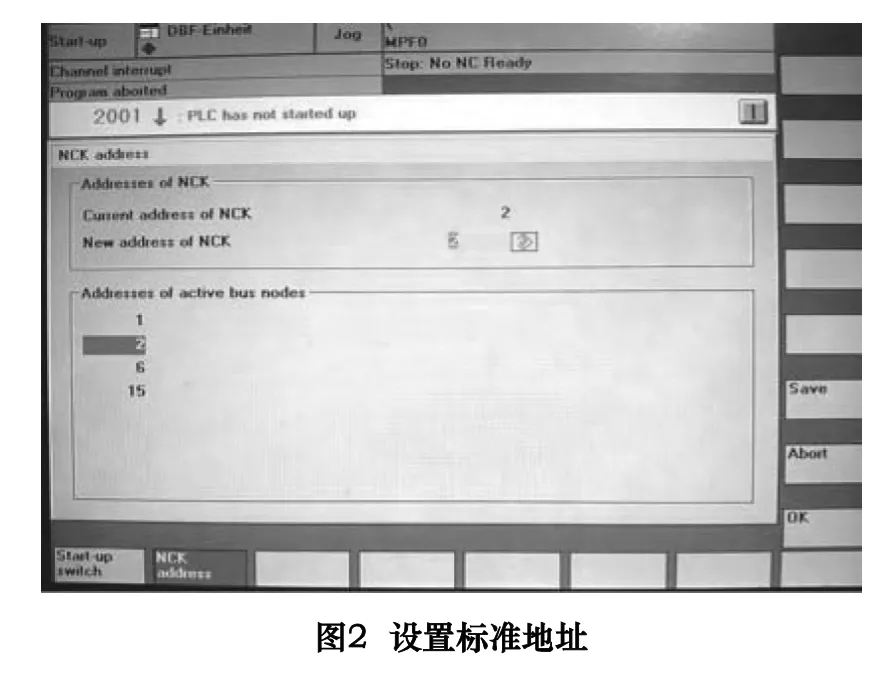
由图1 和图2 的设置界面可以看出MPI/OPI 的地址设置与NCU 中的设置一致,其中机床厂家的标准设置为2。
为了进一步验证通讯设置,将NCK 的地址设置为标准地址13,重启后故障依旧;再将图1 中的BUS 改为MPI(波特率为187.5 kbit/s),NCK 地址改为2,这时PLC 地址就可以进行更改了,改为3,图2 中的NCK地址改为2,重启后还是无法建立通讯。
这就说明原来的通讯设置是正确的,改回原设置。
第五,检查PLC 数据:上面的检查已经证明硬件连接和地址设置没有问题,现在要做的是验证是否由于PLC 程序部分损坏造成通讯失败。
从NCU 错误和状态显示灯H1/H2 均为“+5V”、“PR”绿灯点亮,以及键盘灯正常显示的现象来看NCK 能够通讯,PLC 处于运行状态,基本程序成功调用了FC19 模块,MCP 可以使用。
按下急停按钮,通过NCU 上的S4 开关进行PLC总清:将S4 开关由正常的0 位置拨至2,这时PS 灯亮;然后再拨至3,保持3 s,等待PS 灯慢闪2 次;在3 s内快速执行下述操作2→3→2,这时PS 灯快闪;等PS 灯快闪结束,将S4 拨回0 位置,完成PLC总清。
PLC 总清后,进行PLC 系列备份文件的回装。但是安装过程中出现“NO PLC MEMORY ENOUGH”的信息,回装失败。依然建立不了通讯,键盘灯闪烁。
第六,检查NCK 数据:PLC 数据无法回装,有可能NCK 数据出现问题,需要对NCK 数据进行重新安装。(NCK 数据重装后会导致机床伺服轴零点位置、换刀位置发生变化,今后需要对机床进行初始化调试,恢复过程非常麻烦。)
按下急停按钮,通过NCU 上的S3 开关进行NCK总清:将S3 开关由正常的0 位置拨至1;按一下复位按钮S1 或执行NCK RESET;待NC 启动成功,7 段显示码显示为6,再将S3 开关拨回正常的0 位置,这时系统出现4060 报警号“standard machine data loaded”,至此NCK 总清完成。
同时,再次总清PLC。
重启后,120202 报警和PLC 通讯失败等依然存在,回装NCK 系列备份数据成功,但PLC 系列备份文件的回装依然失败。
第七,用STEP7 软件检查NCU:断开原X122 电缆接头,使用笔记本电脑,通过X122 接口与NCU 连接,这样做的目的是利用SEOP7 软件检验X122 口能否正常进行PLC 通讯。启动机床,再启动STEP7 软件,这时可以与NCU 的PLC 建立连接。再次总清PLC,将用STEP7 软件备份的机床PLC 备份数据DOWN 下去,可以完成安装,但是出现如下现象:NCU 上右列H2 的PLC 状态PS 灯和PF 灯持续闪烁一段时间后熄灭,PR 灯开始不停闪烁。机床故障现象没有发生改变。
至此我们判断NCU 硬件可能出现了故障。
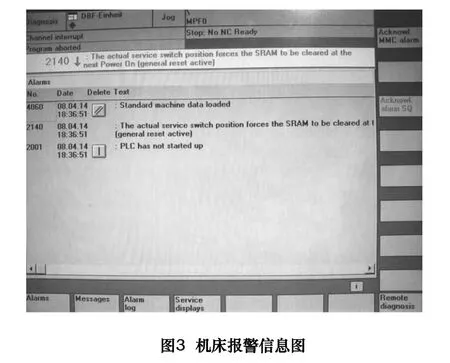
第八,更换NCU,重装系统:安装上新的NCU 备件,总清NCK 和PLC,这时出现了如下现象:120202报警和PLC 通讯失败消失,只有4060、2001、2140 报警(见图3),现象发生了变化,这说明我们的判断是正确的。更换新的NCU 后,MMC 和NCU 建立起了PLC 通讯。重新按照第七步的步骤执行,PLC 备份数据安装成功,操作面板键盘灯恢复正常显示,然后进行NCK 系列备份数据的回装,回装后,机床恢复了正常。
弹起急停按钮,按下机床启动按钮,但是机床启动后再次出现机床最开始的故障现象。看来机床还存在其它故障。
第九,检查OPI 数据总线:上述8 个步骤的检查,涉及全部的软硬件,期间排除了NCU 故障,目前唯一的可能性就只有OPI 数据总线或许存在问题。重新制作从NCUX101 接口到MMC 的MPI 数据总线,断开原来的MPI 数据总线接头,接上新线,总清NCK、PLC,重新回装备份的NCK 和PLC 系列备份数据后,机床状态与步骤八相同,弹起急停按钮,按下机床启动按钮,机床恢复正常状态。恢复正常各电缆接线及机床正常工作状态,反复多次启动机床,均没有出现故障,至此机床貌似完全恢复了。
第十,检查MPI 数据总线:第二天重新启动机床,准备进行初始化调试时,故障竟然又再次出现了。这非常令人困惑,一时间不知如何下手:新更换的OPI 数据总线电缆不应该损坏,检查各线缆接头也没发现问题。断开X122 电缆接头,接上笔记本电脑,用STEP7检查PLC 通讯,通电后,机床又能够正常启动,断电后再次接上原电缆插头,故障再次发生。现在可以断定,连接X122 接口的电缆线发生了短路故障!该机床的X122 接口的电缆线是连接到机床操作面板侧面的一个9 芯插座,相当于X122 接口的延长线,用于连接外部PC 机进行PLC 程序调试,平时没有使用,断开该接口对设备运行没有影响。
第十一,机床初始化调试:机床重装系统后,由于各伺服轴使用的是绝对位置编码器及光栅尺,刀库、机械手、换刀位置、各伺服轴零点都会发生变化,机床安全集成就会限制各轴的动作,必须进行初始化设置和调试,机床才能正常使用,这个过程非常复杂,且与本次故障修理无关,本文不做论述。
初始化设置和调试完成后,重新穿线,替换原来的X101 的MPI 电缆线和X122 的PG-MPI 电缆线,至此完成机床维修工作。
3 故障原因分析
3.1 OPI/MPI 总线原理简介
在SINUMERIK840D 数控系统中,各个操作部件与NCU 的连接可以通过OPI 总线接口,也可以通过MPI 多点接口总线。OPI 总线接口与MPI 多点接口一样,都属于MPI 接口协议。只不过OPI 总线接口传输波特率为1.5 Mbit/s,最大电缆长度200 m,而MPI 总线接口传输波特率为187.5 kbit/s,最大电缆长度1000 m。在一个OPI/MPI 总线网络中每个操作部件都有一个节点地址,如本机床MMC 的地址就设定为2,这个节点地址通常不能修改,否则就会通讯失联。
3.2 导致故障的原因
本次故障维修我们查到了3 个故障点:NCU 板卡、OPI 电缆线和PG-MPI 电缆线。从替换下来的OPI 电缆线和PG-MPI 电缆线上发现由于机床已经使用了12 年,长期经受泄漏的油液侵蚀、切屑造成的损伤,拖链的挤压磨损等原因,OPI 电缆线和PG-MPI电缆线均出现硬化和破损,在个别位置时裸露的铜线会接触到坦克链外壁,出现局部短路,从而破坏了PLC通讯连接;机床在正常工作情况下,通讯总线电缆线局部短路造成PLC 通讯的中断,产生的冲击破坏了系统的机床数据和PLC 数据,进而造成NCU 内部PLC 局部硬件电路的损坏。
3.3 故障的难点分析
故障的难点之一是NCU 的故障判断:NCU 启动后的各项显示灯均呈现为正常工作状态,而目前NCU573.46FC5357-0BB34-0AA0 早已停产,购买价格接近10 万元,所以要慎重处理。
故障的难点之二是NCU 能够通讯而PLC 通讯失败,涉及软硬件,故障时隐时现,状态时好时坏,给排查工作造成很大困难,也走了不少弯路。
3.4 维修小技巧
在进行数据恢复操作时一定要把NCU 上的S4 开关拨至2 位置,使PLC 处于停止状态,否则容易出现安装错误。例如,在此次维修中就发现S4 开关处于正常运行位置0,在进行NCK 系列备份回装时,会出现回装到某个文件时出现中断的现象,导致数据恢复操作的失败。而S4 开关在2 位置上再进行NCK 系列备份回装操作就不会出现问题。这在SINUMERIK840D数控系统技术资料中是查不到的。当然这也不是绝对的,我们在对其它采用SINUMERIK840D 数控系统机床进行数据回装时,S4 开关在0 位置上,没有出现问题。
NCU 上的S4 开关拨至2 位置,使PLC 处于停止状态,目的是避免某些状况下特别是控制结构复杂的数控设备,在数据回装时PLC 进行数据调用而导致的安装错误。
4 结语
该车铣中心系统死机故障这一维修案例为我们提供了如下的经验教训:对于这种隐藏很深的故障,在维修时,如果不注重对技术资料的研究和对技术原理进行认真理解和分析,只是通过表面现象去处理问题,很容易把自己陷入误区,做费很多无用功;另外一个方面说明该设备的布线工艺存在一定的问题,今后维护中需要引起足够的注意。
此次维修我们从原理和实际现状方面出发,逐条梳理可能导致故障的各种原因,熟练掌握了数控系统数据回装的方法以及机床初始化调试的技术手段,对这种复杂结构数控系统有了深入的了解。
[1]机床操作说明书[Z].
[2]机床维修说明书[Z].
[3]SINUMERIK840D 数控系统参数说明书[Z].
猜你喜欢
中国设备工程(2022年12期)2022-07-11
制造技术与机床(2019年2期)2019-03-06
商品与质量(2018年47期)2018-12-07
通信电源技术(2018年3期)2018-06-26
读者·校园版(2018年6期)2018-03-01
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27