
浅谈软件仿真及分析功能在注塑机中的运用
2015-04-02 18:27许颖严文超杨红
智能制造 2015年3期
许颖 严文超 杨红
通过合理运用软件仿真及分析功能,可以较好地辅助注塑机结构设计参数及注塑工艺参数的设定和调整。本文通过实例阐述了引入此类方法的过程。能够使设计人员、生产制造人员和操作人员根据实际工作的需要,在不同的程度上受益,起到事半功倍的作用。
注塑机是一种综合性较强的机电一体化设备,主要由注射装置、合模装置、液压传动系统和电气控制系统组成。而注塑机的核心包括注射装置和合模装置(其中包含调模机构)都属于机械部分,它们的设计有着非常重要的作用。而该部分的设计难度较大,如注射装置的塑化驱动,合模装置的开合模设计及调模装置的调模行程等,如果能够较好地运用软件进行辅助设计,则可以使难度大幅度降低,并且可以使设计过程变得直观。运用校企合作的方式解决关键的技术问题是一个较好的资源共享的方法,通过近期的努力,我们将计算机软件的仿真和分析技术较好地运用到了注塑机的机械结构设计、生产及注塑操作方面。
一、软件仿真在注塑机机械结构设计中的运用
近些年来软件的仿真和分析在各个领域中的运用越来越普及,对于注塑机机械结构设计也不例外。比如在对注塑机合模装置的设计中,合模装置的形式按其实现锁模力的方式不同,可分为机械式、液压式和液压—机械式三大类,其中液压—机械式合模装置是运用最为广泛的。该合模装置主要有液压单曲肘、液压双曲肘及液压撑板式合模装置,而液压双曲肘合模装置在中小型注塑机中占有相当大的份额。对于合模装置中的调模机构,运用较多的是拉杆螺母调距,为了保证四根拉杆在调模过程中位置的一致性,设计了多种调模机构联动系统来予以实现,采用较多的是齿圈传动机构、链传动机构和蜗轮蜗杆传动机构,目前我们所设计的注塑机设备运用的是链传动机构。
1.用软件仿真功能设计液压双曲肘合模装置
液压双曲肘机构按组成曲肘的铰链数可分为四孔型和五孔型;如按曲肘排列位置又分为斜排列和直排列。目前使用最多的是五孔斜排列双曲肘机构。
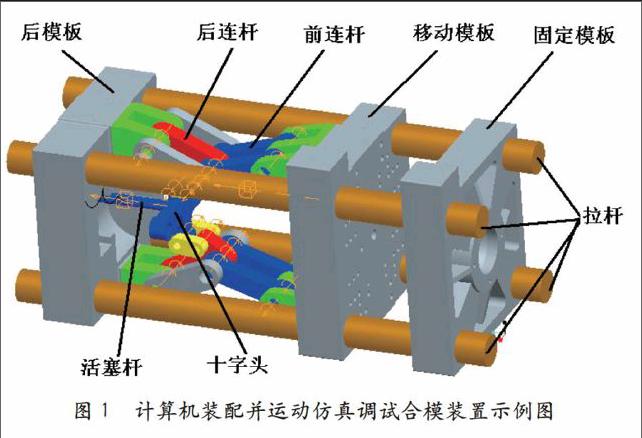
注塑模具分别安装在固定模板和移动模板上,肘杆的支撑部分安装在移动模板和后模板上,驱动油缸安装在后模板上。合模机构工作时,由驱动油缸驱动十字头后,带动肘杆推动移动模板在机架上来回移动,完成合模机构的开闭模动作。
由注塑机合模装置的运动原理可以看出,双曲肘的设计及装配直接影响到整个合模装置的运行精度。所以合模装置的设计首先是要使液压双曲肘机构能够达到最佳状态。对双曲肘机构进行设计时,通常我们会进行理论计算,然后对计算的结论进行优化设计,但传统的方法计算起来过程繁琐、误差大。对于该机构的设计是在注塑机中最早引入软件的仿真功能进行辅助的,在这个仿真过程中,我们把液压双曲肘合模装置作为曲柄连杆滑块机构予以考虑,只研究驱动油缸的移动距离,动模板的移动距离和斜排列时的夹角,而不考虑模板的结构和肘杆的形状。借助软件的优化和仿真验证,确定了各铰链孔的位置后,再由该结果来对肘杆进行结构形状的设计。
合模装置中的模板、拉杆、肘杆及十字头等机械零件属于整个装置的关键零件,借助软件强大的三维设计造型功能,可以较为全面地分析这些关主件的结构。特别是在设计模板、十字头时,主要从铸钢件标准对其工艺孔和各支撑部分的板厚入手,进行合理的布局。同时在进行三维造型时,还可以根据现实生产中的实际需要而灵活调整模板结构,使抽象的设计过程变得直观,并能达到满意的效果。
产品的装配是生产制造过程中的最后一道也是最为重要的一道工序,尤其是类似注塑机合模装置这种较为复杂的机构,利用计算机软件进行动态的装配起到了非常好的辅助作用。将所有设计并创建好的各零件的三维实体模型组合在一起,可以从各个视角观察各零部件之间的配合情况,再由该软件的运动仿真功能来调试合模机构。
运用软件仿真功能装配调试那些通常情况下不太好把控的合模装置,有着直观、修改简单的优势。先将所有的零件组装成部件,然后将部件按设计要求进行安装,再通过仿真验证移模行程及各肘杆、模板的装配位置,并通过分析仿真中所出现的问题修改相关零件的形状尺寸,这样可以起到精确设计结果的作用。
2.用软件仿真功能设计链传动调模机构
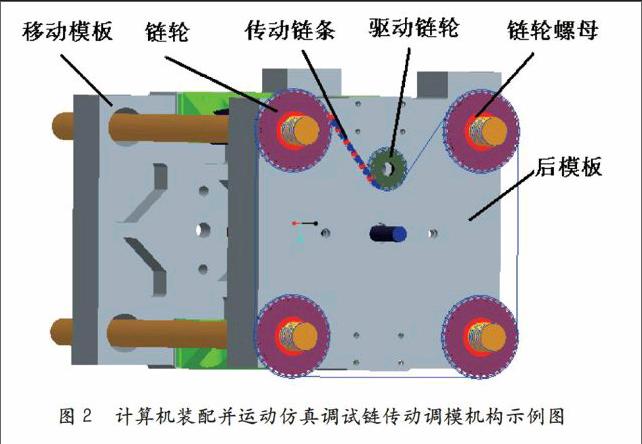
链传动调模机构包括拉杆螺母调距和链传动联动系统两大部分,所以要较准确地分析链传动调模机构,就必须从螺旋传动和链传动两个角度进行考虑。首先链传动属于柔性连接,是软件仿真中较难实现的一种,其次如何将螺旋传动和链传动组合起来,在仿真过程中同时完成现实操作过程中的联动,是要面临的另一个更大的难题。于是我们在设计过程中通过拉杆螺纹设计——链轮、链节设计——链条装配——调模机构整体装配——联动仿真模拟——校调等,将链传动调模机构在软件仿真中完整地实现。
调模时,由液压马达直接控制驱动链轮,由驱动链轮带动链条运动,再将运动传递给与拉杆相连接的四个链轮,通过链轮中的链轮螺母使后模板在拉杆上可以做往复移动。
对于调模机构而言,链轮、链条和链轮螺母是整个装置的关键零件,但此类零件的设计并不是难点,调模机构的装配才是至关重要的,因为调模运动过程必须要保证四根拉杆的协调同步,否则会使后模板的移动受阻,甚至会影响到拉杆的受力。在以往的装配过程中,需要大量相当有经验的生产制造人员,面临突发的情况还要进行长时间的调配。在这个环节运用软件仿真可以非常好地反映出调模机构现场装配过程可能出现的各种状况,在实际生产装配前采取适当的预防措施。
二、软件分析功能在注塑工艺中的运用
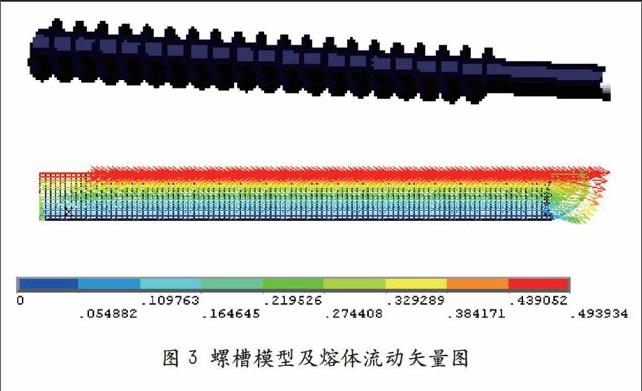
螺杆式注射装置是目前最常用的一种,注塑螺杆的塑化过程是由固体、熔融和熔体输送三个过程组成的。随着螺杆的转动,落入料筒加料口的塑料被不断向前输送,在输送过程中,塑料原料被压实,塑料温度不断升高,被逐渐塑化成粘流态向螺杆头部聚集,并建立起一定的压力。在整个塑化过程中,螺杆不仅要作旋转运动,还要作轴向往复运动。
物料塑化过程受到速度、压力和温度的影响,而整个塑化过程是操作人员无法看到也无法摸到的,于是这三者之间如何在空间和时间上有效地联系起来,便成为了一个难以解决的技术问题。以往都是用技术人员长时间摸索而积累的经验来指导生产的,通常为了满足要求,生产企业不得不通过试模来进行分析,而这样需要消耗大量的人力物力,在缺乏理论支持的同时也存在很多的不确定性。而利用软件分析功能则可以弥补这一缺陷,同时还可以大大地节约生产成本,提高生产率。
首先可以利用软件分析熔体沿螺槽方向的流速变化,通过这样的模拟分析可以较好地把握熔体的流动速度与熔体所处的位置之间的相互关系,并通过设定参数予以调节。
另外,利用软件分析熔体沿螺槽方向的压力大小,通过这样的模拟分析可以判断工艺参数的选取是否合理,当压力的变化没有超出系统的设定值时,我们可以把它作为可供选取的条件之一,反之则不能用于生产。同时可以对熔体的温度场进行分析,对于分析结果中能量所产生的那一部分温度要单独考虑。从图 4和图 5所提供的数据中可简单地观察到在已有工艺参数下生产该种产品时的熔体压力及温度的变化。
注塑螺杆的塑化过程是非稳态的,即使是在熔体输送过程中也不例外。不同的螺杆参数,不同的加工工艺条件对熔体输送过程都有影响。运用上述方法对熔体输送过程进行计算机仿真模拟,结合熔体输送率、熔体压力和熔体温度选择工艺参数,为工艺参数的确定提供了一定的理论依据。
三、结语
由于注塑机的操作包括机械、液压及电气等多个方面,所以对于设计人员、生产制造人员和操作人员来说,要掌握这些技能都要经过大量理论和实践的培训。
随着数字化、自动化的发展,目前大多数注塑机都由电脑控制,因此需要利用计算机软件仿真和分析功能让设计人员对所设计的结构有一个较为清晰的了解,让生产制造人员知道产品零件的特点和装配过程中的关键,并且可以让多个操作人员同时接受培训,在一定程度上节约了培训成本。另外,运用这样的方式可以让参加学习的人员不只针对一种产品,而是对多类产品的参数都有所了解,能够提高并拓展他们的能力。endprint
猜你喜欢
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
中国塑料(2016年6期)2016-06-27
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国塑料(2016年9期)2016-06-13
中国塑料(2016年1期)2016-05-17
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国塑料(2015年11期)2015-10-14
河南科技(2015年2期)2015-02-27
