
核电厂TES 水泥固化线控制策略研究与应用
2015-04-01 01:02薄晶杰刘锦洋
自动化仪表 2015年11期
薄晶杰 林 锋 刘锦洋 王 星
(深圳中广核工程设计有限公司1,广东 深圳 518172;深圳行健自动化股份有限公司2,广东 深圳 518000)
0 引言
水泥固化线作为一种核电厂运行期间产生的固体废物的处理工艺,长期以来被国外供货商垄断,但近一两年来,具有自主知识产权的固体废物处理系统自主化设计方案相继在国内多个CPR1000 项目上成功实施,彻底打破了国外供货商的垄断局面。随着工业自动化水平和数字化控制水平的日益提高,更加可靠、先进的数字化控制系统也投入应用在水泥固化线生产工艺中,同时更加合理、高效、有针对性的控制策略也应运而生。
1 ISA-S88 标准概述
S88 标准共有4 个部分,分别是S88.01、S88.02、S88.03 和S88.04,水泥固化线控制方案参考了S88.01的模型标准。S88. 01 标准的全称为ANSI/ISA -88.01 -1995,批处理控制部分1:模型和术语。这一标准得到了国际上的广泛接受,它被开发并针对用于批处理工业。
在工业行业有很多批处理工艺,同样在食品、饮料、制药和造纸也有这样的工艺。批处理过程的特点之一是如果把不同批次的产品放在一起,很难区分是哪一批生产的产品;其另一个特点是用同一种设备可以生产出不同的最终产品,对设备提出了高度柔性的要求。S88 标准为批处理控制提供了柔性的方法。
S88 标准中包含了模型和术语,用来构建生产过程的结构,其主要概念是把设备的控制和生产的过程相分离,这就使得使用相同的设备、执行不同的过程、生产不同的产品成为可能。该标准是按批处理过程开发,同样也适用于连续的和离散的过程,如果这些生产过程中需要一定程度的柔性,那么就可以应用S88标准。
S88.01 提供了一种层叠模型,用来对物理设备进行结构化的描述,被称为物理模型。控制系统工程师可以基于这个模型,对设备所有可能的功能进行编程。
S88 标准不仅是一种软件、设备和程序标准,更是一种思维方式、设计理念。
2 水泥固化线系统简介
2.1 系统组成及功能说明
CPR1000 项目中固体废物处理系统(solid waste treatment system,TES)主要分为两部分,上游为浓缩液、废树脂的收集和贮存;下游则是固体废物的处理。在某核电厂项目中,即采用水泥固化生产线工艺。水泥固化线的功能是采用水泥作为固化剂,对TES 系统所收集的浓缩液、废树脂和废过滤器芯等湿放射性废物进行固化或固定,并封存在容器中,以形成稳定的货物包,便于运输和长期贮存。
水泥固化线为非安全相关系统,但系统设有屏蔽,使运行人员和公众所受的辐照剂量率不超过允许限值,同时对各种放射性物质进行密封包装,以防止其散入环境。
2.2 控制系统简介
根据3 种主要湿废物(废树脂、浓缩液理、废过滤芯)的处理工艺,可将固化线的生产过程分为:生产准备、废物的预处理和装桶、废物的固化(或固定)、废物桶的养护、设备清理以及废物桶导出等。固化线运行流程根据处理的废物类型进行确定。
为尽量减少操作人员所受辐照,水泥固化线生产时的所有操作均通过远程控制完成,并在独立的数字化控制室实现集中控制。控制系统通过硬接线或网络通信的方式与水泥固化线主要组成设备相连,如辊道传输线、装桶搅拌站、干混料输送装置、废过滤器芯子下降通道、取封盖装置、剂量率检测装置、单轨吊车、运输小车、屏蔽门、吊具、计量槽、屏蔽容器以及一些阀门、泵等,主要实现以下控制功能。
(1)实现控制系统的启动和正常停止功能。在控制室以及现场主要手操站均提供紧急停止按钮,用于紧急情况下切断系统的运行。
(2)根据工艺流程,实现系统功能要求,并可对工艺过程实施手动和自动控制。正常操作通常使用自动模式,自动模式下的控制是以操作员选择的任务作为输入依次完成系统运行;手动模式通常用于系统的维护和纠错。在确保系统安全的前提下,考虑减少操作员的操作,以降低误操作的可能性。涉及流程走向或系统安全的重要环节,必须设置人工确认。手动操作的设置确保了系统故障或特殊工况下处理的可能性和灵活性。
(3)提供必要的联锁控制、报警功能,确保不因误操作造成放射性物质泄漏和设备损坏。
(4)向核辅助厂房集中控制系统反馈水泥固化线状态信息包括如下内容:固化线的运行状态(正常运行、故障、检修);固化线正常运行时处理的废物类型(废树脂、浓缩液、废过滤器芯子);固化线的故障类型(系统外部故障、系统内部故障)。
(5)系统自检功能。控制系统上电后对整个水泥固化线系统进行自检,检查系统是否有报警以及所有设备是否都在安全位置,如有报警或设备位置有误,应给出报警提示,操作人员消除报警以及纠正设备位置后系统显示可用。
(6)提供友好的人机界面和合理便捷的操作手段,便于操作员对整条水泥固化线进行控制和管理。
控制系统架构图如图1 所示。
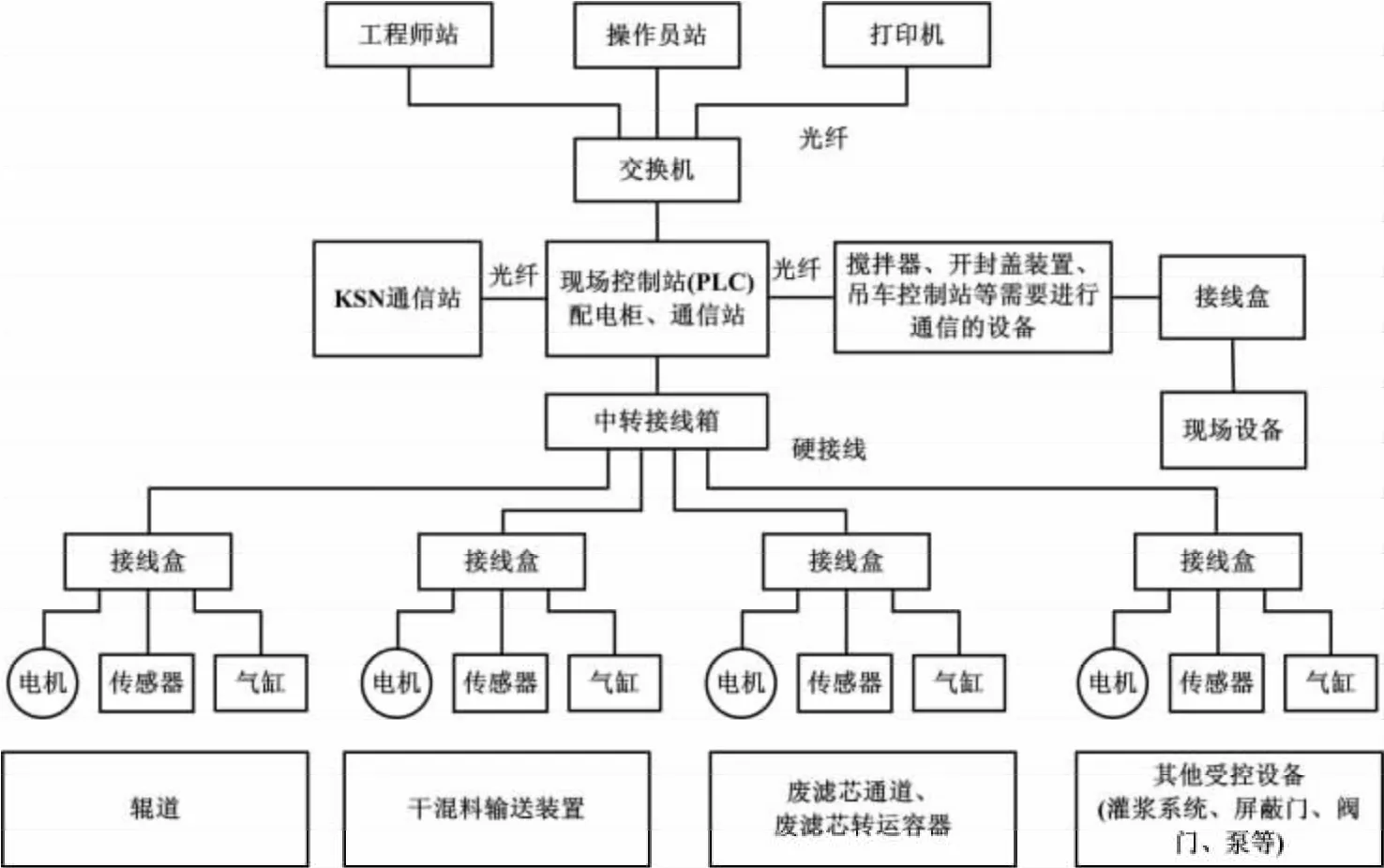
图1 控制系统架构图Fig.1 Architecture of the control system
3 水泥固化线控制策略研究与应用
3.1 水泥固化线控制特点
水泥固化线处理的废物主要有3 种类型:废树脂、浓缩液以及废过滤芯。主要的工艺过程包括:固化准备、废树脂处理、浓缩液处理、废滤芯处理、废物桶运出、设备清洗以及特殊处理。
与核电厂其他大部分系统不同,在水泥固化线系统的被控设备中,除了流体系统中常见的泵、阀门、仪表之外,还有大量的机械传动设备对金属桶进行一系列的吊装、传输、升降、取盖、封盖、堆栈等顺控操作和批量处理。该系统是一个典型的同时具备一定特殊性的机-电-仪自动化系统,其具有如下显著特点:
(1)典型的Sequence 控制、Batch 控制;
(2)设备单元化,部分单元设备有较高的集成度和复杂的内部部件级联锁;
(3)完整的批次及时序要求,批量处理过程需要实时监控和全程跟踪;
(4)设备的闭锁关系以及操作流程的联锁关系明确;
(5)设备的初始化设置和故障位设置;
(6)机械设备定位精度要求高、流体计量准确度要求高,机械系统与流体系统可并行运行并在特定情况下互相配合;
(7)异常工况下有较高的自动化干预、处理能力,紧急状况时的报警、急停、退出机制。
3.2 S88 标准适用性研究分析
水泥固化线系统对不同类型的废物处理过程中存在大量的相同操作。为便于系统的操作和管理,同时确保系统运行的独立性和灵活性,将整个工艺流程划分为多个工序,每个工序对应一个子任务,执行某一子任务即系统自动完成该工序的所有操作。当正常运行时,通过顺序执行子任务的方式,将所需工序组合起来,形成完整的工艺流程。
子任务划分原则:子任务作为一个完整工艺流程的某一工序,其任务繁简、参与设备多少及工作时间无严格定义,子任务的设置应尽量能够被不同的工艺流程任务所调用。划分后的子任务可单独被视为一个高度自动化的设备,子任务也可在非自动控制时单独完成某一控制功能。
通过以上对水泥固化线控制特点的分析和对其主要流程按子任务划分策略的说明,该系统比较适合采用基于ISA -S88 标准的技术进行开发。整条生产线所包含的传感器、执行机构以及自带控制器的集成装置均使用标准化模型模块代码。每个子任务所包含的检测与控制设备根据工艺要求组合成相对完整的工艺单元,根据工艺流程的要求进行逻辑联锁和组态调用,最终满足多工况、多批次固体废物处理的要求。
3.3 控制策略实施解析
(1)根据水泥固化线控制要求定制功能模块,其中程序应包括但不限于如下功能模块:上电初始化和基本控制组件、Phase 管理和Sequence 管理、过程配方管理、批次全程追踪、状态锁定与记录、工艺联锁、复位与重运行、仿真测试、设备自检、安全保护与紧急停车、设备手动维护和异常处理。
所有输入输出、HMI 操作、相关设备自检测、报警与处理、设备仿真、工艺联锁、流程联锁等都在标准设备模型中已经考虑。所有设备都可看作是已经标准化后的工艺单元,该工艺单元有其状态指示、操控、相关逻辑和联锁保护等属性,只需根据工艺控制盒联锁要求对设备对象进行组态,程序即可完成。
(2)基于S88 标准进行功能开发的主要步骤如下。
第一步,构建主要工艺设备单元数组。设备单元的元素,不仅仅是传统意义上的物理点,还包括很多由程序根据外在条件而判断或者计算的中间变量。根据设备单元的元素,编写自身的内部逻辑。
第二步,Phase 的应用。这里所说的Phase,可以理解为组成水泥固化线工艺流程的各个子任务。根据逻辑图中各个子任务的逻辑,Phase 应用指针、堆栈等方式,按照顺序调用各个工艺设备;在执行Phase 的过程中,监视单元设备的状态,例如运行状态、停止状态、故障报警、自动运行状态等;同时,决定Phase 的输出状态,例如正常运行、互锁、暂停保持、复位、终止等。
第三步,Sequence 的应用。Sequence 在这里可以看成子任务的组合,即水泥固化线各主要工艺流程。有些Sequence 仅由一两个子任务完成,有些则需要多个子任务的逻辑组合。开发者根据工艺控制要求调用一个Sequence 所需的全部子任务,通过设置各个Phase 的接口状态和相互之间的逻辑关系,实现工艺流程的自动化顺序控制、批量控制。
3.4 程序的模型结构
TES 水泥固化线的控制程序采用3 层程序架构,如图2 所示。
在这三层架构中,在工艺流程序列层和工艺子任务层建立Phase 结构,而在设备模型层将根据现场执行机构种类进行分类,并建立独自的内部逻辑。

图2 控制程序架构图Fig.2 Architecture of the control program
根据整个工艺过程,将废树脂、浓缩液以及废过滤芯的执行的所有步骤分成11 个独立的序列。其中,有些序列是单独属于某类废物处理过程的,有些序列是公用的。每个序列序列都有启动、暂停、解列、复位、急停、闭锁等几个输入命令,也有相应的状态信息,每个序列都有一定步数。某个序列的运行将会根据步骤和顺序依次启动某个子任务,当其中一个序列运行时,为安全起见,其余的序列将会闭锁。
整个TES 水泥固化线系统根据所有的执行过程分成52 个子任务,子任务与序列的结构相似,其中少数子任务是单独属于某个序列的,大部分子任务是公用的。而在不互锁的情况下,子任务的运行可以批处理进行。
程序最终实现的工艺设备动作将由设备模型进行,子任务将根据各自的步骤和顺序,在不互锁的情况下批量启动或者停止部分相关设备。
举例说明,当进行废树脂固化处理时,序列1 第一步就调用子任务1,而子任务1 第一步启动B 电机,第二步启动C 电机,…,最后一步关闭B 阀门后,子任务1 结束,并把结束标志给序列1,序列1 进入第二步,调用子任务2。以此类推,序列1 结束后,程序调用序列2,…,当某个序列结束后,就完成了废树脂工艺的处理。同理,浓缩液固化处理也有类似的工艺流程。
而当TES 系统发生紧急停止命令时,将会闭锁所有的序列和子任务,所有的闭锁状态都需要再次进行人工确认,在紧急停止信号消除后才能清除。
4 结束语
采用基于ISA-S88 标准技术的控制策略在数字化控制平台上实现,应用到核电厂水泥固化线国产化项目中,目前已经成功完成某核电现场的调试工作并移交给用户。测试结果表明,此方案很好地实现了系统的全部工艺流程,自动化程度高、功能完善、人机界面简洁实用,为日后该生产线的正式投运奠定了良好的基础。
[1] ANSI. ISA S 88.01. 批处理控制.第1 部分:模型和术语[S].1995.
[2] IEC 61512 -1. Batch control part 1. Models and terminology[S].1997.
猜你喜欢
中草药(2022年19期)2022-10-14
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
昆钢科技(2021年1期)2021-04-13
首都食品与医药(2020年24期)2020-12-22
科学导报·学术(2020年84期)2020-11-08
环境卫生工程(2020年3期)2020-07-27
中学生数理化·高一版(2020年2期)2020-04-21
电脑爱好者(2019年1期)2019-10-30
中国资源综合利用(2019年6期)2019-01-21
电脑爱好者(2017年18期)2017-11-03
