分解炉出口温度自动控制功能及实现
2015-03-31 06:39何勇
水泥技术 2015年2期
何勇
分解炉出口温度自动控制功能及实现
Automatic Control Functions and Implementation of Outlet Temperature of Calciner
何勇
1 前言
分解炉出口温度是新型干法水泥煅烧过程热工制度动态平衡的关键工艺参数之一,稳定分解炉出口温度是保证熟料的产质量、降低煤耗的重要条件。采用PID自动控制功能稳定分解炉出口温度,是众多水泥厂和自动化厂商采用的方法。许多厂商推出的专门控制功能产品,集成了各种先进、流行、成熟的控制理论,以实现自动控制,这种方式在许多水泥熟料生产线得到应用,也取得了一定的效果。各品牌DCS系统也在系统功能块中集成了多种自动控制功能块,但集成的控制功能调试过程较为复杂,需要掌握自动控制理论和具有丰富的自动控制调试经验,调试过程甚至会影响到正常生产。而专门的控制功能产品不仅调试复杂,而且价格较为昂贵,企业需支付不菲的费用。
我公司技术人员根据生产需要,结合工程现场实际情况和工艺要求,转变思路,以DCS集成的PID控制功能模块为核心,摸索出一种简单且易于调试的分解炉温度自动控制模式,并在我公司5000t/d熟料烧成系统中得到了较好应用。
2 典型PID自动控制模型
PID控制器作为最早实用化的控制器已有七十多年历史。PID控制器简单易懂,使用中无需精确的系统模型等先决条件,因而成为应用最为广泛的控制器。其原理是根据系统的被调量实测值与设定值之间的偏差,利用偏差的比例、积分、微分三个环节的组合计算出对被控对象的调节控制量。关于PID的控制理论业已成熟,在此不再赘述。图1为典型PID自动控制模型框图。
3 我公司应用PID自动控制的思路
我公司自动控制系统以PID控制功能模块为核心,以分解炉出口温度为被控对象,以尾煤转子秤喂煤量为调节量,以实测分解炉出口温度作为反馈值,根据设定温度与实测温度的差值,由PID模块库自动运算输出调节量,从而调整转子秤喂煤量,使实测温度不断靠近设定温度,从而实现分解炉出口温度自动控制。许多自动控制系统为得到较好的运行效果,往往需要较大的调节范围,通常调节范围分别对应转子秤的实际量程。由于现场工况变化较大,当实测温度偏离设定值较多时,温度偏差也变大,此时自控功能需要输出较大的调节量以尽快返回到设定温度,极端情况下的温度偏差甚至会使实际喂煤量达到量程最大值或量程最小值,从而引起PID振荡、失调,导致工艺系统更加不稳定,甚至造成生产事故,影响正常生产,此时操作员只能放弃自动而转为手动调节。为此我们采用限制PID控制功能的可调节范围的办法给予解决。以中控给煤量为基础,PID运算调节值在中控给煤量的基础上做累加,PID运算调节量可以为正也可以为负,用累加值作为最终的喂煤调节量作用于转子秤。我们设定PID控制喂煤量调节范围为±2t/h,即PID功能最大只能输出2t/h,最小输出-2t/h。假如中控给煤量为15t/h,则最终的给煤量最大为17t/h,最小为13t/h,实际给煤量在13t/h和17t/h之间自动调节。当喂煤量达到最大值或最小值仍不能满足设定温度要求时,则通过操作员微调中控给煤量使最终调节范围整体上移或下移,从而使系统在新的调节范围内自动调整,避免工况变差和出现生产事故。由于可以避免工况恶化和生产事故,使得自动控制投入条件较为宽松,没有太多的要求,参数整定过程也变得极其简单,操作员可以根据工况变化随时更改比例、积分、微分参数,只需在更改初期给予一定的关注度即可。

图1 典型PID自动控制模型框图
由于各DCS产品大都集成了PID控制功能模块,该系统的编程也比较简单,使用DCS系统集成的PID功能模块即可完成编程,不需要任何额外的投入。
4 使用效果
该系统在我公司熟料生产线上取得了较为明显的效果。自动控制投入前,操作员需要紧盯分解炉出口温度,根据分解炉温度变化情况不断调节给煤量,尽管如此,分解炉出口温度的波动仍然较大,波动范围在60℃左右,稍不注意会超过70℃。图3为自动控制投入前分解炉温度波动历史曲线截图。
从图3可以看出,温度波动范围约为60℃,表现为波动范围大,变化无规律,需要根据个人经验加以调整,人工干预明显不适应工况变化,多次调整也无法稳定。
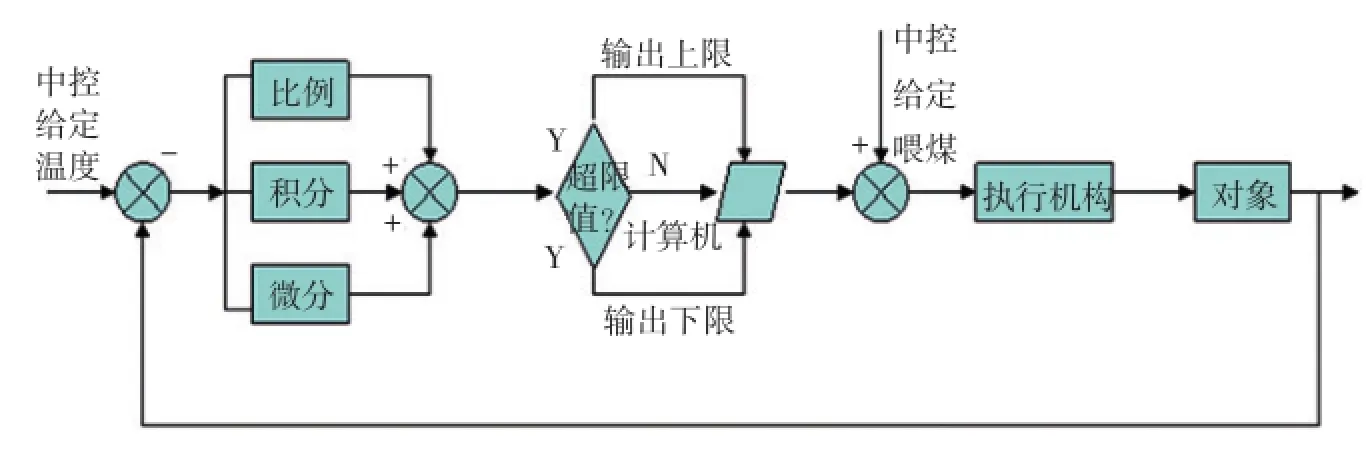
图2 我公司实际应用PID自动控制模型框图

图3 自动控制投入前3h分解炉温度变化曲线图

图4 自动控制投入后4h温度变化曲线图

图5 自动控制投入后转子秤喂煤率变化

图6 CONCEPT软件编程功能实现图

图7 中控实际操作界面
从图4中可以看出,自动控制投入后,温度波动范围明显缩小,且始终在设定温度值上下波动,即使遇到喂煤秤短时下煤不稳或生料秤喂料波动大等不利工况,在经历短时波动后,温度也会趋于稳定。从图5可以看出,转子秤喂煤反馈量为一平滑的正弦曲线,实时变化明显,实际喂煤量始终在随最终给定量变化。根据多日数据统计,在操作员完全不干预的情况下,1h温度波动在较好工况下低于10℃,一般波动在十余度左右,而在不利工况下温度波动会短时间升至二十余度。但由于自动控制的投入,分解炉出口温度始终向设定温度值不断调整,大大稳定了烧成系统工况,使熟料生产条件得到较好的满足,熟料质量合格率得到提高。同时操作员无需时时调整喂煤量,从而有足够的时间考虑优化整体烧成系统的状况。工况的稳定也使分解炉燃烧更加充分,降低了煤粉消耗,客观上达到了节煤的效果。
5 编程组态功能在下位机的实现
我公司5000t/d熟料生产线DCS系统使用施耐德公司的昆腾系列140 CPU43412A PLC控制系统,下位机编程软件为CONCEPT5,上位机操作系统为Monitor pro V7.2,编程组态方式采用FBD功能块,自动控制的PID功能采用功能库中集成的PID1模块,具体调用路径为Library->CONT_CTL->CLC->PID1,下面以我公司DCS系统为例说明编程功能的实现。
图6中,PID1功能块的MAN引脚实现自动和手动两种控制方式的切换,将此引脚功能引入中控室操作员站,由操作员自主选择是否投入自动方式。YMAN引脚为手动方式时的输出值,设为0,即在选择非自动控制时,PID1功能块的输出值为0,从而不影响操作员正常操作。SP引脚为温度设定值,引入操作员站,由操作员输入给定期望温度值。PV引脚为实际测量温度值,通过把实测温度值乘以10取整后再除以10,取小数点后一位。EN_P、EN_I、EN_D引脚都为1,从而启用该功能块的比例、积分、微分功能。GAIN引脚为比例系数P,TI、TD分别为积分时间和微分时间,单位为秒,也引入操作员站,由操作员自主整定这三个参数。由于中控设定的积分时间和微分时间传到下位机后默认单位为微秒,为方便操作,在下位机乘以1000转换为秒。YMAX、YMIN引脚为PID1模块输出的最大值和最小值限制,我们设为2和-2。PID1功能块的输出值Y和中控给定喂煤值K5AC_FG_M加和后作为转子秤的最终给定喂煤量,AOOUT功能块实现模拟量输出的工程量转换,使用MIN功能块使最终给定喂煤量不超过转子秤最大量程。当处于非自动状态时,Y输出值主YMAN引脚值即0,则转子秤最终给定喂煤量为中控给喂煤值;当处于自动状态时,Y输出值为PID模块的实际运算调节量,则转子秤最终设定喂煤量为中控喂煤值和实际运算调节量的累加。通过上述简单编程即可实现喂煤量的自动控制。为方便调节,我们将实际调节量引入操作员站,使操作员可实时查看PID运行状况。
TQ172.622.29
A
1001-6171(2015)02-0049-03
河南省同力水泥有限公司,河南鹤壁458008;
2014-07-21;编辑:赵莲
猜你喜欢
矿山安全信息(2022年12期)2022-11-25
矿山安全信息(2022年7期)2022-11-24
矿山安全信息(2022年24期)2022-11-24
军事文摘(2022年13期)2022-08-27
矿山安全信息(2021年20期)2021-11-30
当代旅游(2019年3期)2019-09-19
科技与创新(2017年14期)2017-08-09
自动化学报(2017年11期)2017-04-04
党员电教与远程教育(2016年3期)2016-03-19
中国氯碱(2015年9期)2015-11-02