纯棉毛巾织物的超细涂料印花工艺探讨
2015-03-30 03:35:07汪南方翦育林陈建军
湖南工程学院学报(自然科学版) 2015年1期
汪南方,翦育林,易 兵,陈建军
(1.湖南工程学院 化学化工学院,生态纺织材料及染整新技术湖南省高校重点实验室,湘潭 411104;2.益阳龙源纺织有限公司,益阳 413002)
纯棉毛巾织物的超细涂料印花工艺探讨
汪南方1,翦育林1,易 兵1,陈建军2
(1.湖南工程学院 化学化工学院,生态纺织材料及染整新技术湖南省高校重点实验室,湘潭 411104;2.益阳龙源纺织有限公司,益阳 413002)
探讨了利用超细涂料对纯棉毛巾织物涂料印花的工艺.对超细涂料印花的焙烘温度和时间,粘合剂用量等因素进行了单因素和正交实验的研究,结果发现粘合剂对摩擦牢度的影响最大,最佳印花工艺条件为粘合剂10%,焙烘150 ℃×3 min.对比普通涂料与超细涂料印花效果发现,超细涂料印花织物的颜色深度大于普通涂料,具有更鲜艳的颜色和更纯正的色光,牢度和手感均好于普通涂料.
纯棉毛巾织物;超细涂料;印花;色牢度
目前纯棉毛巾织物的印花主要使用活性染料,但染料的上染率低、重复使用性能差、耐光牢度不好,存在严重的环境污染,有些染料还会引起人体皮肤过敏甚至致癌.涂料印花技术具有工艺简单,节水节能,重演性好,正品率高,污染小,适合各种纤维等优点,为人们所青睐.涂料色浆中颜料粒子的细度及其分布,对其应用性能有重要影响[1].普通涂料色浆的平均粒径在一般在0.5~1.0 μm之间,其分布均匀性较差,从而导致印花产品的手感差、牢度低、鲜艳度不够,其成品的档次无法与染料加工产品相媲美,附加价值比较低[3].超细涂料是一种新型的纺织品印花染色用色素材料,平均粒径小于200 nm.超细涂料的遮盖力好,着色力强,色泽鲜艳度高[3-6].此外,由于超细涂料的小尺寸效应,表面能很高,吸附能力强,从而增强了与织物间的结合力,提高了织物的色牢度[3-6].因此,超细涂料克服了普通涂料的缺点,具有广泛的应用前景.本研究采用超细涂料对纯棉毛巾进行印花,对印花效果作了比较性的研究,有助于提高纺织品涂料印染技术的应用水平,对于扩大超细涂料的应用范围和革新印染技术具有重要意义.
1 实验部分
1.1 实验材料、药品与仪器
1.1.1 实验材料
21 s纯棉单面割绒毛巾半漂织物(克重:300 g/cm2,益阳龙源纺织有限公司).
1.1.2 实验药品
涂料金黄FCGR、超细涂料金黄FCGR(湖南湘潭华莹精化有限公司),增稠剂DM-5228、粘合剂DM-5131(广东德美精细化工有限公司),其它化学试剂为市售.
1.1.3 实验仪器
平网印花小样机、Y101-2电热干燥箱(宁波纺织仪器厂),电脑测配色仪Dataflash100(美国Data color公司),YG751B预制式染色牢度摩擦仪(宁波纺织仪器厂),LSA-400间歇式小定型机(广东宏信机械).
1.2 实验方法
1.2.1 涂料印花工艺
工艺流程:白布→印花→预烘(80 ℃×3 min)→焙烘(150 ℃×3 min).
色浆处方(g):
涂料 6
增稠剂 2
粘合剂Y
氨水(23%) 0.5
水X
合成 100
1.2.2 正交实验设计
影响涂料印花效果的因素主要包括涂料、粘合剂、焙烘条件以及交链剂等.正交试验设计是一种合理安排、科学分析多因素试验的数学方法,借助规格化的正交表,从众多的试验条件中确定若干个有代表性的试验条件,进行有针对性地试验,然后再对试验结果进行综合比较、统计分析,以探求各因素水平的最佳组合条件,从而得到较优或最优的工艺.试验选取影响色深度K/S和摩擦牢度的三个主要因素:粘合剂(A)、 焙烘温度(B)、焙烘时间(C).对每个因素均选用三个水平:A:5 %、10 %、15 %;B:130 ℃、140 ℃、150 ℃;C:1 min、2 min、3 min.采用(L33)正交实验设计正交实验表,如表1所示,以摩擦牢度和K/S为评价指标.
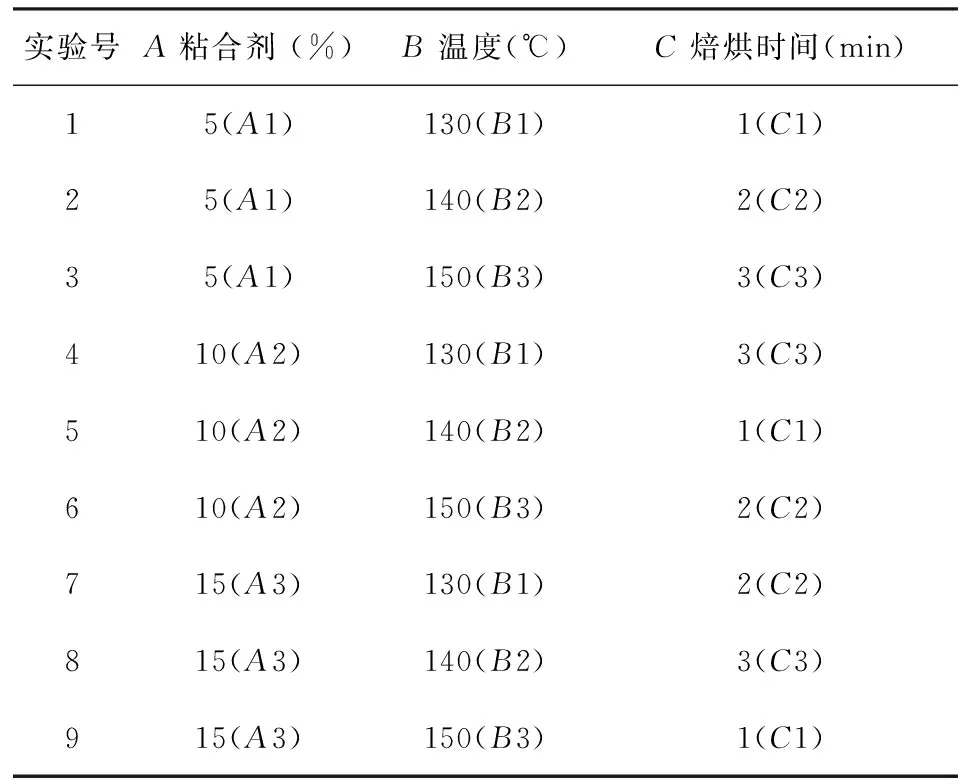
表1 正交实验表

1.3 性能测试
1.3.1 色深度K/S
采用电脑测色配色系统Dataflash100测定印花部位的色深度K/S值,K/S值用Kubelka-Munk函数的来表示[7]:
式中:K-吸收系数;S-散射系数;R-分光反射率;K/S值越大,表示颜色越深,K/S值越小,则表示颜色越浅.
1.3.2 色度值
采用电脑测色配色系统Dataflash100测定印花部位的明度L*、色调a*和b*、彩度C以及色相h[7].
1.3.3 手感测试
手感评定采用主观评价方法[8],即采用“捏、摸、抓、看”的方法,评定织物的滑爽、软糯、丰满、弹性、挺括、身骨和活络等手感特征.为了更直观地进行比较,采用5级表示,l级最差,5级最好.
1.3.4 耐摩擦色牢度的测定
耐摩擦色牢度按GB/T 3920-2008《纺织品色牢度试验耐摩擦色牢度》标准测试,用GB/T 251-2008《纺织品色牢度试验评定沾色用灰色样卡》评级.
2 结果与讨论
2.1 超细涂料的印花
2.1.1 焙烘温度
采用涂料金黄FCGR和超细涂料金黄FCGR印花后,在不同的焙烘条件下进行固色处理,实验结果如表2所示.由表可知,随着焙烘温度的提高,印花织物的干湿摩擦牢度逐渐提高,温度超过150 ℃,摩擦牢度基本上不再发生变化;在相同的焙烘条件下,超细涂料印花织物的干湿摩擦牢度比普通涂料高1~2级.温度升高,涂料与粘合剂组成的色浆在织物上成膜作用更为显著,牢度得到提高,但继续提高温度,会引起织物泛黄和损伤.超细涂料与涂料相比,比表面积增大,表面能很高,超细涂料粒子与织物结合力更强,织物的色牢度更好.从表2可以看出,随着焙烘温度上升,印花织物的色深度K/S变大,这是由于高温会使织物及粘合剂膜发生黄变.因此,焙烘温度选择0 ℃左右为宜.
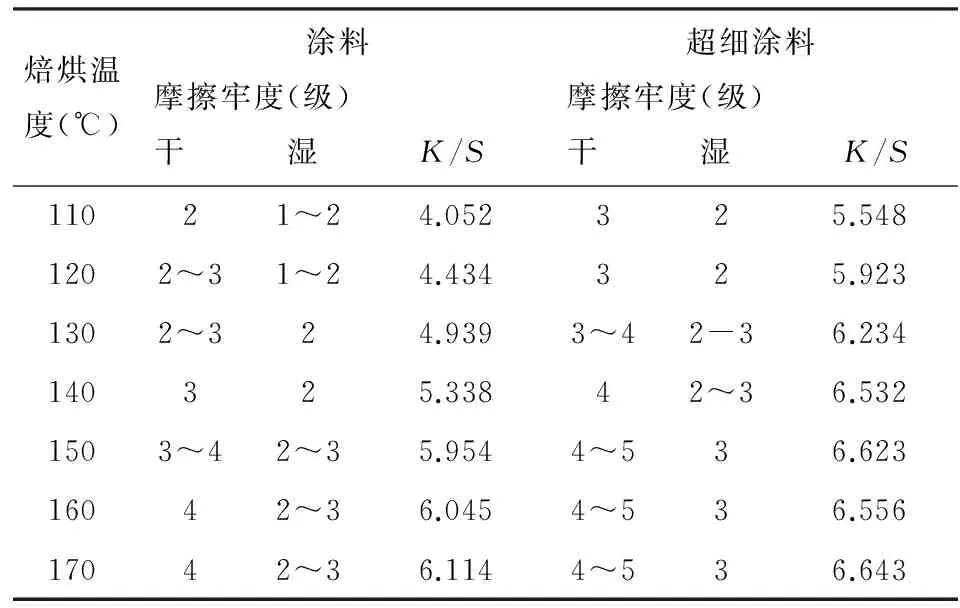
表2 焙烘温度对印花毛巾的摩擦牢度和K/S的影响
注:焙烘时间为3 min.
2.1.2 焙烘时间
表3列出了焙烘时间对印花毛巾的摩擦牢度和色深度K/S的影响.由表可知,随着焙烘时间的延长,涂料印花色浆更好的向纤维孔隙中扩散,在高温焙烘下,形成坚牢度较高的印花膜,故织物的色牢度提高[9-10],超过3 min后,摩擦牢度基本上不再发生变化.超细涂料与涂料相比,超细涂料由于比表面积增大,表面能更高,与织物结合力更强,织物的色牢度更好.表3显示焙烘时间延长会增大色深度K/S,这是由于长时间的高温会引起印花部位发生黄变.因此,焙烘时间选择3 min左右为宜.
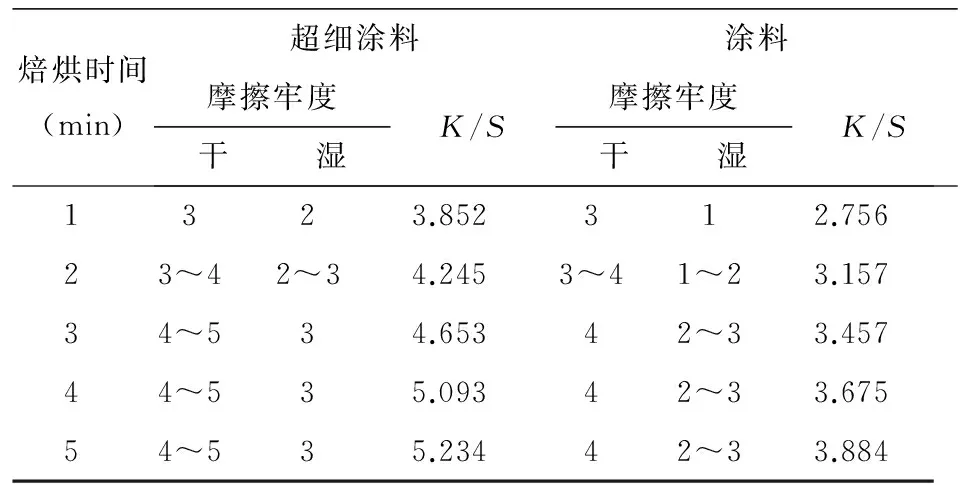
表3 焙烘时间对印花毛巾的摩擦牢度和K/S的影响
注:焙烘温度为150 ℃.
2.1.3 粘合剂用量
分别采用普通涂料和超细涂料,改变粘合剂的用量,其印花织物的K/S和摩擦牢度结果见表4.
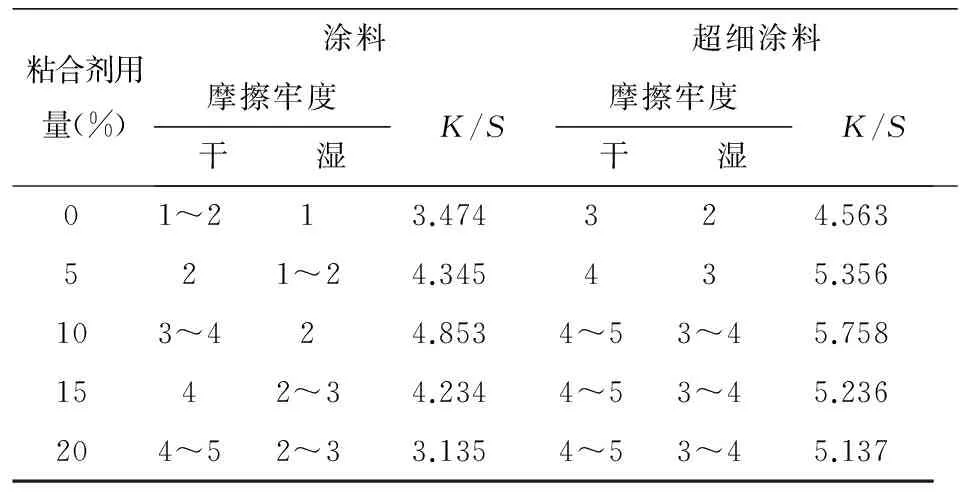
表4 粘合剂用量对涂料印花性能的影响
注:焙烘150 ℃×3 min.
在表4中,在不加粘合剂的情况下超细涂料的各项色牢度均优于普通涂料.在加入相同用量的粘合剂时,超细涂料黄的摩擦牢度明显高于涂料黄,粘合剂用量超过10%,涂料印花的摩擦牢度提高不显著.因为涂料与纤维之间没有亲合力,它们之间的结合力由粘合剂在纤维上成膜固着作用决定.粘合剂用量提高时,织物的色深度K/S先上升而然下降,这是由于低粘合剂用量时,成膜不充分,涂料粒子在高温下聚集成大颗粒,增大了对光的散射性,降低了涂料对织物的遮盖力,色深度K/S较低;粘合剂用量太高,色浆膜中涂料所占的比例较低,降低了对光的吸收性,色深度K/S降低[7].
2.1.4 正交实验
以优化超细涂料印花工艺为目标,粘合剂、温度、焙烘时间为因素,K/S和干摩擦牢度为评价指标,正交实验结果如表5所示.
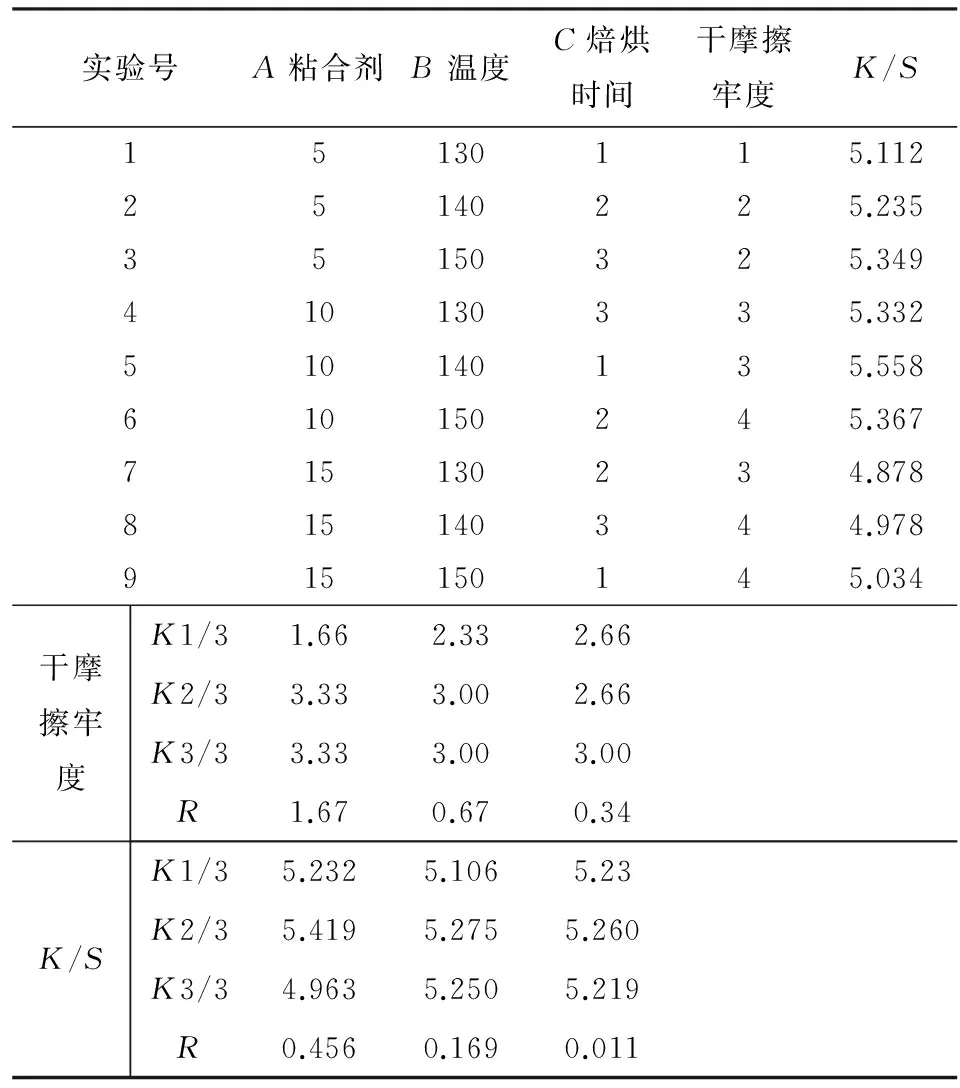
表5 正交实验结果
从表5中可以看出,影响干摩擦牢度指标的各因素的主次关系依次是A(R=1.67)、B(R=0.67)、C(R=0.34)排列如下:
主→次
因素:A>B>C
影响K/S值的因素主次关系是A(R=0.456)、B(R=0.456)、C(R=0.109)
主→ 次
因素:A>B>C
通过正交数据分析,求出粘合剂用量、温度、时间对干摩擦牢度和K/S值的平均值和极差,其中粘合剂用量对干摩擦牢度和K/S值的极差最大,说明粘合剂用量对干摩擦牢度和K/S值影响最大.
当粘合剂的用量在5 %和10 %时干摩擦牢度最大,10 %时K/S值最大.150 ℃和3 min时干摩擦牢度和K/S最好.因此粘合剂10 %,150 ℃和3 min时为最佳工艺.
2.2 常规涂料与超细涂料的印花效果比较
2.2.1 色深度K/S值
在优化工艺下,分别采用普通涂料和超细涂料,比较其印花织物的颜色深度与粘合剂之间的关系,如图1所示.
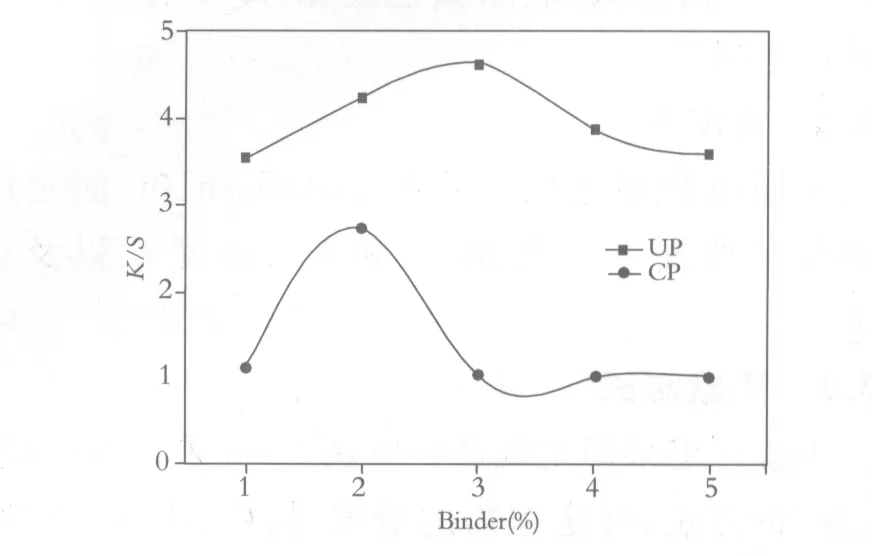
图1 粘合剂(Binder)用量对超细涂料(UP)与普通涂料(CP)印花色深度的影响
从图1可以看出,超细涂料的K/S值大约是涂料黄的四倍,这表明超细涂料的得色深度远大于普通涂料.相同重量的两种颜料,超细涂料粒子的总表面积大约是普通涂料的四倍.因此,表面积更大的超细涂料对纤维的吸附能力更强,能够覆盖更多的纤维表面积,有利于增大对光吸收系数,形成更深的颜色[7].开发超细印染涂料对于节省涂料用量,提高色牢度和手感,提高织物的透气性,都具有重大意义.随着粘合剂用量的增加,两种涂料的K/S值都呈先上升后下降,可见,涂料发色强度不光与粒子的尺寸有关,还与粘合剂、增稠剂等构成的印花配方系统有关.
2.2.2 色度值
表6是普通涂料和超细涂料印花后织物的L*、a*、b*、C、h值.
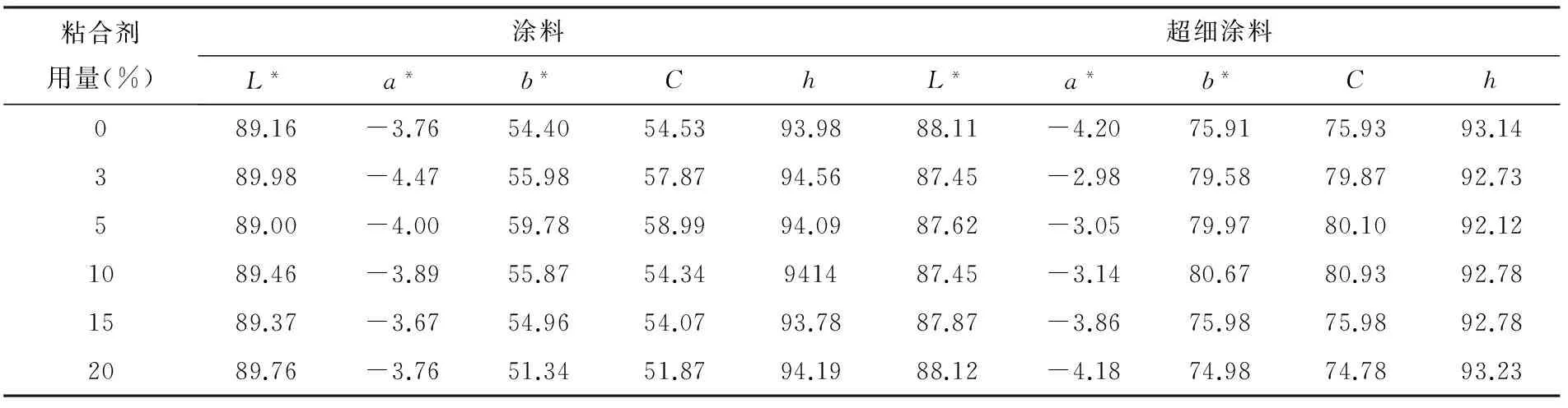
表6 不同粘合剂用量下的印花毛巾的L*、a*、b*、C、h值
从表6可以看出,与普通涂料相比,超细涂料印花所得的饱和度C值明显较高,明度L值稍低.产生这种现象的原因是超细涂料的粒径分布均匀,与织物的接触面大,反射光的光谱带很窄,导致C值高.超细涂料的粒径小,比表面积大,对可见光的吸收增强,从而对光的反射作用减弱,导致明度L略微下降.此外,对比色相h可知,超细涂料印花织物的黄光比例较大,色调更偏向黄光,说明超细涂料的颜色更加鲜艳,色光更纯正.
2.2.3 色牢度与手感
表7是普通涂料和超细涂料印花后织物手感和牢度.由表可知,超细涂料的摩擦牢度均高出普通涂料的摩擦牢度1级左右.这与超细涂料的小尺寸效应和表面的聚合物分散剂对涂料颗粒的粘着作用有关[4,10].由于超细涂料尺寸小,分散均匀,渗透性好,超细涂料印花的织物较普通涂料印花的织物手感较柔软.

表7 不同粘合剂用量下的印花毛巾的手感与牢度(级)
3 结 论
(1) 由于超细涂料独特结构印花后的织物表现出一定的色牢度.超细涂料印花织物的颜色深度远大于普通涂料,具有更鲜艳的颜色和更纯正的色光.
(2) 由粘合剂和焙烘温度与时间构成的单因素和正交实验发现粘合剂对摩擦牢度的影响最大,最佳工艺条件为粘合剂10%,焙烘150 ℃×3 min.
(3) 对比普通涂料与超细涂料印花效果发现,超细涂料印花织物的颜色深度大于普通涂料,具有更鲜艳的颜色和更纯正的色光,牢度和手感均好于普通涂料.
[1] 余一鹦.涂料印染技术[M].北京:中国纺织出版社, 2003.
[2] 李宾雄,周国梁.涂料印花[M].北京:纺织工业出版社,1989.
[3] 柳孝龙,余一愕,钟小先.SP型印染涂料色浆的粒径及分布研究[J].染整技术, 1995, 17(4):19-21.
[4] 王庆森,赵振河,宋心远.提高涂料染色摩擦牢度的新途径[J].印染, 1998, 24(3):8-12.
[5] 崔锦峰,周应萍.微胶囊技术在涂料中的应用[J].涂料工业, 2003, 33(11):54-56.
[6] 张 放,潘静波.涂料印花新进展[J].辽宁丝绸, 2003(2):38-39
[7] 董振礼,郑宝海,轩桂芬.测色及电子计算机配色[M].北京:中国纺织出版社, 1996.
[8] 郭志军.涂料印花的探讨[J].纺织装饰织物, 1997(1):28-30.
[9] 文 明,徐成红,温小兵.棉织物涂料印花[J].印染, 2005(3):32-33.
[10] 张书存.高细度与高牢度涂料印花色浆[J].四川纺织科技, 2002(5):20-21.
Coating Printing of Cotton Towel by Using Ultrafine-pigments
WANG Nan-fang1,JIAN Yu-lin1,YI Bing,CHEN Jian-jun2
(1. College of Chemistry & Chemical Engineering, Hunan Institue of Engeering, Key Laboratory of EcologicalTextile Materials & Novel Dyeing and Finishing Technology, Hunan Provincial Education Department, Xiangtan 411101,China; 2. Yiyang Longyuan Textile Co. Ltd., Yiyang 413002,China)
In this paper, the coating printing of cotton towel by using ultrafine-pigments is discussed. The influence of baking condition (temperature and time) and dosage of binder on the properties of printed cotton towel is investigated by the single factor and orthogonal experiment methods. The results show that the dosage of binder has significant effect on the rubber color fastness. The optimal printing procedure is 20% binder in the color paste and baking at 150℃ for 3min.Compared with the conventional pigment, the ultra-fine pigment has higher K/S value, brighter and purer chrominance, better color fastness and handle.
cotton towel; ultrafine-pigment; printing; color fastness
2014-09-01
湖南省高校科技成果产业化培育项目(11CY006, 11CY007);湖南省科技计划项目(2014FJ2013).
汪南方 (1974-),男,副教授,研究方向:新型染整技术及助剂开发.
TS194.4
B
1671-119X(2015)01-0048-05
猜你喜欢
青少年科技博览(中学版)(2023年10期)2023-12-17 12:06:27
作文大王·低年级(2022年11期)2022-05-30 10:48:04
作文小学中年级(2021年4期)2021-12-28 09:55:40
保健与生活(2021年1期)2021-02-04 07:47:02
散文诗世界(2019年10期)2019-09-10 07:22:44
孩子(2019年8期)2019-08-26 05:43:32
中国房地产业(2018年10期)2018-02-10 17:35:09
电源技术(2016年8期)2016-07-24 16:40:50
电源技术(2016年9期)2016-02-27 09:05:30
电源技术(2016年2期)2016-02-27 09:04:39