
合股加弹机双丝道生产单股丝的技术改造
2015-03-30 07:14徐春建王海峰孙金宝
化纤与纺织技术 2015年2期
徐春建,王海峰,孙金宝
(江苏盛虹科技股份有限公司,江苏苏州215228)
因为普通的涤纶低弹丝加工后丝条上有一部分残余的扭矩,这些残余扭矩不能满足高端面料对布面平整的要求。为了消除这些残余扭矩达到无捻的效果,目前普遍的做法是使用一根S 捻的丝条和一根Z 捻的丝条合股,来对冲各自的残余扭矩。这就需要用到合股加弹机,它每个锭位有两个假捻器,分别生产S 捻和Z捻的丝条,然后在二罗拉后经过网络喷嘴合股成一根丝。随着产业升级和高端纺织品的不断发展,合股加弹机也一度成为各大化纤企业争相上马的对象。
但化纤行业有明显的周期性和季节性,合股丝不能一直成为市场的宠儿,随着市场逐渐遇冷,合股丝供过于求的行情不断显现,这时如果将合股机改造成单股机,在合股丝行情低谷时生产市场需要的超细旦纤维,不仅可以保证合股机的开机率,更可大大提高产品的附加值[1]。本文介绍了合股加弹机双丝道生产单股丝的技术改造。
1 实验
1.1 设备及原料
设备: ATF1500 型加弹机,日本TMT 机械株式会社生产。原料: 56 dtex/36 f 规格半消光POY,江苏盛虹科技股份有限公司生产。
1.2 合股加弹机工艺流程
合股加弹机每个锭位由两根POY 同时喂入,在第一喂入罗拉和第二喂入罗拉之间每根POY有单独的丝路,从第二喂入罗拉后两根丝由网络喷嘴合股,形成合股丝直至卷绕成形。其工艺流程见图1。

图1 合股加弹机工艺流程
1.3 实验思路
从上述工艺流程可以看出,要在一个锭位上生产出两锭DTY,就要将第二喂入罗拉后的两根丝条分开,形成各自单独的丝路,其中喂入罗拉和上油罗拉可以共用,见图2。

图2 改造后生产单股丝的工艺流程
2 结果与讨论
2.1 网络喷嘴的改造
为了提高DTY 的抱合性,需要通过网络喷嘴利用压缩空气对丝条吹上有规律的结点,生产合股丝时两根丝合用一个喷嘴,见图3a。由于喷嘴间的间隔较小,不能再装进一个喷嘴,因此选择在原有管道的下方再增加一排管道的方式,并且交错位置,保证丝路顺畅,见图3b。

图3 网络喷嘴的改造
2.2 定型热箱的改造
ATF1500 型加弹机的定型热箱采用联苯热箱管式加热,生产合股丝时一个锭位的两根丝条进入一根热箱管,见图4a。如果不进行改造,在定型热箱后再将两根丝条分开的难度非常大,所以要做到一根丝进入一根热箱管。ATF1500型加弹机相邻两个锭位的定型热箱管靠在一起的设计方式正好给增加热箱管留出了空间。定型热箱增加一倍的热箱管后(见图4b),设定温度150 ℃时,实测锭位之间的温度偏差为0.5 ℃以内,完全满足工艺要求。

图4 定型热箱的改造
2.3 卷绕方式的改造
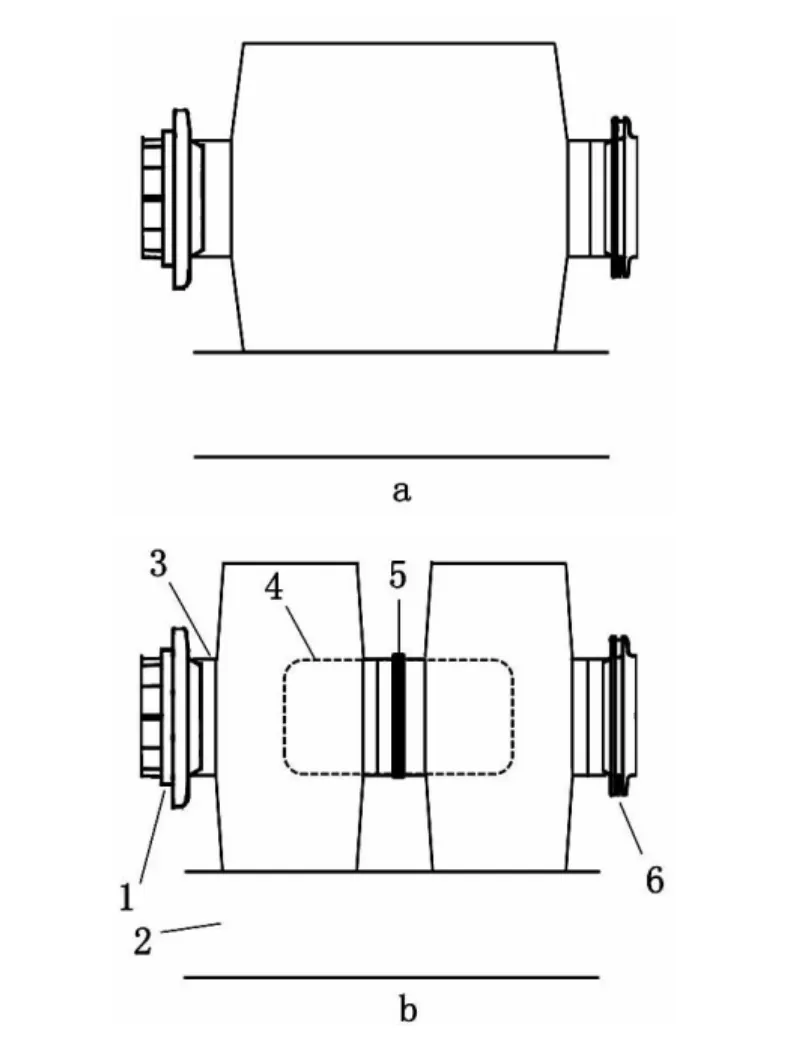
图5 卷绕方式的改造
如何实现在一个卷绕罗拉上同时卷两锭丝是本次技术改造的难点。因为增加纸管夹盘没有空间,所以选择纸管连接器将两根142.5 mm的短纸管连接形成一根长纸管,为保证连接器在两根短纸管的中间,在连接器上设计了宽5 mm的定位圈,这样两根短纸管加定位圈的长度与单锭卷绕纸管长度290 mm 一致,见图5b。ATF1500 型加弹机采用单锭皮带式横动卷绕方式,可以在横动皮带上再加装一个横动导丝器,这样一个卷绕罗拉上就可以同时卷两锭丝卷。
2.4 改造后的产品质量
将改造后生产的DTY 产品(33 dtex/36 f 规格)与使用单股机生产的同规格产品进行了对比,其物理指标见表1,从表1 可以看出,合股机改造后生产的产品质量与单股机生产的基本一致。

表1 单股机和合股机生产33 dtex/36 f 规格DTY 的物理指标
3 结论
(1)将合股机改做单股的硬件改造投入不大,难点在卷绕方式的改造方面,同时还需要设备供应商进行软件上的支持。
(2)合股机改造成生产单股丝后,产量是普通单股机台的两倍,生产成本大大降低,可以在合股无捻丝市场淡季时有效提高企业经济效益。
(3)改造后生产的产品质量与单股机生产的基本一致,但由于改造后的丝卷纸管长度只有142.5 mm,生产的丝卷定重受到一定限制,同时由于丝卷成形与常规产品也存在差别,所以会对客户的使用带来一些不便。
[1]李明国,王培军.PA66 加弹机并丝装置的技术改造[J].合成纤维工业,2008,31(6): 60-61.
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
小哥白尼·野生动物画报(2021年6期)2021-07-14
小学科学(学生版)(2020年10期)2020-10-28
广西文学(2020年8期)2020-08-04
中学生数理化·高一版(2020年2期)2020-04-21
中国化肥信息(2020年7期)2020-03-19
数学大王·趣味逻辑(2019年10期)2019-11-06
汽车观察(2018年12期)2018-12-26
中国军转民(2017年6期)2018-01-31
广州文艺(2017年8期)2017-09-13
