
用划线方法确定曲轴的回转中心
2015-03-30 06:17
现代机械 2015年6期
(南车资阳机车有限公司曲轴事业部,四川 资阳 643100)
1 确定Ⅰ、Ⅵ曲柄销水平时的粗回转中心平面
图1所示为6L23/30曲轴粗加工后的状态图,表1为曲轴各状态尺寸。
表1
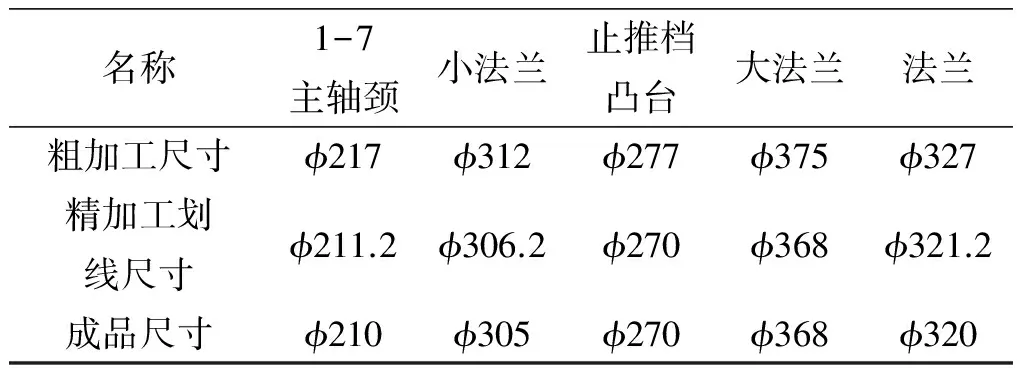
名称1-7主轴颈小法兰止推档凸台大法兰法兰粗加工尺寸ϕ217ϕ312ϕ277ϕ375ϕ327精加工划线尺寸ϕ211.2ϕ306.2ϕ270ϕ368ϕ321.2成品尺寸ϕ210ϕ305ϕ270ϕ368ϕ320
Ⅰ、Ⅵ曲柄销水平时按照图2所示依次对1-7主轴颈考线;按照图3所示找出1-7主轴颈上表面A和下表面B的最低点的轴颈。
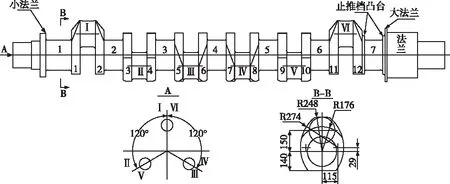
图1
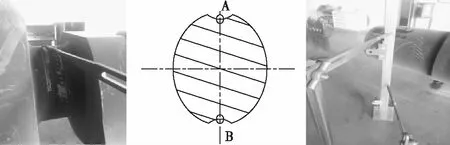
图2 图3 图4
按照图4计算两低点之间为217.2,将钢板尺300处调整为中心,上面花针盘对应读数为408.6,下面花针盘对应的读数为191.4,钢板尺300所对应的位置作为Ⅰ、Ⅵ曲柄销水平时的粗回转中心平面;最低点的加工余量为3.6 mm(成品),满足精加工前划线要求。
2 确定Ⅰ、Ⅵ曲柄销水平时的回转中心平面与曲柄销的角度基准
以钢板尺300位置为粗回转中心按照图2与图3对大法兰、止推档凸台、法兰考线与粗基准对比(表2)。
表2
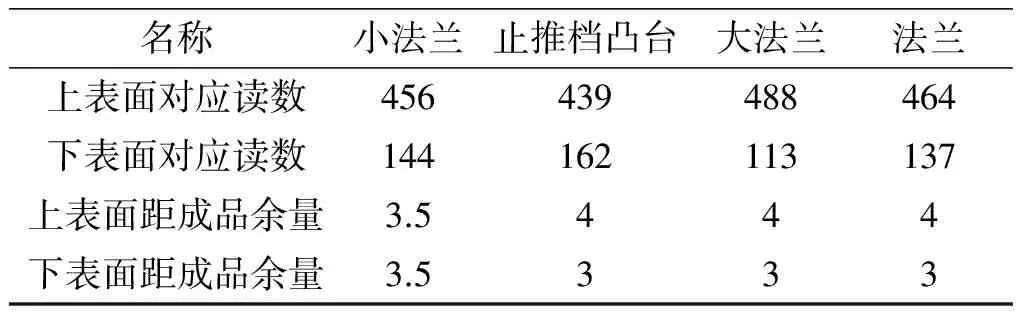
名称小法兰止推档凸台大法兰法兰上表面对应读数456439488464下表面对应读数144162113137上表面距成品余量3.5444下表面距成品余量3.5333
满足精加工前划线要求,可继续对曲柄销、曲柄臂划线。
曲柄销划线:
按照图2、图3的考线方法测得(表3)。
表3
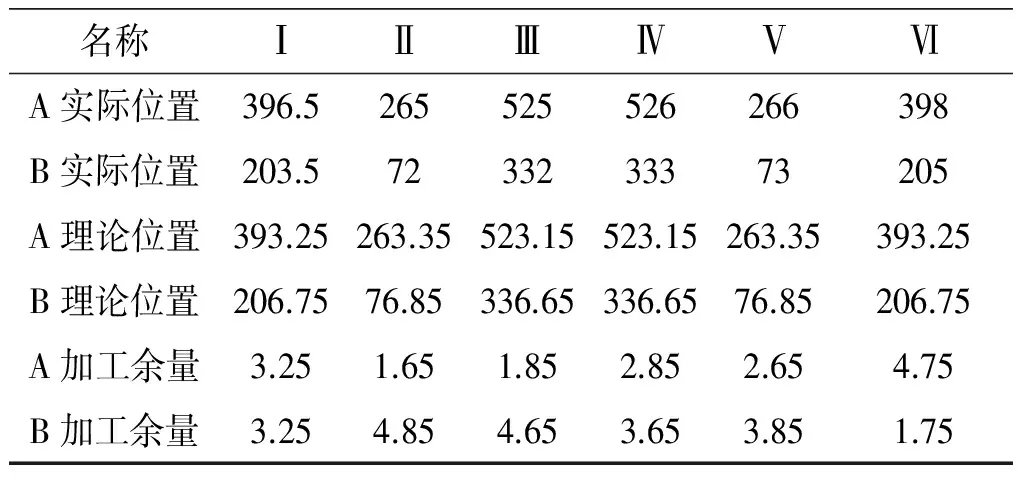
名称ⅠⅡⅢⅣⅤⅥA实际位置396.5265525526266398B实际位置203.57233233373205A理论位置393.25263.35523.15523.15263.35393.25B理论位置206.7576.85336.65336.6576.85206.75A加工余量3.251.651.852.852.654.75B加工余量3.254.854.653.653.851.75
从加工余量分析各点均有足够的加工余量,曲柄销的角度基准可以Ⅰ曲柄销左右找正作为角度基准。但是余量分配最大为4.85 mm,最小的为1.65 mm,最大余量与最小余量之差为3.2 mm,而且这些加工余量的点分布很离散,在加工过程中容易造成吃大刀,调整主轴颈粗基准不能对所有曲柄销余量小的增大,通过对余量大的位置分析,从Ⅰ曲柄销位置看,是顺时针发生了旋转造成的,如现在不调整在Ⅰ、Ⅵ曲柄销竖直向上时也会出现同样问题,所以从Ⅰ曲柄销位置看,逆时针旋转1 mm,各点重新考线的结果为表4。
表4
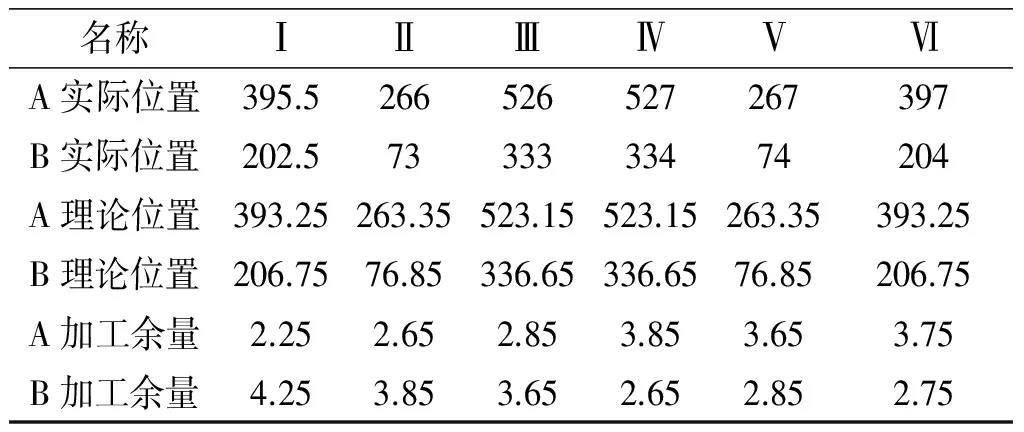
名称ⅠⅡⅢⅣⅤⅥA实际位置395.5266526527267397B实际位置202.57333333474204A理论位置393.25263.35523.15523.15263.35393.25B理论位置206.7576.85336.65336.6576.85206.75A加工余量2.252.652.853.853.653.75B加工余量4.253.853.652.652.852.75
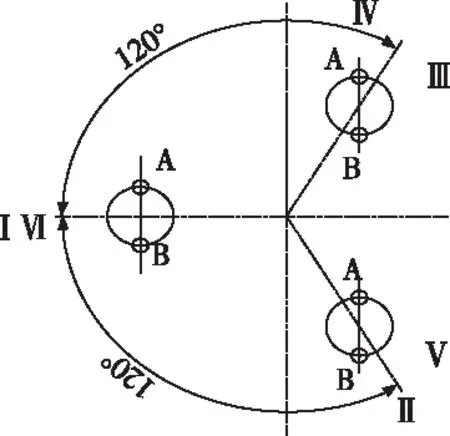
图5
重新调整后的最大余量为4.25 mm,最小余量为2.25 mm,最大与最小之差为2 mm,加工余量这些点分布较为集中,也比较合理。从Ⅰ曲柄销位置看,逆时针旋转1 mm,那么旋转的角度是多少呢?通过余量增加1其中心只变化了0.5 mm可以得出角度逆时针旋转arcsin(0.5/150)=0.19°。最后曲柄销的角度基准为以Ⅰ曲柄销角度方向找正从Ⅰ曲柄销位置看,逆时针旋转0.19°作为角度基准。
按照Ⅰ曲柄销左右找正逆时针旋转0.19°作为角度基准对所有曲柄臂外形划线。
按照图6给出的坐标点在每个曲柄相应位置划上一条线,如图7所示。
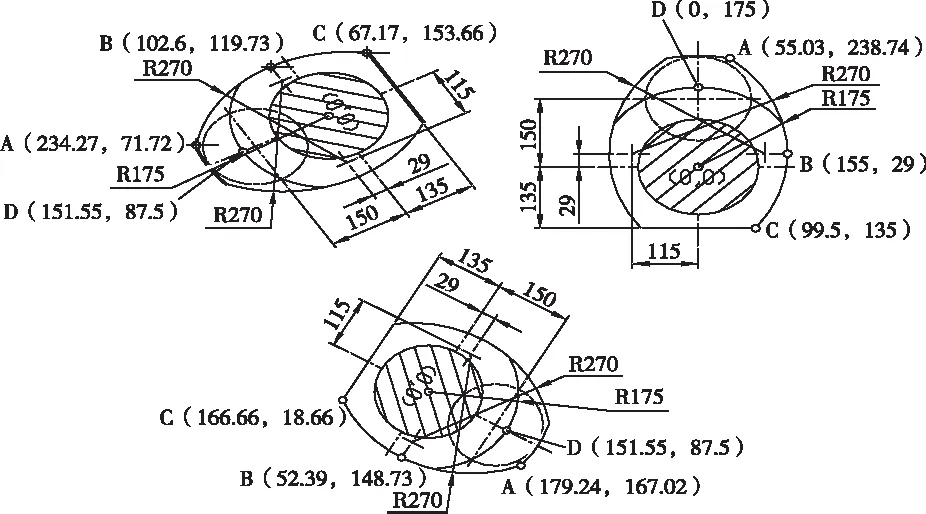
图6
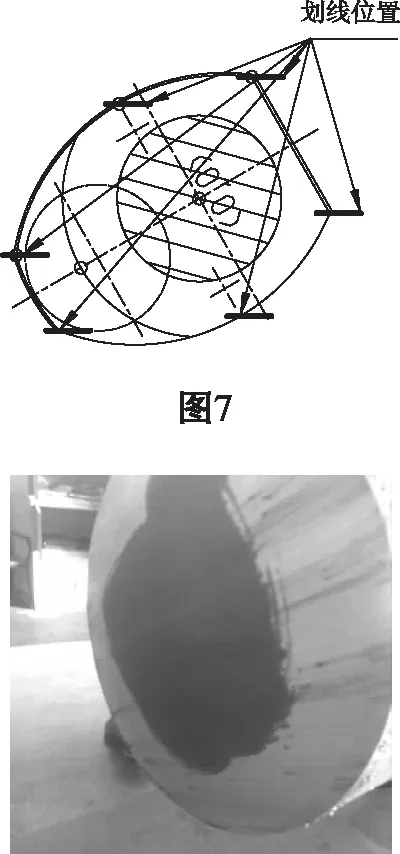
图8
粗加工单边为3 mm的余量,当所划线与粗加工形成的尖角点大于6 mm时或是在相应位置划不上线时,需要重新调整粗基准;若所划线与粗加工形成的尖角点大于6 mm时则需要将300中心位置上调或是顺时针转曲轴;若出现划不上线时则需要将300中心位置下调或是逆时针转曲轴;当线都划完后可以确定Ⅰ、Ⅵ曲柄销水平时的回转中心平面,在曲轴两端划出中心线如图8所示。
3 确定Ⅰ、Ⅵ曲柄销竖直向上时的回转中心平面
用角尺将Ⅰ、Ⅵ曲柄销转到竖直向上位置如图9所示,按照上述方法找出Ⅰ、Ⅵ曲柄销竖直向上时的粗回转中心平面,并通过曲柄销加工余量确定Ⅰ、Ⅵ曲柄销竖直向上时的回转中心平面,然后再按照图6中的坐标点对曲柄臂外形划线。
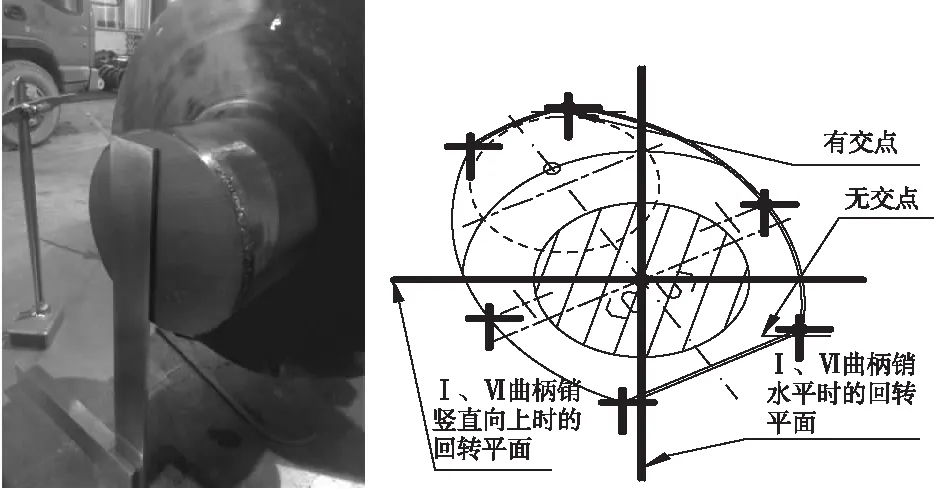
图9 图10
如出现有的有交点且量较大、有的无交点即无加工量,那么根据加工余量对Ⅰ、Ⅵ曲柄销竖直向上时的回转中心平面上下调整、对Ⅰ、Ⅵ曲柄销水平时的回转中心平面左右调整。
并如图8所示在曲轴两端划出Ⅰ、Ⅵ曲柄销竖直向上时的回转中心平面。
4 确定曲轴的回转中心
Ⅰ、Ⅵ曲柄销竖直向上时的回转中心平面与Ⅰ、Ⅵ曲柄销水平时的回转中心平面的交线为该曲轴的回转中心。
通过划线方法确定曲轴的回转中心有效的避免了曲轴加工过程中带缺陷,更有效的避免由于回转中心不正确造成曲轴的报废,为企业避免了经济损失。
[1] 杨海鹏.圆柱类工件快速找圆心的简易工具[J].工具技术,2011(7)
[2] 施振华.燕尾样板镶配件的加工与划线技巧[J].装备制造技术,2013(2)
[3] 崔杰.快速划线工具[J].机械工人(冷加工),1984(01)
[4] 王景瑞.用分度头进行立体划线[J].机械工人(冷加工),1985(11)
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
阅读(科学探秘)(2020年8期)2020-11-06
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
民间故事选刊·上(2017年5期)2017-05-17
中外文摘(2015年6期)2015-11-22
知识窗(2015年1期)2015-05-14
