集箱短管接头内孔氩弧焊工艺及接头性能
2015-03-27 11:56:34武云龙徐祥久黄超陈怡
机械制造文摘(焊接分册) 2015年4期
武云龙,徐祥久,黄超,陈怡
(哈尔滨锅炉厂有限责任公司,黑龙江哈尔滨150046)
0 前言
集箱是电站锅炉中重要的受压元件,通常与水冷壁、过热器、再热器、省煤器以及连接管道相连,起着工作介质的汇集和分配的作用。电站锅炉集箱一般由筒体、三通、弯头、端盖、大管接头、小管接头及附件等部分组成。其中以小管接头的数量为最多,且制造过程中与集箱筒身焊接难度大,大部分仍只能采用手工操作的方法进行焊接,工人劳动强度大,生产效率低,焊接质量不稳定,已成为目前制约电站锅炉集箱机械化和自动化制造的一个瓶颈环节[1-4]。
一些塔式结构的电站锅炉中,集箱多设计为短管接头的形式,管接头的长度一般在80~150 mm范围内,并且管接头为无弯曲部分的直管接头,这为其与集箱筒身焊接提供了足够的外围操作空间。一些设备制造厂家研究的特种钨极氩弧焊设备,可由管端部插入到管接头内部,通过调整钨极位置到待焊部位,在管接头内部实现小管接头与集箱筒体之间的打底焊接,并将这种焊接方法称之为内孔氩弧焊。
1 短管接头的内孔焊接
根据集箱在电站锅炉中的位置和作用的不同,其结构尺寸以及材料会有较大差别,但小管接头均为成排布置,有的一个集箱上就多达20排管接头,数量可达近千个。图1a为锅炉集箱中常见短管接头布置的简图,仅示出1排管接头;图1b为实际短管接头集箱照片。
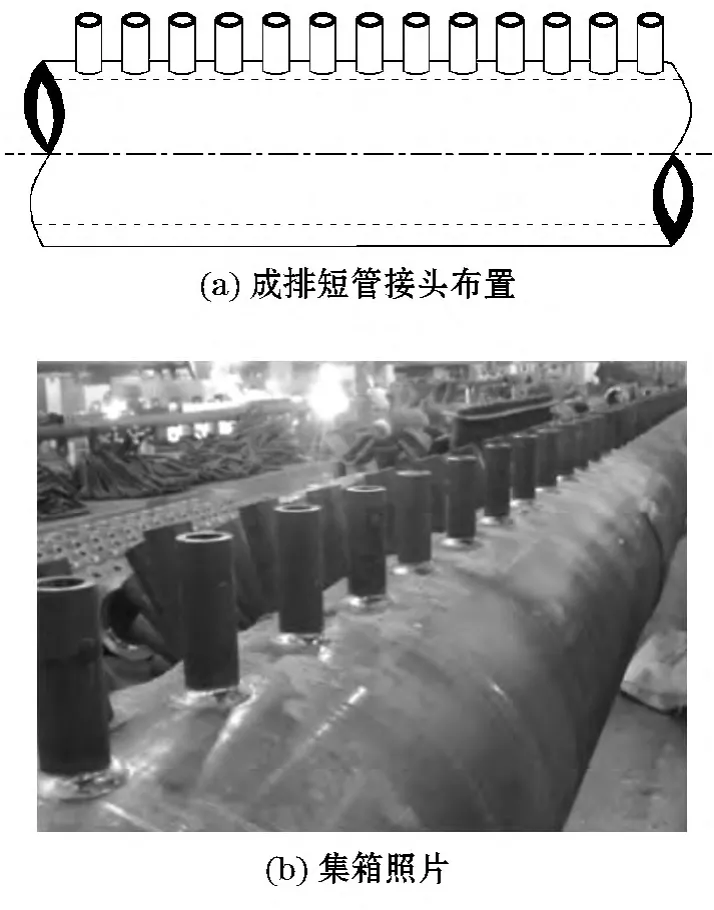
图1 集箱成排短管接头
根据集箱设计温度和压力的不同,这种小管接头的焊接结构也会采用不同的形式,对于要求全焊透的小管接头,需用钨极氩弧焊进行打底焊,焊接过程中采用单面焊双面成形的操作技巧,保证焊缝背面成形和根部的全焊透。
图2为内孔氩弧焊这种小管接头时采用的焊接坡口形式,焊接接头为角接结构的对接焊缝。焊接过程中焊枪在管接头内部引弧并旋转,在无填充金属的情况下通过电弧加热两侧被焊材料并使其熔化,形成焊接熔池,电弧经过后熔池中液态金属凝固形成打底焊缝。
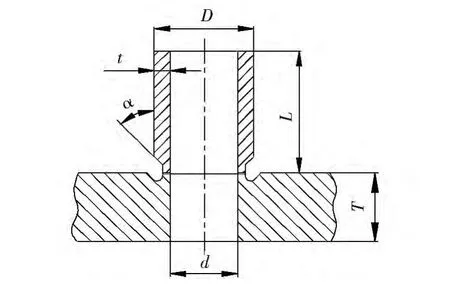
图2 内孔氩弧焊坡口形式
这种焊接方法的生产效率约为手工氩弧焊的3倍,且机械化焊接工人劳动强度较低,在相同的工艺参数下可获得质量稳定优良焊缝,同时克服了焊接过程中因管接头之间距离过小而造成的操作困难问题。
2 试验材料及方法
SA-213T91小口径钢管为电站锅炉集箱管接头常用的材料,且其焊接难度及焊接接头质量要求在锅炉集箱的制造中均较常规材料高,因此能实现该材料的内孔氩弧焊接对电站锅炉集箱制造有重要意义。试验采用直径为51 mm,壁厚为13 mm的SA-213T91小口径管进行焊接及接头性能研究,其力学性能如表1所示。

表1 SA-213T91力学性能
为便于分析焊接接头的力学性能,采用对接接头形式代替角接(图3),但焊接坡口的角度、钝边厚度、装配间隙与产品角接接头一致。
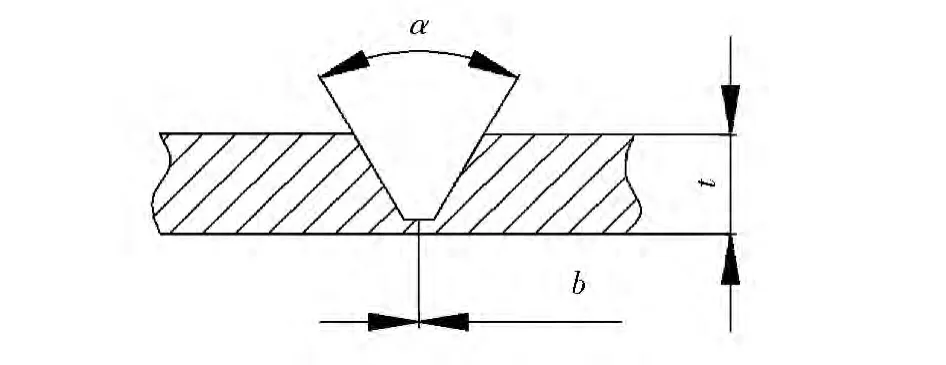
图3 试验所用焊接坡口形式
焊接过程中首先采用内孔氩弧焊机在管接头内部进行打底焊,采用纯氩作为焊枪保护气体,气体流量8~10 L/min,管接头外侧同样采用氩气进行背面保护,以防焊缝背面氧化。然后采用焊条电弧焊填充和盖面焊接,以获得完整的焊接接头。为防止在焊接过程中产生裂纹,焊前预热温度控制在200℃以上,层间温度控制在200~300℃范围内。
表2为内孔氩弧焊工艺参数,表3为焊条电弧焊工艺参数。焊后对焊接接头进行RT检测,合格后进行755±15℃,保温8 h的消应力热处理,降低焊接接头应力。

表2 内孔氩弧焊工艺参数

表3 焊条电弧焊工艺参数
3 试验结果
3.1 金相组织
图4为焊接接头的断面宏观照片,根部内孔氩弧焊区焊缝成形优良,焊接接头内侧有0.2~0.5 mm的余高,且与两侧母材过渡平滑,不存在咬边、未焊透、未熔合以及气孔等缺陷。
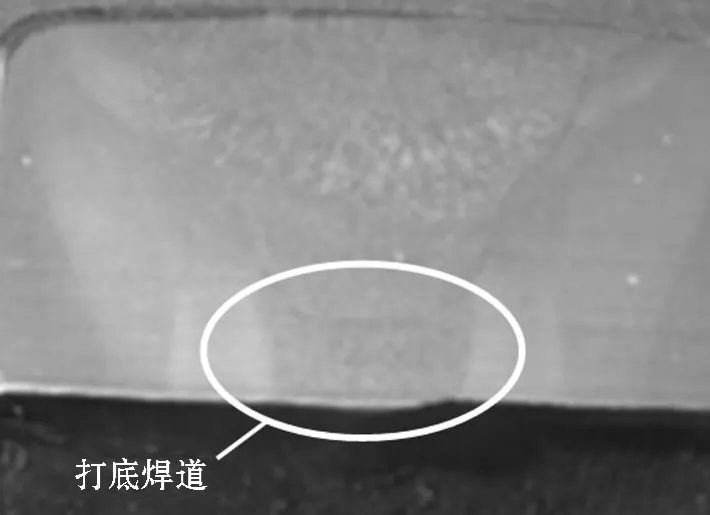
图4 焊接接头宏观形貌
图5为焊接接头内孔氩弧焊区域的微观组织照片。焊缝和热影响区的组织均为回火马氏体组织,晶粒及组织尺寸均匀细小,为SA-213T91焊接接头正常组织。
3.2 力学性能
焊接接头室温拉伸试验两个试样的抗拉强度分别为695 MPa和730 MPa,均高于SA-213T91管子标准要求的下限值585 MPa,而且两试样均首先在焊缝旁的母材位置出现颈缩,说明焊接接头强度满足使用要求。焊接接头的4个横向侧弯试样,在经历180°弯曲后,在弯曲受拉面及其棱角上均未发现任何开口缺陷(图6),焊接接头表现出优良的塑性。
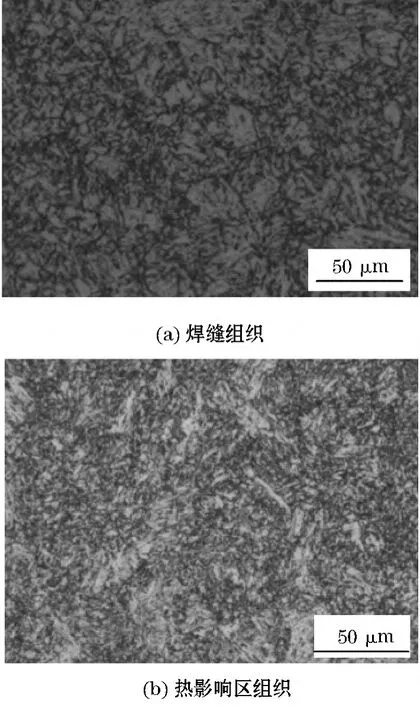
图5 焊接接头金相组织

图6 弯曲试样
4 结束语
SA-213T91小口径管自身对接焊试验表明,采用内孔氩弧焊方法进行集箱小管接头的打底焊是一种正确选择。然后采用SMAW,FCAW,SAW等方法进行填充和盖面焊,既可保证小管接头与集箱筒体之间的全焊透焊接,又可提高焊接效率,减轻工人劳动强度。目前,内孔氩弧焊已成功应用于电站锅炉集箱短管接头的焊接生产中,用于焊接 SA-210C,SA-213T12,15CrMoG,12Cr1MoVG,SA-213T91等材料管接头与集箱筒身之间的全焊透打底焊接。
目前内孔氩弧焊技术只适用于长度在一定范围内的直管接头与集箱筒体焊接,受不同锅炉设计结构的影响,并非所有集箱管接头均可采用这种焊接方式,另外,采用内孔氩弧焊方法,对焊接坡口的加工及装配精度要求较高,焊前需严格控制管接头的长度、内径和钝边厚度等关键尺寸。
[1] 张玮,刘自军,潘乾刚,等.12Cr1MoV钢药芯焊丝工艺试验研究及其在锅炉集箱上的应用[J].电焊机,2010,40(2):100-104.
[2] 万军,李宜男,杨松,等.机器人在集箱管接头焊接制造中的应用[J].焊接,2001(11):30-32.
[3] 刘富君,唐萍,凌张伟,等.电站锅炉集箱管座角焊缝缺陷安全性分析方法[J].焊接学报,2013(10):83-86.
[4] 陈二松.电站锅炉集箱管座接头焊缝裂纹分析[J].热加工工艺,2013,42(13):209-213.
猜你喜欢
中国特种设备安全(2021年2期)2021-07-21 08:48:24
装备制造技术(2020年9期)2021-01-26 00:14:42
中国特种设备安全(2019年8期)2019-10-14 00:32:32
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国特种设备安全(2018年12期)2018-03-15 05:34:54
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
河南科技(2014年15期)2014-02-27 14:12:32