
基于PLC的蒸汽养护模糊控制器
2015-03-25 08:20王兵丁娜周建华
电气自动化 2015年2期
王兵, 丁娜, 周建华
(湖南工业大学 电气与信息工程学院,湖南 株洲 412000)
基于PLC的蒸汽养护模糊控制器
王兵, 丁娜, 周建华
(湖南工业大学 电气与信息工程学院,湖南 株洲 412000)
根据混凝土电杆蒸汽养护工艺的要求,采用模糊自整定PID的控制方案,并基于S7-200PLC实现,达到了提高产品品质,降低蒸汽消耗的目的,控制方案可靠性高、鲁棒性强并具有较好移植性。
蒸汽养护;混凝土电杆;模糊控制;恒温;可编程逻辑控制器
0 引 言
蒸汽养护具有显著提高混凝土的初期(脱模)与早期强度,加快模具周转、缩短生产周期、提高生产效率的优点,被广泛用于混凝土预制构件生产,是混凝土预制构件生产的关键工序[1-2]。混凝土电杆的蒸汽养护控制具有迟滞性、大惯性、非线性的特点,控制模型不易建立,采用传统的控制方法来调节蒸养温度很难满足蒸汽养护制度的需要,控制效率低下、产品质量难以得到很好的保障,同时能源浪费较大。
本文设计了一种新的蒸汽养护制度,采用模糊自整定PID的控制方式,并基于小型PLC实现,达到了良好升温、恒温和降温控制目的。
1 蒸汽养护控制系统原理
1.1 蒸汽养护制度
蒸汽养护过程包括预养、升温、恒温和降温四个阶段,蒸汽养护制度工艺参数包括静养时间、升温速度、恒温时间、恒温温度和降温速度;升温速度、恒温温度对蒸汽养护高强混凝土耐久性影响显著,静养时间和恒温时间次之,带模养护的混凝土预制构件预养期可缩短或取消[3]。因此,蒸汽养护参数的变化直接影响混凝土中水泥与各成分的水化及其水化产物特征,蒸汽养护参数的设定将对混凝土预制构件成型质量与后期性能有很重要影响。
依据文献[3]研究成果并结合现场实际,设计混凝土电杆蒸汽养护温控升温速度15 ℃/h,恒温温度60 ℃,恒温时间3 h,降温速度25 ℃/h,当降温到30 ℃或降温到常温并养护时间到表明养护过程结束,控温精度±1 ℃。控温器设自动和手动两种模式,手动模式可选择10 ℃、20 ℃、30 ℃三种起始升温温度(分别对应冬季、春秋季、夏季),蒸汽养护参数设计如表1所示;自动模式下根据人机界面输入的初始温度,控制器按固定升温速度自动调整升温时间,控制养护周期。

表1 手动模式蒸汽养护参数
1.2 系统结构
可编程逻辑控制器(PLC)适用于恶劣工作环境,其抗干扰能力、可靠性远高于其他自动控制方式,小型PLC亦拥有多条连续过程PID控制回路,用于混凝土电杆蒸汽养护控制具有极高的性价比。组态软件起源于分布式控制系统(DCS),发展于PLC,是专为工业环境而设计的软件,通过和现场的对接在计算机上监控蒸汽养护全过程并对蒸汽养护过程中产生的数据进行统计处理[4]。

图1 蒸汽养护控制系统组成
设计的混凝土电杆蒸汽养护控制系统由S7-200 PLC作主控制器,由装有组态王软件的工控机作上位机,控制电动调节阀、排水泵、轴流风机,由温度变送器采集蒸汽养护池温度信号送入PLC构成闭环控制系统。控制系统组成如图1所示,蒸汽养护组态控制系统界面如图2所示。
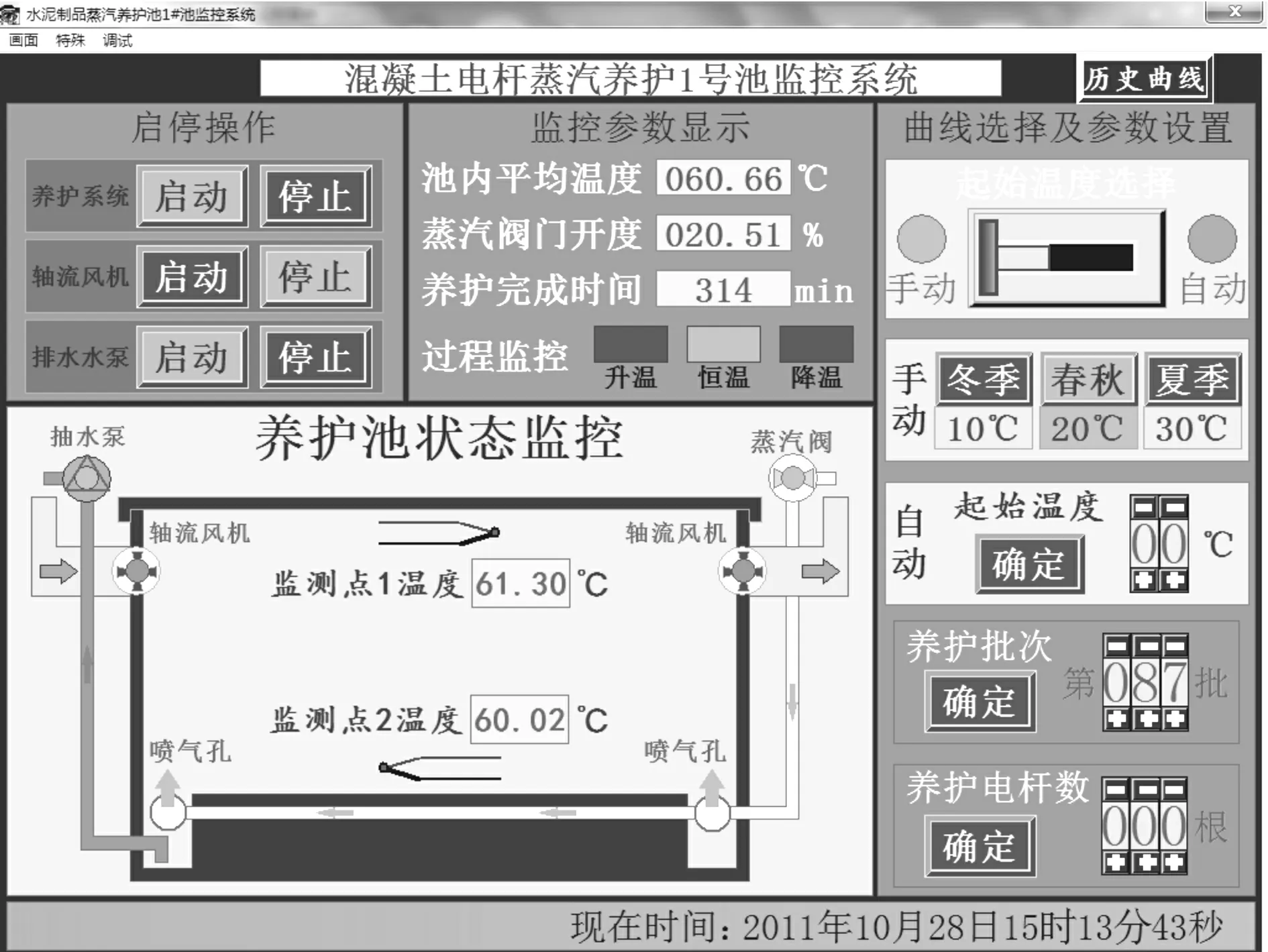
图2 蒸汽养护组态控制系统界面
1.3 系统控制原理
在工控机人机界面上选定好蒸汽养护的初始温度,当输入的蒸汽温度、压力达到要求后,启动系统;PLC将采样时刻设定的温度参数与温度变送器反馈信号进行比较和运算,得到温度偏差e(n)和温度偏差变化率ec(n),经过模糊自整定程序运算处理后,PLC通过模拟量的输出控制方式实时调节电动调节阀的开度,实现蒸汽养护升温和恒温的温度控制;恒温时间到,关闭电动调节阀,根据温度的偏差e(n)间歇启动轴流风机实现降温控制;养护池冷凝水量由液位传感器采集至PLC,PLC自动控制水泵排除积水。经PLC控制器A/D转换和运算后的数据,上传到工控机上生成“温度-时间”响应历史趋势曲线,实现实时监控。
蒸汽养护过程使用100 ℃高压蒸汽,为确保蒸养池内温度基本均衡,消除池内温度梯度,在养护池的长度方向设置两路蒸汽管道,每路蒸汽管道上分布4个气流旋转式喷嘴,使蒸汽在养护池中环形流动[5]。两只温度变送器分别设置在养护池内宽度中间区域,置放留有高度差,并规避蒸汽气流的直射,以两路温度检测信号的平均值作为池内检测温度。为避免养护过程中出现一只变送器损坏,控制程序模块中加入容错控制程序,只要还有一只变送器完好,自动调整到以一只温度变送器的检测数据作为池内温度信号,完成本次养护工作,并发出提示警示信息;由于蒸汽扩散对温度变送器传输的数据仍存在滞后影响,养护池内温度短时间内变化不显著,温度采集周期定为1 min,定时时间到,以100 ms时间间隔连续采集4次温度值再求平均,作为一路温度检测信号。
2 模糊自整定PID控制器设计
2.1 数字式PID控制器
S7-200 PLC中带有PID控制器,PID控制器结构简单,鲁棒性好。但是PID参数是根据过程参数整定的,在蒸汽养护升温和恒温过程中的参数变化较大,控制模型不易建立,用一组PID参数实施全程控制不能收到良好效果,影响蒸汽养护的质量。因此,有必要在蒸汽养护过程中对PID控制器参数KP、TI、TD进行在线自整定,以满足不同的温度偏差e(n)和温度偏差的变化率ec(n)下对PID自整定参数的要求,使系统具有良好的静态和动态性能[6]。
2.2 参数自整定模糊PID控制器
模糊控制是一种基于规则的控制,适用于数学模型难以获取、动态特性变化的对象。但模糊控制规则一旦确定,便不能调整,且不具有积分环节,直接用于蒸汽养护控温精度不高,且存在控温死区。基于普通模糊控制器的缺点和PID控制器的不足,将模糊控制与PID控制结合起来,构成参数自整定模糊PID控制器,控制系统如图3所示[7]。

图3 模糊自整定PID控制系统
养护池在自然升温和降温状况下温度变化不会超过2℃/min,取e(n)、ec(n)的基本论域为[-2,2],e(n)和ec(n)乘以量化因子并模糊化得E和EC,E和EC作为模糊控制器的二维输入信号,其模糊子集为{NB, NM, NS, Z, PS, PM, PB},E和EC模糊论域离散区间为[-3,3]。量化因子Ke、Kec均取1.5,隶属函数采用三角函数形式。
为简化控制装置,在升温和恒温阶段不采用冷却降温措施,同时为了避免温度超调,依据蒸汽养护的实际工作情况与操作经验,选取KP、TI、TD的基本论域为[0,10]、[0,30]、[0,20],模糊子集均取为{ZE, PS, PM, PB},模糊论域离散区间均取为[0, 6] ,比例因子Kup=1.7、Kui=5.0、Kud=3.3,隶属函数采用三角函数形式。模糊推理后的输出量乘以比例因子即为参数可调整PID控制器的实时参数信号KP、TI、TD。
2.3 模糊控制规则
由PID控制器的原理可知,KP影响系统的响应速度和精度,KP大,可以加快调节时间,但过大会使系统稳定性下降,甚至造成系统的不稳定;TI影响系统的稳定精度,消除系统稳态误差,TI越大积分作用越强,系统静态误差消除越快,但TI过小会引起响应过程的较大超调;TD影响系统的动态特性,能产生超前的控制作用,TD合适可以减少超调和调节时间,但过大会延长系统的调节时间,同时对系统的抗干扰不利[8]。
在蒸汽养护过程中,对于不同的E和EC,PID控制器的KP、TI、TD有不同的要求,参数自整定规则如下:
(1)E较大时,为加快系统的响应速度,同时避免超调,应取较大的KP和TI,取较小的TD。
(2)E中等大时,为保证系统的响应速度,同时控制超调,KP和TI应减小,取中等的TD。
(3)E较小时,为使系统具有较好的稳定性能,取较小的KP,TI减小。
(4)为避免振荡,考虑系统的抗干扰性能,当EC较大时,取较小的TD;当EC较小时,取中等的TD。
由以上规则并结合控制经验得出KP、TI、TD的模糊控制规则如表2所示。

表2 KP、TI、TD的模糊控制规则表
2.4 PLC模糊控制关键程序
利用MATLAB的模糊推理系统(FIS),按照表2控制规则离线求出模糊控制查询表,并将表中的数据依次输入到PLC变量存储器中。PLC依据当前模糊化后的E和EC值查询存入的模糊控制表,取出输出量,将输出量乘以比例因子作为PID回路指令中的运算参数KP、TI、TD,经PLC中 PID指令运算,输出控制量u(n),经EM235模块输出调节蒸汽阀开度的控制信号,实现蒸汽养护自整定PID控制。PLC的模糊自整定控制的关键程序转为模糊控制表的查询。
以输出量KP模糊控制表查找为例,设已将离线计算出的输出量KP的值存储在VD100~VD292中,根据模糊化后的E/EC不同取值,KP模糊表查询程序如下:
LD SM0.0
MOVD VD10, VD20 //输入模糊化的EC值
-D -3, VD20
MOVD VD20, VD24
*D +28, VD24 //求出行偏移量
MOVD VD14, VD28 //输入模糊化的E值
-D -3, VD28
*D +4, VD32 //求出列偏移量
MOVD VD24, VD36
+D VD32, VD36 //求出偏移量
MOVD VD28, VD32
LD I0.0
EU
MOVD &VB100, VD40 //在VD40建立指针
+D VD36, VD40
MOVD *VD40, VD44 //查询求出输出量
3 蒸养曲线分析
在初始温度20 ℃升温模式下,采集的一次蒸汽养护控温曲线如图4所示。从图中可见,蒸汽养护曲线在升温段、恒温段与蒸汽养护制度给定曲线贴合,超调小,降温速度小于25 ℃/h,达到设计要求。
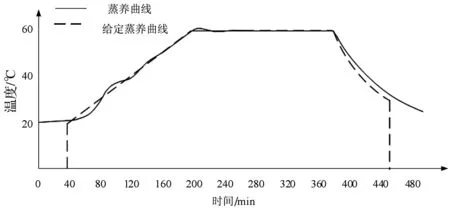
图4 蒸养控温曲线
4 结束语
将模糊自整定PID控制策略嵌入小型PLC中,应用在混凝土电杆蒸汽养护控制系统中,较好实现了文献[3]的蒸养制度。通过严格控制蒸养过程中的升温速度、恒温温度、恒温时间、降温速度,避免了以往蒸汽养护过程中升温速度过快、高温蒸养、恒温温度波动较大致使混凝土电杆力学性能变差、耐久强度下降、产生裂缝、使用寿命变短等不利现象;通过低速升温、降低恒温温度、控制养护周期,降低了单产蒸汽消耗量。
根据现场温度设计三种固态升温模式以及手动输入现场温度的自动升温模式,使控制器具有较强的灵活性,适应不同气候对蒸养制度的需求,控制方案对不同混凝土制品的蒸汽养护具有较好地移植性、扩展性。
[1] MEHTA P K,BURROWS R W,覃维祖. 在21世纪建造耐久的结构物. 中国土木工程学会混凝土及预应力混凝土分会混凝土耐久性专业委员会,第七届全国混凝土耐久性学术交流会论文集[C]. 中国土木工程学会混凝土及预应力混凝土分会混凝土耐久性专业委员会,2008.
[2] 彭波,丁庆军,王红喜,等. 水泥与混凝土制品的蒸汽养护生产关键技术进展[J]. 国外建材科技,2007,28(3):21-24.
[3] 彭波.蒸养制度对高强混凝土性能的影响[D].武汉:武汉理工大学, 2007.
[4] 柏正祥.西门子S7-300 PLC 与WinCC6. 0 组态技术在输煤自动控制系统中的应用[J].电气应用,2013.32(7):64-66.
[5] 林燕雄,郭庆,梁宾贤.水泥电杆蒸养池温控系统设计[J].电子测量技术,2008;31(5):166-169.
[6] 段铁群,王萍.基于PLC模糊自整定PID参数控制器在变频调速恒压供气系统中的应用[J].电机与控制学报, 2003;7(4):348-351.
[7] 黄卫华.模糊控制系统及应用[M].北京:电子工业出版社, 2012.
[8] 刘金琨.先进PID控制MATLAB仿真[M].北京:电子工业出版社, 2007.
PLC-based Fuzzy Controller for Steam Curing
WANG Bing, DING Na , ZHOU Jian-hua
(College of Electrical and Information Engineering of Hunan University of Technology,Zhuzhou Hunan 412000, China)
According to the technological requirements of steam curing of concrete poles, a fuzzy self-tuning PID control scheme operated by S7-200PLC is presented in this paper to attain the purpose of improving the product quality and reducing steam consumption. The control scheme is featured by high reliability, strong robustness and good portability.
steam curing;concrete pole;fuzzy control;constant temperature; programmable logic controller
湖南工业大学项目(2013A12);湖南省自然科学基金资助项目(13JJ9016)
10.3969/j·issn.1000-3886.2015.02.039
TP273
A
1000-3886(2015)02-0115-03
王兵(1965-),男,湖南常德人,副教授,硕士,研究方向为电气自动控制。
定稿日期: 2014-07-10
猜你喜欢
湖北电力(2022年3期)2022-07-06
合成材料老化与应用(2021年4期)2021-08-28
河北农机(2020年10期)2020-12-14
油气田地面工程(2020年6期)2020-06-12
河北省科学院学报(2020年4期)2020-03-19
河北农机(2020年10期)2020-01-08
电子制作(2018年12期)2018-08-01
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02
科技资讯(2014年13期)2014-11-10
