梳棉机喂棉箱分类及设计优化
2015-03-21 06:17付友民焦玉发
山东纺织科技 2015年4期
付友民,焦玉发
(青岛纺织机械股份有限公司,山东 青岛266042)
梳棉机喂棉箱分类及设计优化
付友民,焦玉发
(青岛纺织机械股份有限公司,山东 青岛266042)
文章介绍了当前梳棉机喂棉箱的分类、结构及作用原理,从优化设计角度对喂棉箱在实际生产过程中出现的缺陷加以改进。
清梳联;梳棉机;喂棉箱
国内清梳联经过近几十年的发展,越来越成熟。梳棉机喂棉箱是开清梳联合机的连接设备,置于梳棉机后部,借助梳棉风机的作用,将清棉机处理好的纤维均匀分配到各台梳棉机,其输出筵棉层稳定性对减轻梳棉机压力,提高生条质量,起到了至关重要的作用。本文主要介绍梳棉机喂棉箱的分类、结构及对其在生产实践中遇到的问题从设计方面加以改进,加强其适应性。
1 梳棉机喂棉箱分类
1.1 喂棉箱从气压原理上分类
从原理上分可分为纯气压式、纯振动式和气压加振动式。纯气压式棉箱必须注重设备的密封性,若密封不好,各处漏风,势必造成棉箱气压不稳,压力传感器检测值变化较大,然后以错误的信号控制给棉系统,导致筵棉层厚度纵横向差异较大,生条不匀率显著增大,影响产品质量;纯振动式和气压加振动式棉箱需要考虑下棉箱储棉高度,其高度决定了筵棉层厚度能不能达到要求。
1.2 从喂入方式上分类
从喂入方式上分一是给棉板锯齿罗拉形式,例如德国特吕茨勒公司的直接喂棉装置DIRECTFEED棉箱,主要难点表现在选择合适的给棉罗拉针布及罗拉材料,对于较长化学纤维,此种棉箱仍有缠花现象;二是双罗拉喂入形式,此种棉箱问题主要表现在选择合适的罗拉材料及罗拉两端结构及密封性能上。
1.3 从隔距可调形式分类
首先是弹簧浮动加压自动可调隔距式,即罗拉隔距随着上棉箱纤维状态即时改变,双罗拉受力比较均匀,随着时间的推移,会是近直线型,这是当前比较合理实用的一种形式,像青岛宏大公司的JWF1171型喂棉箱,该棉箱经过十几年各用户厂家使用,普遍反映整体运行状态良好;其次是手动可调隔距式。此种棉箱当罗拉隔距调整好后,不管上棉箱纤维状态如何,隔距是恒定的,双罗拉易受气体输送梳棉管道纤维状态影响,易受力不均,呈现一种突变形式。如果隔距调整不到位,极易产生上棉箱纤维因厚度不均,受到双罗拉挤压,越积越多,纤维受热凝固卡在双罗拉之间,继而产生打滑现象或者双罗拉弯曲损坏,甚至把双罗拉卡死,轴端罗拉堵头与筒体破坏性分离,还有可能引起减速机传动轮齿损坏现象,带来各种不必要的损失。
以上是梳棉机喂棉箱的主要分类方式。各企业喂棉箱主要特征如表1所示。
2 喂棉箱主要结构及工作原理
2.1 喂棉箱结构
各厂喂棉箱主要结构大致相同,本文以青岛纺机FA171A型喂棉箱为例(见图1)。
2.2 喂棉箱原理
经开清联合机开松、混合、除杂后的原棉,使用FT201B型梳棉风机通过梳棉管道分送到各台棉箱的配棉头,因上棉箱的扩散、排气和自身重力作用而聚集到上棉箱中,形成一定体积密度的棉气混合物,后经棉箱给棉罗拉握持挤压成一定厚度棉层并向下顺向喂入,再经过开松辊旋转打击开松成细小棉束,在风机产生的气流作用下,在下棉箱下部堆积形成一定高度和密度的棉层(可通过调节下棉箱压力控制棉层),然后经过输出罗拉向梳棉机给棉罗拉同步输出。此过程中有一定牵伸,牵伸比要控制在1.2~1.6,牵伸偏大,相应条干不匀率加大。
表1 当前梳棉机喂棉箱主要特征
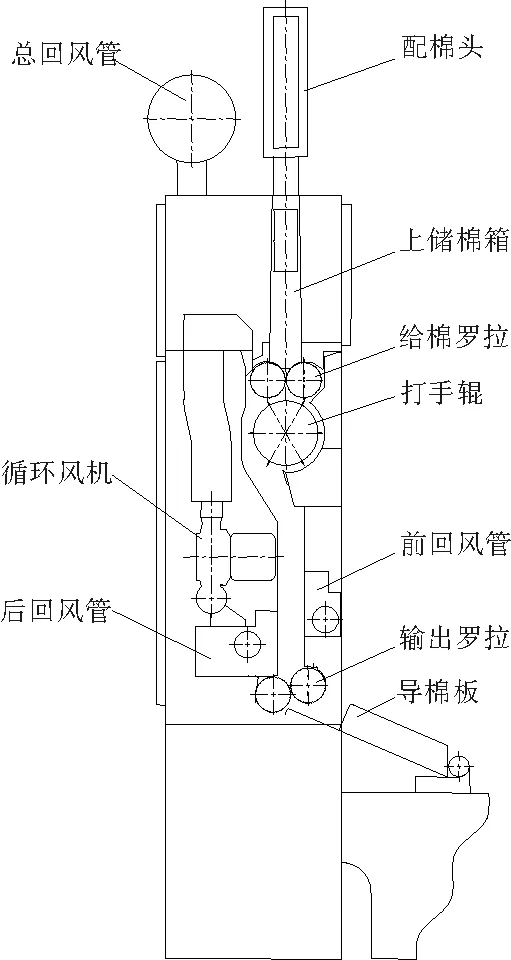
图1 FA171A型棉箱
压力传感器检测下棉箱当前气压后,将信号传给自调匀整,自调匀整结合标准棉箱压力设定及P.I.D,综合计算后,输出一个0~20 MA的直流电压信号到给棉变频器, 驱动给棉电机运转,如果下棉箱气压高于设定上限,则给棉电机停止运转。以此保证下棉箱始终保持一定高度的储棉,从而保证喂棉的连续性。
3 生产实践中出现的问题及解决措施
无论哪种喂棉箱,在生产实践中,由于适纺原料的差异化,包括原料的细度、长度、力学性能、回潮率以及用户车间温湿度的保持情况不同等,对喂棉箱稳定性、适应性提出了很高的要求,生产实践中难免会出现很多问题。
3.1 上给棉罗拉缠花、两端塞花
传统设计中,罗拉端面与墙板间隙小,通过环形细毛毡条密封,比较容易塞花,如图2所示。
沟槽型给棉罗拉直径为120 mm;墙板与给棉罗拉堵头之间间距为1.5 mm;罗拉堵头与轴连接处中间有凹槽;罗拉堵头与墙板用环形窄条弹性细毛毡密封;套环较宽,大约30 mm。此种罗拉在长时间运行后,因发热摩擦等因素,细毛毡磨损较快,受风力作用,纤维极易随风嵌入到墙板与堵头缝隙中,久而久之,越缠越多,最后形成罗拉两端缠死现象,造成罗拉损坏,最坏的情况是造成减速机损坏,严重影响生产。此类罗拉有设计缺陷。
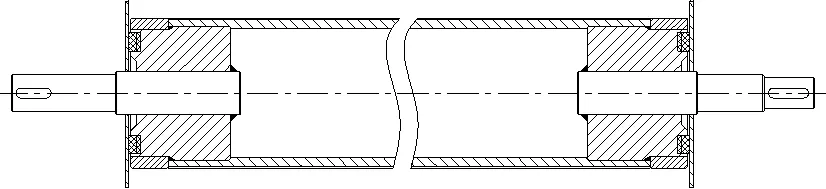
图2 传统型喂棉箱罗拉结构
给棉罗拉一种有效的改进方法,如图3所示:墙板罗拉堵头间距相应加大;堵头与给棉罗拉连接处采用大圆弧过渡,防止尖角;取消毛毡密封;取消堵头与轴中间凹槽。具体策略就是采取疏导的方式及时排除纤维,减小塞花概率。经用户反馈应用效果比较好。防止罗拉中间缠花的最好的办法是适当加大其直径,并且罗拉隔距可调,最好是弹性加压。
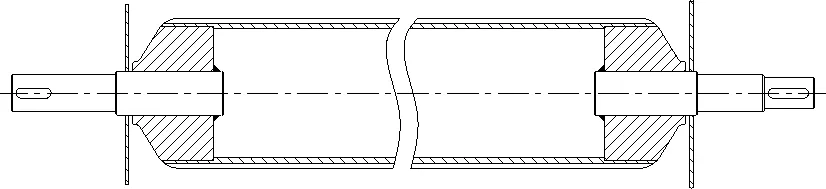
图3 改进后的喂棉箱罗拉结构
3.2 给棉罗拉材料选择不合适
当前给棉罗拉材料主要采用无缝钢管和铝合金两种。
选用建议是:纺棉时,两者均可;纺化纤时,如果车间湿度和纤维回潮率大最好是铝合金罗拉。
3.3 棉箱通道材料选择不合适
当前棉箱通道大部分采用喷粉件。为了减少摩擦和静电,保障落棉的流畅性,建议采用不锈钢材料,像1Cr17、1Cr13等光亮不锈钢板,这样,虽然成本有所增加,但是非常有利于落棉,有利于形成均匀稳定的筵棉层,最终显著提高生条条干不匀率和重不匀。
3.4 下棉箱储棉量太小
下棉箱储棉量尽量大,最少达到200 mm。这就要求排风网眼高度至少大于200 mm,而且采用不锈钢材料,冲孔方向由内向外,喷丸处理,网眼尽量小,网眼密度要大。
3.5 输出罗拉选择不合适
输出罗拉采用铝合金罗拉即可,也要注意轴端塞花问题。解决办法是可以适当加大罗拉轴端与墙板之间间隙1.5 mm到3.5 mm左右,轴与堵头之间不要有凹槽等改进措施。设计时罗拉输出棉层方向与导棉板方向尽量一致。
3.6 开松辊速度选择不合适
开松辊必须有合适的速度,在保证剥棉顺利、不返花的情况下,不宜过高,降低棉结增长率。同时,开松辊与给棉罗拉之间隔距要可调。目前,国内喂棉箱开松辊速度都在600~900 rpm之间。国内某棉纺厂对喂棉箱开松辊在不同速度下对筵棉质量的影响进行了试验,结果见表2。

表2 开松辊不同速度对筵棉质量的影响
由表2可以看出,当打手辊速度下降时,棉结、杂质、短绒增长率均向好的方向发展,所以,当前各公司喂棉箱开松辊的实际运转速度偏高,应根据实际情况做适当调整。当然也可以通过减少针密度和排数的做法减少开松辊对纤维的损伤。比如,青岛纺机股份有限公司曾经为某公司专门制作了三排针开松辊,客户反映使用状况良好。
3.7 喂棉箱密封性能不好
喂棉箱的密封性能好坏是检验棉箱能否稳定输出筵棉的一个很重要的方面。如果密封性能不好(特别是下棉箱),处处漏风,那么必然会出现挂花现象,越挂越多,进而导致挂花处棉层显著变薄,输出筵棉达不到设定要求,影响条干。当前处理棉箱的密封问题主要有两种方法:一种是中间棉花通道零件与墙板之间加毛毡密封;另一种是直接用特殊密封胶粘接堵死缝隙。两种方法效果均可。
3.8 开松辊两端塞花
增大开松辊与墙板之间间隙,例如1.5 mm加大到5 mm;开松辊两端面是光面,不要出现凹槽;光面增加2~4件L型小折边当做风扇,即可有效解决开松辊端面塞花。
4 结语
4.1 上述喂棉箱设计的各个方面最终目的是在达到开松要求的基础上尽量减少纤维损伤,减少杂质,保证下棉箱压力稳定,提高棉层纵横向均匀度,使喂棉箱输出符合要求的筵棉层,从而改善和提高生条质量。
4.2 为保证实现棉箱喂棉的连续性,稳定性的要求,还需要优化上棉箱排气滤网面积、保证梳棉管道具有合适的压力、保证气压式棉箱下棉箱合适的压力、自调匀整的应用、控制好空调滤尘系统等。
[1] 李妙福,苏馨逸.清梳联工艺设备与管理[M].上海:东华大学出版社,2006.
[2] 蒋耀兴,冯岑.纺织概论[M].北京:中国纺织出版社,2005.
[3] 刘孝虎.传统清梳流程的清梳联改造[J].棉纺织技术,2013,41(1)::33—35.
[4] 王莉.清梳联喂棉箱的设计要点与创新[J].山东纺织科技,2010,51(5):25—27.
Optimal Designs on Chute Feeder and Its Classification
FuYoumin,JiaoYufa
(Qingdao Textile Machinery Co.,Ltd.,Qingdao 266042,China)
Classification of chute feeder was introduced,as well as the structure and working principle .The improvements on defects frequently appeared in practice were shown to meet the requirement from the perspective of design.
blowing-carding machinery;carding machine;chute feeder
2015-05-08
付友民(1981—),男,山东青岛人,工程师。
TS112
B
1009-3028(2015)04-0017-05
猜你喜欢
小哥白尼·野生动物画报(2021年6期)2021-07-14
纺织器材(2020年5期)2020-12-21
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
数学大王·趣味逻辑(2019年10期)2019-11-06
工业设计(2019年6期)2019-07-08
纺织科技进展(2019年4期)2019-04-30
棉纺织技术(2019年4期)2019-04-10
纺织器材(2019年1期)2019-03-24
广州文艺(2017年8期)2017-09-13
河北传媒研究(2015年6期)2015-07-12