
基于铣用夹具上定齿定位销的优化设计
2015-03-19 13:27付向梅
机械管理开发 2015年3期
付向梅
(中国重汽集团大同齿轮有限公司 工艺部,山西 大同 037305)
引言
在现代生产中,夹具是一种不可缺少的工艺装备,它的高精度制造直接影响着齿轮类零部件的加工精度。因此想要制造高精度的齿轮,所用夹具的精度尤为重要,而夹具关键在于精准的定位。可靠的定位和夹紧可以减轻甚至取消划线工作,用装备取代人工操作,减小了产品出现偏差的概率,提高了零件的精度。近年来,高速列车、能源装备、航空航天及船舶与海洋工程等领域的高速发展对齿轮精度和可靠性提出了更高的要求。在大批量生产中,铣用夹具降低了劳动强度,提高了加工效率以及精度,为企业和社会创造了更高的经济效益。本文重点研究了齿轮铣工序的夹具,为满足实际生产需要而进行的优化设计。
1 优化设计由来
在实际生产中,有些齿轮外部结构与齿槽中心线或齿部中心线有一定关系,比如孔系和标记点等。但是在《夹具设计手册》中只有针对孔用定位销的相关信息,为此工艺人员要开拓思路、集思广益、不断创新,设计工装以齿槽或齿部定位,来进行相关结构的加工。下面以渐开线齿轮(压力角α=15°)上一孔相对齿槽中心线角度关系,对加工中心铣用夹具上定位销的优化设计进行分析。
2 设计方案
2.1 定齿定位销的形状结构
借鉴《夹具设计手册》中的定位销形状进行局部改进,将定位销插入孔内的部分改为可以插入齿槽的形状,如图1定齿定位销(以下简称为定位销)主要改进的地方是将原来直段改为角度为2倍齿轮压力角的锥段,定位销上锥段的某部位可以和齿轮齿面线接触,并且能满足在锥段有一部位的横截面直径d1等于齿轮分度圆齿槽宽。经验要求d1所在截面距离L01定位销前端最好不小于整个锥段长度L0的1/3,即L01≥L0/3(如下页图2);同时L01不得大于齿根高hf,并留有一定的余量△t。再者要将锥段最左端进行倒圆角(如下页图3),防止其有毛刺影响定位和较严重的划伤齿面。

图1 锥段定位销
2.2 定齿定位销的工作原理
组成整个定位器的主要零件如下页图4所示,其中R为齿轮分度圆半径,Rf为齿轮根圆半径,Ra为齿轮顶圆半径。当定位销在弹簧的作用下处于图4所示的4-1图时,定位销前端插入齿部,并且不顶齿根;定位销上穿的小销的位置一般L2=(1/3~1/2)L5,来保证弹簧可以起到作用,同时满足当定位销在操作工的作用下被拉回处于图4-2时,齿轮的顶圆所在位置与定位销前端有一定的间隙,方便工件可以被取下,并对定位销不造成磕碰。
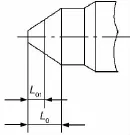
图2 锥段定位销
3 分析计算
依据定位销的工作原理,如图4-1图,确定整个定位器距离中心的距离L,有L=L1-L01-L2-L3-L4+R。
同时要确保定位销中心线距离底板的高度等于齿轮齿宽一半的地方距离底板的高度,而定位销装在定位器上在安装到底板上时,由支撑板的某个尺寸决定着定位销中心线距离底板的高度。对整个铣用夹具要求具有互换性,则对定位器(定位销)中心线与心轴轴线的角度误差为±6′。其他要求可参考《夹具设计手册》定位器的介绍。
4 效果验证
对于齿部再加工的齿轮零部件,经多年的使用验证此方案可行,并一直延用。但在实际操作中这种定位销是插入齿槽,比较容易划伤齿面,在齿部再加工的情况下完全可以使用;但对于齿部不再加工的齿轮,定位销前头则需再进行改进,方案如图2。除锥面角度和倒圆角的要求外,定位销的前端定位部分的宽度B应大于齿宽,并且两端都要超出齿端,使得定位销能包裹两齿侧面。经过验证此方案也可行。
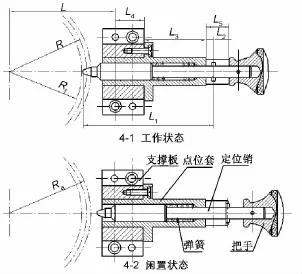
图4 定位器中定位销
5 结语
经使用证明,以上铣用夹具定齿定位销的优化设计方案可行,并具有很好的效果。在批量生产中,该夹具对稳定产品质量,提高生产效率,起到了事半功倍的作用。该铣用夹具定齿定位销的优化设计是在实际生产加工过程中不断改进、创新的基础上产生的,尤其在日益竞争激烈的机械制造业市场驱动下,工艺人员更要做到不断改进、不断创新。
[1] 朱耀祥,浦林祥.现代家居设计手册[M].北京:机械工业出版社,2009.
猜你喜欢
防爆电机(2022年2期)2022-04-26
减速顶与调速技术(2021年1期)2021-08-14
科技创新导报(2021年33期)2021-04-17
微特电机(2021年3期)2021-04-06
现代电子技术(2016年15期)2016-12-01
——目镜套筒
上海计量测试(2016年1期)2016-08-03
电气化铁道(2016年4期)2016-04-16
中外医疗(2015年5期)2016-01-04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
浙江大学学报(工学版)(2015年1期)2015-03-01
