
花键轴的铣削加工技巧
2015-03-15 08:12任小萍
新技术新工艺 2015年1期
任小萍
(西安航空职业技术学院,陕西 西安 710089)
花键轴的铣削加工技巧
任小萍
(西安航空职业技术学院,陕西 西安 710089)
摘要:机械设备上有各种各样的零部件,它们相互作用,相辅相成,缺一不可。被广泛应用于传动轴的花键轴类零件具有传递扭矩、动力平稳和使用寿命长等优点;但其加工制造过程非常复杂,需要有热处理、切削、铣削和磨削等工种的相互配合才能进行生产加工,其中主要的加工是以普通铣床的铣削加工为主,铣削加工方法多种多样,可以根据需要进行优化选择,本文以铣削加工为例对花键轴加工技巧进行阐述。
关键词:花键轴;径向圆跳动;铣削技巧
在生产加工中会遇到各种各样的零部件,如车床用传动轴以及一些花键类的传动部件,这些零部件的修配比较麻烦,往往需要重新加工制造,对于单件小批量生产,一般在普通铣床上进行。下述对这类花键轴的加工方法进行研究。
1花键轴的特点
机械设备中,机械零部件上有着多种多样的零件,其中花键轴的作用是不可缺少的,因为具有使用周期长、耐磨和传递运动动力平稳等特点而被广泛应用于机器部件上,其既起到传递运动动力的作用,也起到和平键、半圆键一样的传递扭矩作用,普通车床的传动轴是最典型的花键轴。
2花键轴的类型
花键轴是机械部件上较为常用的零件,其种类多,结构形状复杂,通常按照其齿形轮廓可划分为:矩形、三角形、渐开线形和梯形4种类型,其中,矩形花键轴是最常见的类型,它的存在方式可分为内花键和外花键2种,其定心方式有外径定心、内径定心和键侧定心3种,通常以外径定心方式最常见。
3花键轴的加工方式
对于采用外径定心花键轴的加工,一般多在花键铣床上用花键滚刀进行,其具有较高的精度及生产效率;但当缺乏专用机床时,也可以在普通铣床上加工,在普通铣床上加工花键轴,可以选用机床附件FW125分度头来装夹工件,可选用的刀具有三面刃铣刀、成形铣刀和组合铣刀。组合铣刀具有误差不容易控制等缺点,成形铣刀只能加工特定参数的花键轴,所以一般多采用三面刃铣刀铣削加工的方式。下述以单刀铣削矩形花键方式为例进行阐述。
3.1单刀铣削矩形花键轴方法[1]
1)确定图样工艺及技术要求。
2)安装附件和工件并分别用百分表校正附件与工件,校正径向圆跳动、侧母线和主母线。
3)选刀和装刀。选择三面刃铣刀,刀的宽度不能碰伤相邻齿,常用宽度为5~6 mm,刀的直径略小一些可较好地铣削齿侧。铣削底圆用锯片铣刀或专用铣刀(见图1),用锯片铣刀铣削底圆较慢,可使用两面刃铣刀改制的尺刀,尺刀宽度不能碰伤两侧。
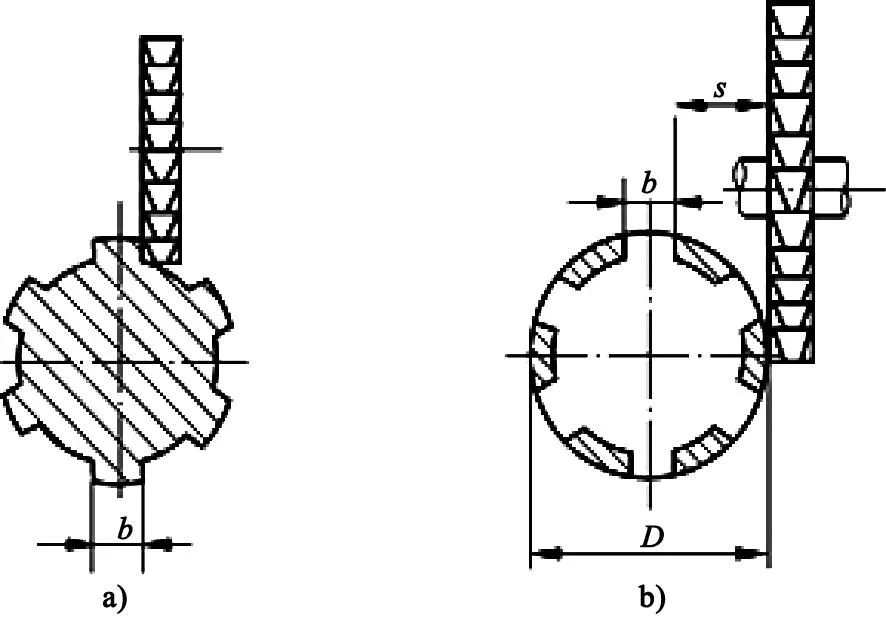
图1 单刀铣削花键轴
4)对刀铣削加工。通常有4种方法,即侧面接触法、切痕法、划线试切法和划线试切法,其中最常用的是划线试切法,这种方法不易铣废工件,铣削质量较高。具体方法是在校正好的工件划出键宽,试切留出0.5~1 mm线,深度为键高,铣削键一侧;两侧铣削完后,分度头转90°,用百分表或高度尺测量并记住数值,然后分度头转180°再次进行测量,查看两侧是否等高,如果一高一低则说明不对称,需要调节中心,移动量应是高低之差的一半,也可以用表移动,对称后对称到量以保证键宽,铣削加工顺序如图2所示。值得注意的是,先铣削完1个侧面再铣削另一个侧面时,要准确分度,及时搬转分度叉,避免摇过或摇错分度手柄。

图2 花键铣削顺序
5)铣削槽底圆弧,可选用锯片铣刀加工,底圆较小时可使用两面刃铣刀改制的尺刀,其宽度不能碰伤两侧。
3.2铣削应注意的问题
分度头在分度时要准确,注意排除间隙,当遇到不留磨削余量的工件时,表面粗造度要达到最终图样要求;花键长度要控制好,尺寸一样(需在导轨和刻度盘上分别做好标记);加工时注意花键轴底圆应和花键轴的外圆同心;不留磨削余量的花键轴第一侧面一般由准确分度保证,第二侧面则除准确分度外还要用千分尺测量。
4典型花键轴的铣削技巧[2-4]
4.1典型花键轴的铣削操作步骤
如图3所示,工件的圆柱体部分已经切削完成,此时要求加工矩形花键齿,操作步骤如下。
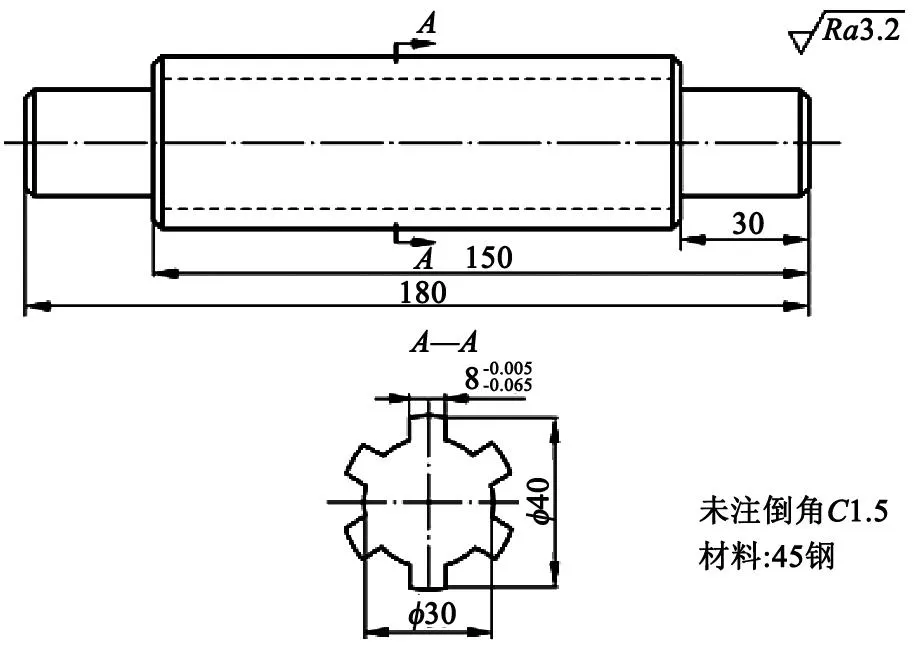
图3 典型花键轴
1)读图。该花键轴的外径为40 mm,内径为30 mm,花键的高为5 mm,宽为8 mm,花键长为120 mm,铣削前应加工到直径分别为25和40 mm的圆,用切削和磨削完成。该工件是1根外径定心的轴,花键为矩形。在铣床上铣削花键有单刀铣削、组合铣刀铣削及成形铣刀铣削3种方法,在此选用单刀铣削。
2)装夹与校正。选择刀具和切削量,在此选用φ60 mm×4 mm×22 mm的三面刃铣刀,在X6132型铣床上安装好分度头和三面刃,调整主轴转数为75 rad/min,进给速度为47.5 mm/min。装夹工件并校正工件两端的径向跳动量。
3)开车对刀。将铣刀侧刃与工件侧面轻微接触,退出工件。移动横向工作台,使工件沿铣刀侧刃切削方向移动距离S,S=(D-B)/2=(40-8)/2=16 (mm)。式中,B是键宽,单位为mm;D是花键轴外径,单位为mm。
4)先铣削键槽的侧面,依次分度40/6圈将各面铣削完,然后将工作台横向移动,再铣削键的另外一侧面。一般情况下,铣削键侧时,取实际切深(即键齿高度)比图样尺寸大0.1~0. 2 mm。
5)铣削槽底圆弧面。采用小直径锯片铣刀铣削,先将铣刀对准工件轴心,然后调整吃刀量H,H=(D-d)/2=5(mm)。式中,d是花键内径,单位为mm。
每铣削一刀后,摇动分度手柄,使工件转过1个<30°的小角度,再继续铣削,每次转过的角度越小,槽底圆弧越精确。
4.2典型花键轴的检验要点
1)用卡尺或千分尺检验花键宽度和花键小径。
2)用花键综合量规检验花键轴的综合精度。
3)用表面粗糙度样块对比检验键侧和小径的表面粗糙度。
4)花键键宽尺寸在两端不等,是由于用卡盘装夹工件时,卡盘与工件同轴度超差造成的。
5)花键轴小径两端尺寸不等,是由于工件上母线超差造成的。
5结语
在实际应用过程中会遇到很多问题,比如同轴度不符合要求则装配过程就会出现问题,所以在加工时应该注意操作过程要严格按照图样要求生产,也就是说要认真对待每一道加工工序,不能偷工减料,以免造成废品。总之,机械加工中产品的生产加工方法很多,但是在选择的时候应选用最优方案,以期达到预期的效果。
参考文献
[1] 王亚峰. 普通铣床铣削键槽的加工方法与技巧[J]. 价值工程, 2012(27):24-25.
[2] 邓志博.机械加工培训教程[M]. 北京:北京理工大学出版社, 2010.
[3] 刘加孝,马秋成. 基于轮廓铣的斜面及倒圆编程技术[J]. 机械设计与研究, 2010(6):95-98.
[4] 裘旭东,吴晓苏. 非单调轴类零件的数控加工工艺分析[J]. 现代制造工程, 2005(5):60-62.
责任编辑李思文
Milling Techniques of Spline Shaft
REN Xiaoping
(Xi′an Aerotechnical Polytechnic College,Xi′an 710089,China)
Abstract:There are various parts of machinery equipments, they play indispensable role. Spline shaft has been widely used in the drive shaft, it has a smooth transfer of torque and power, long life advantages and so on, but it′s actual manufacturing process is very complex, there must be heat-treated, cooperate to turning, milling, grinding and other types of production and processing. Its main task is that ordinary milling machining milling mainly milling methods can be optimized choice is varied according to needs, in the paper, milling techniques were presented by taking milling and processing techniques for spline shaft elaborate for example.
Key words:spline shaft, radial run-out, milling techniques
收稿日期:2014-03-30
作者简介:任小萍(1982-),女,实验师,硕士研究生,主要从事机械制造和数控技术理论等方面的研究。
中图分类号:TH 162.1
文献标志码:A
