一种生产流水线电气控制系统的设计
2015-03-14 06:48曹文燕
机电信息 2015年15期
曹文燕
(中国质量认证中心,江苏 南京210005)
0 引言
随着工业自动控制技术的不断发展与完善,可编程逻辑控制器(PLC)在工业控制系统中应用越来越广泛。因其功能性强、可靠性高、编程简单、抗干扰能力强、对工作环境要求低、控制方便、体积小巧等优点,在工业控制领域占据着重要的地位,它是根据顺序逻辑控制的需要而发展起来的,是专门为工业环境应用而设计的数字运算操作的电子装置。
随着社会进步步伐的加快,自动化生产流水系统将需要实现更多复杂稳定的功能,它不仅要求各个机构能够自动完成预定的各道工序,而且要求在工件上下料、定位夹紧、工件在工序间的输送、机械加工等都能自动进行。因此,以PC机作为上位机,以PLC作为基本控制单元的控制系统在现代化生产中越来越显示出其优越性,故对基于PLC的生产流水线电气控制系统进行研究具有非常实用的意义。
本文设计使用PLC配合变频器、步进电机等设备实现了生产流水线上的正向、反向及多段速运行,阐述了系统结构、硬件及软件设计,分析了系统的技术特点,通过试验结果验证了设计的有效性。
1 系统结构
生产流水线是在一定的线路上连续输送货物的搬运机械,又称输送线或者输送机。图1是某生产流水线的简易示意图。
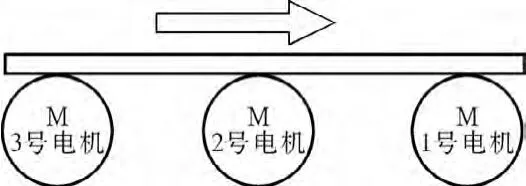
图1 某生产流水线简易示意图
根据设计要求与设计思路,采用软硬件相结合的方法,利用PLC、变频器与电机之间的控制关系,研究设计了生产流水线某一控制电机的电气控制系统,其中硬件设计部分有PLC I/O地址分配、S7-200接线图、变频器多段速控制及参数设置、变频器接线图等;软件设计部分有SCR指令的应用、程序的设计编写、仿真结果等。图2是PLC与变频器组成的控制系统示意图。
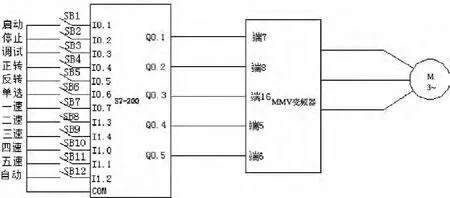
图2 控制系统示意图
该控制系统具备启停、调试、单选等基本功能,电机带动的生产流水线某一部分工作台能实现正转、反转以及多段速运行。
2 控制系统的软硬件设计
2.1 硬件设计
PLC可以选择西门子公司的S7-200系列,它具有体积小、价格低、速度快、标准化、功能强、可靠性高等特点,适用于单机自动化控制系统。该系统的输入信号是开关量信号,输出是负载三相交流电动机接触器等。表1是PLC I/O地址分配表。由表可知,系统需要12个输入点、5个输出信号。课题中使用的S7-200系列CPU 224XP CN型PLC,具有14个输入点和10个输出点。
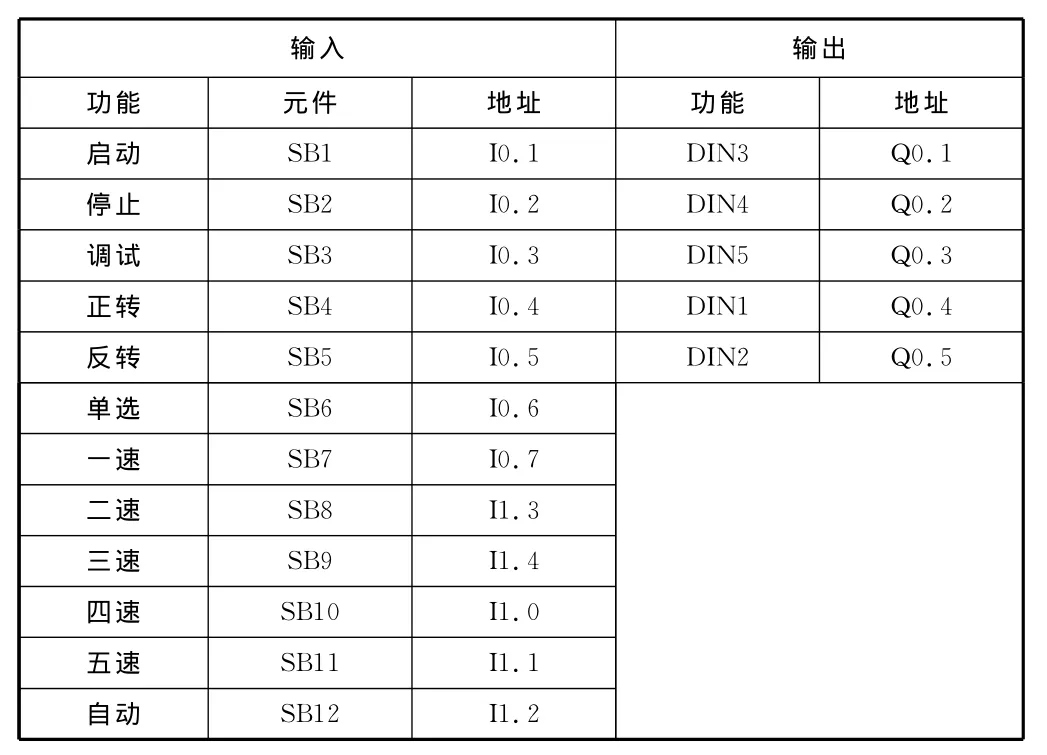
表1 I/O地址分配表
PLC控制模块通过通信电缆将控制信息传送到变频器模块,从而改变电源频率,再通过通信电缆连接到电动机上,从而改变电动机的转速,继而改变生产流水线的速度,达到无极调速的目的。由于所选用的变频器具有RS-485通信接口,因此PLC可以通过自有通信接口与变频器通信,控制变频器的运行,读取变频器自身的电压、电流、功率、频率累计运行时间和过压、过流、过负载等全部报警信息。
图3为S7-200PLC(CPU 224XP CN)DC电源/DC输入/DC输出端子接线图,DC输入端由1M、I0.0~I0.7构成的第一组和由2M、I1.0~I1.5构成的第二组组成,1M和2M分别为各组公共端,DC24V的负极接公共端1M或者2M,输入开关的一端接DC24V的正极,输入开关的另一端接CPU 224XP CN各输入端;DC输出端由1M、1L+、Q0.0~Q0.4构成的第一组和由2M、2L+、Q0.5~Q1.1构成的第二组组成,1M 和2M分别为各组公共端,DC24V的负极接1M、2M端,正极接1L+、2L+端,Q0.1~Q0.4输出一端接 CPU 224XP CN各输出端,另一端分别与变频器端7、端8、端16、端5连接。
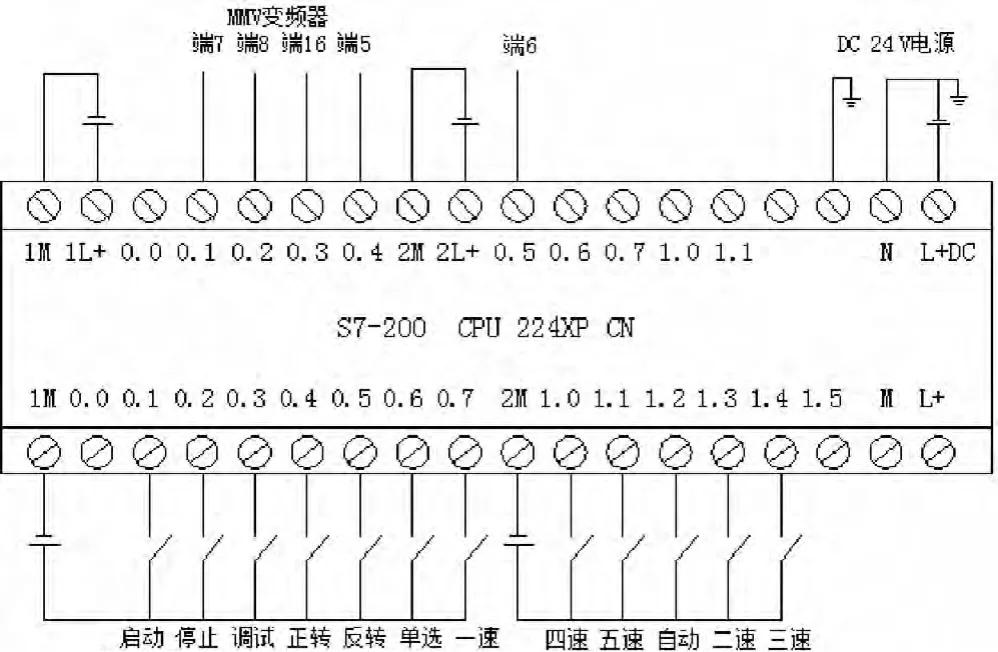
图3 S7-200 PLC外部接线图
变频器主电路的组成有3个部分,分别是整流器、平波回路和逆变器。图4是变频器接线图。
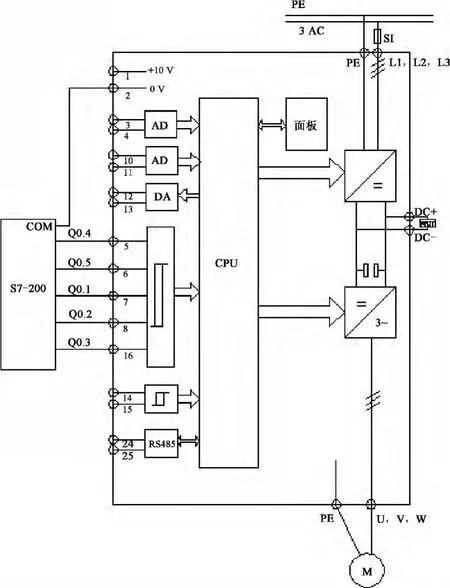
图4 变频器接线示意图
变频器是通过整流、斩波、逆变等基本过程以及对电力半导体器件(如IGBT等)的PWM控制等,将电压和频率固定不变的工频交流电电源变换为电压或频率可变的交流电电源,最终实现电动机的调速运行。
变频调速是通过改变电动机定子电源的频率来改变其同步转速n的,变频器的多段速通过功能端子控制,这些功能端子按照二进制的规律组合接通时,变频器输出各固定频率。MMV变频器最多可以通过3个端子组合闭合控制生成8种固定频率,根据f=nP/60可知能得到8段速。S7-200PLC输出点与MMV变频器的对应关系应该如表2所示。
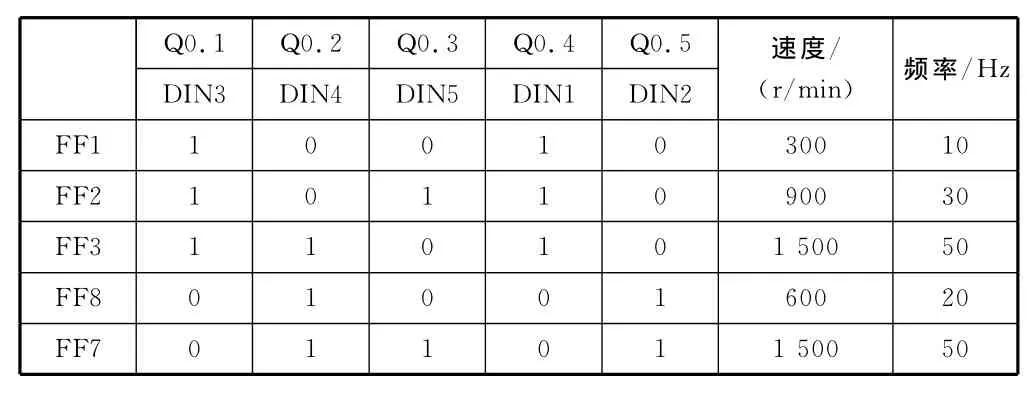
表2 PLC输出点与变频器对应关系
2.2 软件设计
STEP7-Micro/Win32是运行在计算机 Windows系统环境下的西门子S7-200系列PLC的编程软件,其界面简单、实用,功能强大,易于操作人员掌握和使用。通过PC/PPI编程电缆连接计算机的RS-232串口和S7-200PLC的RS-485通信接口后,编程软件就可以向PLC下载或从PLC上载所编写的应用程序。程序运行过程中还可以对PLC运行的情况进行监控,或通过强制命令对PLC进行调试。
STEP7-Micro/Win32的主界面中,系统菜单和工具栏提供各种功能,指令树结构列出了编辑资源,包括程序块、符号表、状态图、数据块、通信块等,还有所有可用指令。在编辑区,可进行程序编辑。这种编程结构使用了模块化编程体系,程序结构简单、组织方便、层次清楚,有利于编写规模较大的程序。
PLC程序可以采用梯形图、语句表、程序块等形式表示。为了与继电器—接触器系统相承接,采用梯形图形式对电气控制系统进行编程。梯形图与继电器—接触器系统的原理图从本质上相一致,设计方法为参照继电器原理图在保持原有控制逻辑的基础上改绘。
3 结语
本文设计了基于PLC的生产流水线电气控制系统,这种集变频启动、PLC、现代控制理论于一体的新型流水线自动控制系统,通过程序设计实现智能控制,使生产流水线与主机的自动化水平相同,有利于自动化产业的发展。
[1]钟肇新.可编程控制器原理及应用[M].广州:华南理工大学出版社,2004.
[2]范永胜,王岷.电器控制与PLC应用[M].北京:中国电力出版社,2004.
猜你喜欢
数学小灵通(1-2年级)(2020年9期)2020-10-27
小学科学(学生版)(2020年2期)2020-03-03
当代贵州(2019年41期)2019-12-13
课程教育研究·学法教法研究(2017年22期)2018-06-08
中国资源综合利用(2016年9期)2016-01-22
科学家(2015年12期)2016-01-20
中国共青团(2015年7期)2015-12-17
福建人(2015年10期)2015-02-27
数字技术与应用(2014年8期)2014-12-13
自动化博览(2014年6期)2014-02-28