一种泵壳磨损的修复方法分析
2015-03-14 06:48赵喜群
机电信息 2015年15期
赵喜群
(国网能源电力检修工程有限公司,河南 焦作454001)
0 引言
某热电厂汽轮机组在前轴箱内配备一台主油泵(Q=2 800L/min,P=1.96MPa),靠齿形联轴器与高中压转子主轴连接,主油泵泵壳由灰口铸铁铸造。高分子复合材料是以高分子复合聚合物与金属粉末或陶瓷粒组成的双组分或多组分的复合材料,也是在高分子化学、有机化学、胶体化学和材料力学等学科基础上发展起来的高技术学科,现已发展成为重要的现代化应用技术之一。高分子复合材料的微粒既有金属的特点,又有优良的耐腐蚀性能,并且耐高低温(-45~+500℃),具有优良的物理机械性能、耐化学腐蚀性能、耐热性能和化学稳定性,它极大地弥补了金属材料的应用弱项,已广泛应用于设备部件的磨损、冲刷、腐蚀、渗漏、裂纹、划伤等修复保护。
1 故障现象
某热电厂#2机组起动并网后1h,检查发现汽轮机机前箱有油烟,观察前箱内部爆燃后通过结合部向外喷油烟,大约30~40min爆燃一次,对系统进行全面检查,未发现异常,将前箱和#2瓦气密式油挡供气总门关闭;5h后观察前箱爆燃频率增加,有时大约15min爆燃一次;6h后观察#2机油系统主油泵出口压力缓慢下降至1.83MPa(启机时1.93MPa),#1射油器出口油压0.09MPa(对比#1机#1射油器出口压力为0.22MPa),判断#1射油器工作异常,由于主油泵和射油器处于运行中,暂无法检查;7h后,#2机主油泵出口油压降至1.7MPa,启动#2机高压启动油泵;机组快减负荷到0打闸停机。解体检查主油泵,发现主油泵叶轮及泵壳磨损严重、密封环裂纹,泵壳磨损深度约10mm,如图1、图2所示。
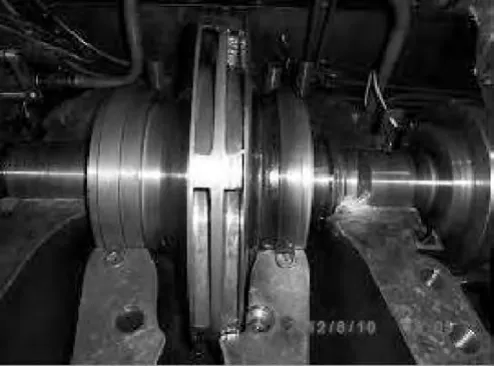
图1 叶轮与泵壳磨损

图2 泵壳磨损情况
2 修复过程
由于主油泵泵壳制造厂无现货,制造周期长,等待配件对电厂的生产经营影响极大,因此决定对泵壳采用现场修复的方法。
灰口铸铁含碳量高、材质脆性大且杂质含量多,缺乏塑性和韧性。对于灰口铸铁泵壳修复常采用热补焊法、冷补焊法和复合高分子材料修复法。
热补焊法需施焊前预热到500℃左右,再用铸铁焊条或不锈钢焊条气焊。对于主油泵壳体,由于其特殊的高结构,现场不具备堆砌专用的铸型和加热炉的条件,无法采用此方法。
冷补焊法选用镍铁合金焊条,仅在施焊前把焊接区加热到150℃左右,焊补完成后缓冷即可。但对于本次烧损的主油泵壳体,厚度达到10mm以上,直径达390mm左右,施焊面积巨大,无法保证焊件焊接后的变形情况、裂纹和残余应力。
高分子材料修复法采用模具,配好材料后浇注成型。通过优化配比,高分子材料修复后可以显示出高强度的粘接力和吸收冲击能量的韧性,且具有很高的抗气蚀、腐蚀破坏的强度和硬度。由于本次发生故障的主油泵泵壳形状复杂、磨损过于严重,无法直接使用高分子材料修复。
针对本次主油泵泵壳的磨损,根据主油泵泵壳的特点,制定了在主油泵壳体上加工卡槽,特制专用的泵壳流道配件填充板兼做高分子材料的骨架,在主油泵泵壳卡槽内镶嵌,然后用高分子材料固化成型且修复流道型线的方法(图3、图4)。

图3 流道配件的卡槽

图4 修复后
具体步骤如下:
(1)机加工镗床修理主油泵的磨损部位,加工出一定宽度(16mm)的圆柱面;
(2)在主油泵壳体机加工圆柱面上用镗床加工出宽8mm、深8mm的卡槽;
(3)在主油泵壳体中分面的卡槽部位加工出压板槽;
(4)根据主油泵流道型线在车床上加工出相应的流道配件填充板;
(5)在泵壳及密封环裂纹末端打ø5mm的止裂孔;
(6)对泵壳做清洁处理;
(7)根据主油泵的工作特性选用某公司的EB101超聚金属工程修复材料对流道配件填充板进行填充修补;
(8)采用热光源照射保温40℃使修复材料固化成型。
3 结论
(1)泵壳经过修复后,泵壳流体流道光滑,材料结合紧密,恢复了泵壳的宏观尺寸,保证了油泵的各部密封间隙;投入运行至今,该主油泵各项参数达到了设计要求且运行良好;期间数次检查,泵壳和高分子材料完好。
(2)本次修复达到了损坏的主油泵尽快投产和保证性能的预期目的。
(3)高分子复合材料适用于损坏程度较小的部件的直接修复,本次泵壳的修复采用镶嵌钢骨架缩小高分子复合材料填充体积的方法,对于严重损坏部件的修复具有推广价值。
(4)对于其他类型较严重磨损、汽蚀的离心泵修复和提高效率有较大的借鉴意义;高分子材料修复防护节能于一体,在有效提高设备可靠性的同时节能效果明显。
[1]周振丰.铸铁焊接冶金工艺[M].北京:机械工业出版社,2011.
[2]潘祖仁,贾红兵.高分子材料[M].南京:南京大学出版社,2009.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
电子制作(2018年18期)2018-11-14
水电站机电技术(2018年2期)2018-03-05
电线电缆(2017年1期)2017-05-17
传媒评论(2017年10期)2017-03-01
广东技术师范大学学报(2016年5期)2016-08-22
现代制造技术与装备(2015年4期)2015-12-23
焊接(2015年11期)2015-07-18
焊接(2015年5期)2015-07-18
机械制造文摘(焊接分册)(2014年4期)2014-03-20