圆弧面或非圆弧曲面上螺旋线的数控车削
2015-03-14 01:09:48刘春兰
机电信息 2015年12期
钟 睿 刘春兰
(江西赣州技师学院,江西 赣州341000)
0 引言
近些年来数控技能大赛受到国家、省、市、学院等各个层面的重视,其内容也逐步完善,自第三届全国数控技能大赛中出现圆弧面上加工螺旋线后,圆弧面或非圆弧曲面上加工螺旋线这一考核点就经常出现在各省、市以及学院的技能大赛中。本文将结合实例,对圆弧面或非圆弧曲面的螺旋线加工进行工艺分析、数学分析、程序编制,从而与大家共同探讨圆弧面或非圆弧曲面螺旋线的数控车削加工。
1 工艺分析
(1)在数控机床上加工螺旋线与加工螺纹一样,由位置编码器检测主轴旋转一圈的信号,刀具跟随主轴同步旋转进刀,切削加工出所需要导程的螺旋线,由于伺服系统存在一定滞后,刀具的升降速会使螺旋线开始与结束段的导程与加工要求存在一定的偏差,为了保障升降速阶段的精度,在加工螺旋线时要留有足够的升速和降速长度。圆弧面或非圆弧曲面上螺旋线的升降速阶段应设在圆弧面或非圆弧曲面上的延长线上,如图1所示,一般升降速阶段留约一个螺旋线即可。
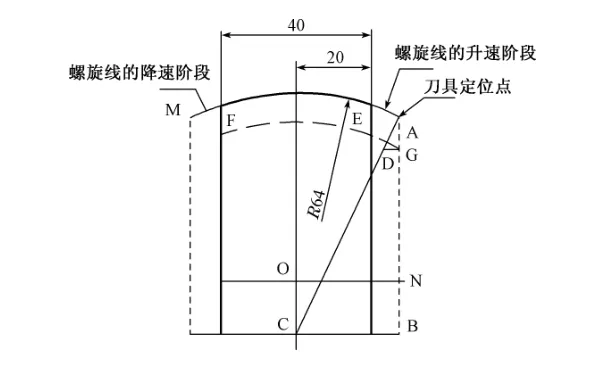
图1 螺旋线的升降速阶段
(2)由于螺旋线加工一般采用成型刀,而成型刀一般是两面切削或多面切削加工,切削力较大,而且排屑困难,因此,切削时,切削刃比较容易磨损。特别是切削较大的导程时,由于切削深度较大,刀刃磨损较快,故而会影响加工精度,所以应采用分层每次进给量逐步递减的方式来进行切削加工,其分层逐步递减可按以下公式计算,并通过宏程序的嵌套来实现。

式中,Δapx为径向进刀量,其中x指第x次走刀;ap为螺旋线槽深度;nap-1为走刀总数;第一次走刀k=0.3,第二次以上走刀k=x-1。
(3)循环指令(WHILE语句):
WHILE[条件表达式]Do m(m=1、2、3)
……
ENDWm
当条件满足时,就循环执行DO到END之间和程序段(称循环体);当条件不满足时,就执行END后的下一个程序段。DO和END后的数字用于指定程序执行范围的识别号,该识别号只能在1、2、3中取值,否则系统报警,循环嵌套数最多只能3层,其分层逐步递减宏程序的嵌套格式如下:
#1= 径向进刀量
#2= 第x次走刀(第一次走刀#2=0)
#3= 螺旋槽深度
#4= 总走刀次数
WHILE#2LE#4DO 1判断走刀次数是不是小于或等于总走刀次数
#1=#4*SQRT[ABS[#2-1]]/SQRT[#4-1]
……
WHILE#2EQ 0DO 2 判断走刀次数是否等于0
#1=#4*SQRT[0.3]/SQRT[#4-1]第一次径向进刀量
……
#2=#2+1
ENDW 2
……
#2=#2+1
ENDW 1
2 数学分析
由于数控车削加工中没有单纯的圆弧或非圆弧螺旋线的加工指令,因此,在加工圆弧面或非圆弧曲面螺旋线时,首先要确定圆弧面或非圆弧曲面的方程,然后根据方程采用若干个微小的直线段逼近的方式来数控车削加工,最后对每个微小的直线段采用G32指令进行拟合加工。拟合过程根据图1计算如下(O为主轴轴线回转中心、C为圆弧圆心):
X轴的坐标:

式中,OC为圆弧圆心X方向的偏移量;AG为每刀进给量。

式中,AC为圆弧半径;BC等于20加螺旋线的升速阶段。
3 程序编制
加工说明(图2):已知圆弧的方程X2+Y2=402,螺旋线的导程为8mm,槽深为2mm,螺旋槽为圆弧形,螺旋槽圆弧半径为3mm,圆弧的圆心向下偏离轴心7.6mm,圆弧面直径为64.8 mm,圆弧面宽度为40mm,车削螺旋槽时采用R3成型刀加工。
假设圆弧面已预先加工:
O1000
G54G00X100Z100
S600M03
T0101
G00X66Z8
#1=2 切削深度
#2=8 总走刀次数

图2 加工说明
#3=0 走刀数(第一刀设定为0)
#6=7.6 圆弧螺旋线圆心偏离主轴轴心的长度(X轴方向)
#7=40 圆弧螺旋线的半径
#8=8 圆弧螺旋线的螺距
WHILE#3LE#2DO 1 判断走刀次数是不是小于或等于总走刀次数
#5=28 圆弧螺旋线Z方向的起点的长度
#4=#1*SQRT[ABS[#3-1]]/SQRT[#2-1]径向进刀量
G00X[2*[SQRT[#7*#7-#5*#5]-#4-#6]]
WHILE#5GE[-28]DO 2
WHILE#3EQ 1DO 3 判断走刀次数是不是等于0
#4=#1*SQRT[0.3]/SQRT[#2-1] 第一次径向进刀量
G00X[2*[SQRT[#7*#7-#5*#5]-#4-#6]]
#3=#3+1
ENDW 3
G32X[2*[SQRT[#7*#7-#5*#5]-#4-7.6]]Z[#5-28+8]F#8
#5=#5-#8
ENDW 2
G00X66
G00Z8
#3=#3+1 走刀次数计数,按每进一刀加一计算
ENDW 1
G00X100Z100
M30
4 结语
上述圆弧面螺旋线的加工与编程方法,通过试件的实际加工检验,表明切实可行,且在省市技能竞赛中也累创佳绩。
[1]陈海舟.数控机床铣削加工宏程序及应用[M].北京:机械工业出版社,2006
猜你喜欢
装备维修技术(2021年20期)2021-03-29 00:44:06
安徽科技(2021年2期)2021-03-05 06:31:14
电子技术与软件工程(2020年6期)2020-02-03 08:22:18
现代商贸工业(2017年22期)2017-09-13 16:58:20
现代商贸工业(2017年22期)2017-09-13 12:50:21
文理导航·教育研究与实践(2017年9期)2017-09-08 07:48:00
现代工业经济和信息化(2016年10期)2016-10-26 06:12:56
武汉理工大学学报(交通科学与工程版)(2015年1期)2016-01-08 05:41:05
机床与液压(2015年16期)2015-04-27 02:46:28
机械工程师(2014年6期)2014-11-28 08:16:48