
带钢端部形状双目视觉检测系统的建模仿真
2015-03-11 08:55:19ModelingandSimulationofBinocularVisualDetectionSystem
自动化仪表 2015年1期
Modeling and Simulation of Binocular Visual Detection System
for the Shape of Ends of Stripe Steel
陈海永 雷凤翔 孙鹤旭 杜晓琳
(河北工业大学控制科学与工程学院,天津 300130)
带钢端部形状双目视觉检测系统的建模仿真
Modeling and Simulation of Binocular Visual Detection System
for the Shape of Ends of Stripe Steel
陈海永雷凤翔孙鹤旭杜晓琳
(河北工业大学控制科学与工程学院,天津300130)
摘要:为了实现热轧带钢端部形状检测,利用Matlab中视觉图像处理工具箱,建立了由CCD线阵相机构成的双目立体视觉系统模型和实际带钢生产线上的运动过程模型。热轧带钢在生产过程中会受到粗轧辊的不平均压力的影响,从而造成带钢头尾变形。针对这种情况,提出了一种新的带钢末端形状视觉检测和宽度计算方法。该方法不但可以在带钢发生平移、倾斜等位置和姿态变化情况下仍能够准确测量出带钢宽度,并且可以精确还原出带钢头尾形状。仿真试验结果证实了所提出的视觉模型和算法的有效性,取得的结果令人满意。
国家自然科学基金资助项目(编号:61203275);
河北省高等学校科学技术研究项目(编号:YQ2013036);
河北省自然科学基金资助项目(编号:F2014202071);
河北省拔尖人才支持计划基金资助项目(编号:210003)。
修改稿收到日期:2014-07-15。
第一作者陈海永(1980-),男,2008年毕业于中国科学院自动化研究所,获博士学位,副教授;主要从事工业机器人视觉、焊缝视觉检测与跟踪、电气与控制系统设计等研究。
关键词:双目立体视觉Matlab宽度计算端部形状建模仿真
Abstract:To realize the detection of shape of the ends of hot rolled strip steel, by adopting the toolbox of visual image processing in Matlab, the binocular stereo vision system model composed of CCD linear array camera, and the motion process modelof practical production line of strip steel are established. In production process, the due to the uneven pressure of rough rollers, the head and tail of the hot rolled strip steel are deformed often. Aiming at this situation, the new visual detection and width calculation method for shape o the ends is proposed. The method can precisely measure the width of strip steel, even under position or posture is changing with shift or tilt, and the shapes of head and tail of the strip steel can be restored. The results of simulation show the effectiveness of the visual model and the proposed algorithm, and the results obtained are satisfactory.
Keywords:Binocular stereo visionMatlabWidth calculationShape of the endModeling and simulation
0引言
热轧带钢在生产过程中受到粗轧辊的不平均压力的影响,致使带钢头尾发生变形。变形的带钢头尾温度下降得快,会对精轧辊造成一定的损害。为了避免这种损害,必须精确检测出带钢的头尾形状并确定优化剪切线[1-2]。
分析现有技术[3],针对热轧带钢端部形状检测的特殊性,设计了一套用于带钢端部形状检测的双目视觉系统。本文利用Matlab这一科学计算工具,对双目立体视觉系统进行建模。将此双目视觉系统应用于热轧带钢端部形状的测量,模拟实际生产中相机的位置、端部形状、带钢速度等信息,结合宽度计算方法,为以后将该方法运用到实际生产中提供有力的理论依据。该双目视觉系统不仅能够运用于带钢端部形状的检测上,也可用于物体表面质量检测等工业生产线。
1双目视觉系统的组成
以前的带钢端部形状检测都采用面阵相机,但是由于生产技术的制约,面阵CCD很难达到带钢生产线对视场和高速测量的需求,因此我们在本系统中采用高扫描频率、高分辨率、结构简单的线阵摄像机组成双目视觉系统[4]。
双目视觉系统由两路线阵CCD摄像机和具有线性结构的激光组成,其利用线性激光将光线投射到工件表面,由线阵CCD摄像机获取工件表面的图像并进行处理。这种视觉系统精度高、速度快,受外界条件变化的影响小,在实际应用中更为广泛[5]。采用激光作为辅助光源能够克服工业环境中的干扰,如水雾、环境照明变化等,很好地提升了图像处理算法的速度和稳定性[6]。由于线阵CCD摄像机可以得到带钢表面上的一系列点的坐标以及较高的分辨率和测量精度,进而通过对得到的图像进行边缘提取,得到所需的边缘点坐标;然后利用设计的算法对两路线阵CCD摄像机得到的边缘点坐标值进行融合计算,得到实际带钢端部形状的投影像素值,进而重建带钢端部形状。模拟双目视觉系统在实际生产中的安装示意图如图1所示。我们根据此示意图对整个双目视觉系统进行建模。

图1 双目视觉系统示意图
2双目视觉系统的建模
坐标系的建立以线阵CCD摄像机两透镜光学中心连线的中点为坐标系的原点,从线阵CCD摄像机的焦点向下看带钢的方向为z轴的正方向,摄像机透镜光学中心连线向右为x轴的正方向。图像平面坐标系以图像平面的中点为原点,本次试验中我们选用的是1×2 048的线阵摄像机。图像平面坐标系的原点坐标为(0.5,N/2)(0.5,1 024),光轴左侧为像素值大于N/21 024的方向即像素值范围为(N/2-N)(1 024~2 048),光轴右侧为像素值小于N/21 024的方向即像素值范围为(1-N/2)(1~1 024)[7]。整个线阵双目视觉系统坐标系之间的关系如图2所示。
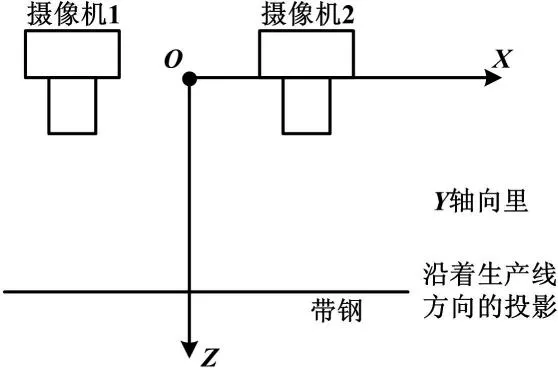
图2 视觉系统坐标系示意图
3宽度测量算法的设计
利用上面所建立的线阵CCD摄像机的数学模型,设计带宽实时计算算法。带宽实时计算算法接收两路线阵CCD摄像机各自获得的带钢边缘点位置坐标,将计算所得带宽和中心线偏差结果反馈给测宽仪监控软件,结合设定的采样周期,实现带钢端部形状识别。为了在带钢发生横移、倾斜等情况下仍能够测出带宽,将两路线阵CCD摄像机对同一位置点拍摄所获得的图像点的位置进行融合计算,利用三角原理可计算出各边缘点在X-Z坐标系中的位置,其原理如图3所示。

图3 双目视觉三角测量原理图
∠α=∠β
(1)
(2)
∠MO1C=∠θ-∠α
(3)
(4)
同理可得:
4仿真结果
4.1 带钢端部形状左右对称时的情况
4.1.1不发生任何平移、倾斜
不发生任何平移、倾斜情况时,对称形带钢端部形状对比如图4所示。

图4 对称形带钢端部形状对比图
4.1.2带钢发生倾斜——左边翘起
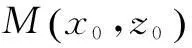
对称形带钢倾斜情况对比如图5所示。
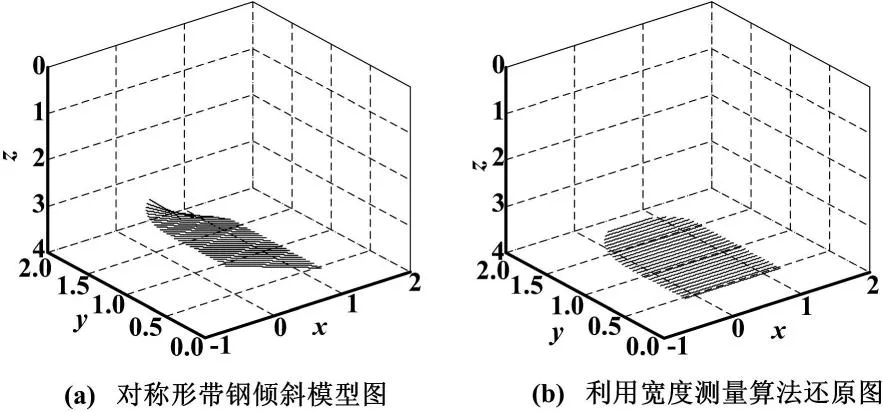
图5 对称形带钢倾斜情况对比图
图5(a)和图5(b)是对称形带钢在未发生任何倾斜情况下的仿真结果。图5(a)是利用Matlab建立的带钢模型图;图5(b)是模型进行图像处理后,利用式(1)~式(4)推导出的三角计算方法,再结合第2部分中建立的双目视觉系统仿真模型,最终还原得到的带钢端部形状。
由图5可知,带钢不发生任何横移、翘起等情况时,利用提出的宽度测量算法对线阵CCD摄像机得到的带钢端部形状边缘点的坐标像素值进行融合计算,然后再利用计算得到的带钢宽度还原出带钢的端部形状,并且还原得到的带钢端部形状很精确。这是因为在仿真的过程中没有考虑到外部环境例如光照、温度等对生产过程和在使用线阵CCD摄像机采集图像过程的影响。
由试验结果可知,在带钢发生倾斜——一端翘起时利用宽度计算算法,然后对得到的宽度值进行整合也可以精确还原出带钢端部的形状。
由以上两组图像可知,新的宽度计算算法和这种双目视觉系统在检测带钢端部的形状时不受带钢端部是否发生倾斜等干扰的影响,都能够精确地得到带钢端部的形状。
4.2 带钢端部形状为鱼尾形时的情况
① 带钢不发生平移、倾斜等情况
鱼尾形带钢端部形状对比如图6所示。

图6 鱼尾形带钢端部形状对比图
② 带钢发生倾斜 —— 左边翘起
鱼尾形带钢端部倾斜对比如图7所示。

图7 鱼尾形带钢端部倾斜对比图
4.3 带钢端部形状为不对称形时的情况
① 带钢不发生任何例如平移、倾斜等情况
不对称形带钢端部形状模拟结果对比如图8所示。
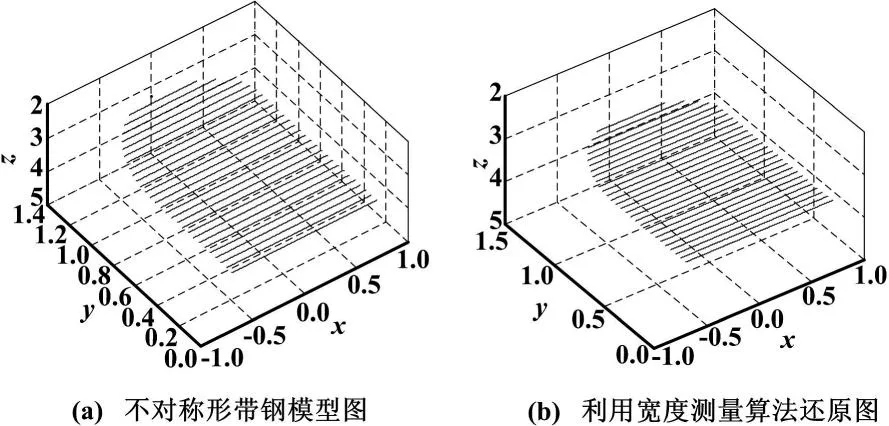
图8 不对称形带钢端部形状模拟结果对比图
② 带钢在轧制过程中发生倾斜时情况
不对称形带钢带部倾斜对比如图9所示。图5~图9与图4的具体描述类似,分别表示三种不同形状的带钢端部形状。对得到的仿真结果进行分析,综合对比上述图,可以看出前面推导得到的带钢宽度的三角计算算法是合理且可行的。分别对比以上图示内容可以看出,采用这种新的三角计算算法对带钢端部形状数据进行融合计算能够非常精确地还原带钢的端部形状,不仅在带钢平放时可以还原出带钢形状,而且在带钢发生倾斜时也能精确还原。上述六组图的对比结果验证了三角算法的可行性,同时也证实了利用Matlab机器视觉工具箱建立的双目视觉系统模型可以很好地模拟实际应用中的双目视觉系统。
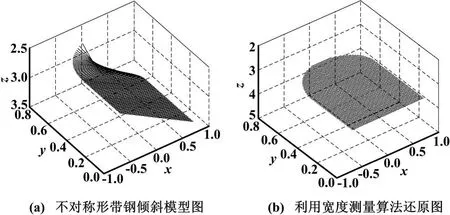
图9 不对称形带钢端部倾斜对比
综合分析上述图示内容,可以看出经过三角计算后还原得到的结果与最初结果几乎完全一致。这并不能说明这种算法是完美的、不存在任何误差,之所以会出现结果近乎完美的原因主要有四个方面:首先在仿真的过程中没有考虑到外部环境例如光照、温度等对生产过程的影响;其次没有考虑使用线阵CCD摄像机采集图像过程中可能会发生畸变;再次在仿真过程中忽略了采集图像时可能由于光照强度等原因造成得到的图像不够完整;最后忽略了图像处理算法的稳定性因素,所以在双目视觉系统的模型中可以准确地利用三角算法还原带钢端部的形状。
5结束语
比较上面的仿真结果可知,针对多种带钢端部形状时,在带钢发生倾斜状态下,本文提出的算法都能够很好地重建出带钢端部的形状。在仿真过程中,采用画线的间隔模拟了带钢生产的速度,尽可能地逼近实际生产过程的一些关键指标要求。双目立体视觉的建模和仿真试验表明,建立的双目立体视觉模型很好地解决了热轧带钢端部形状的高速、高精度测量问题。
参考文献
[1] 王爱丽,杨荃,刘华强,等.热连轧带钢头尾鱼尾形状模拟控制研究与应用[J].塑性工程学报,2009,16(2):101-104.
[2] 潘光辉.KELK闭环优化剪切系统在热轧板厂的应用[J].冶金自动化,2011(S1):489-492.
[3] 傅新,邹俊,杨华勇.热轧带钢头尾图像识别及剪切优化系统[J].仪器仪表学报,2005,26(11):1119-1122.
[4] 刘兴堂,刘力,宋坤,等.对复杂系统建模与仿真的几点重要思考[J].系统仿真报,2007,13(19):3073-3104.
[5] Pan F,Lin X,Rahardja S,et al.Fast mode decision algorithm for intrapre diction in H.264/AVC video coding[J].IEEE Transactions on Circuits and Systems for Video Technology,2005,15(7):813-822.
[6] 张波,刘冀伟,崔朝辉,等.双目视觉模型移动目标跟踪系统[J].智能系统学报,2010,5(5):400-404.
[7] Corke P.Robotics,vision and control:fundamental algorithms in MATLAB[M].Berlin:Springer,2011:455-478.
中图分类号:TP391
文献标志码:A
DOI:10.16086/j.cnki.issn1000-0380.201501022
猜你喜欢
大电机技术(2022年4期)2022-08-30 01:38:54
新疆钢铁(2021年1期)2021-10-14 08:45:38
能源工程(2020年6期)2021-01-26 00:55:18
铁道通信信号(2020年10期)2020-02-07 01:01:14
电子制作(2019年20期)2019-12-04 03:51:38
中国公共安全(2017年8期)2017-10-13 08:12:17
中国公共安全(2017年11期)2017-02-06 05:27:47
办公自动化(2016年18期)2016-12-17 19:32:18
现代计算机(2016年11期)2016-02-28 18:35:20
新闻前哨(2015年2期)2015-03-11 19:29:25
