
临海高等级公路灌河大桥钢锚梁及钢牛腿制造
2015-03-08 08:36铁广宇
山西建筑 2015年1期
铁 广 宇
(中铁山桥集团有限公司,河北 秦皇岛 066205)
临海高等级公路灌河大桥钢锚梁及钢牛腿制造
铁 广 宇
(中铁山桥集团有限公司,河北 秦皇岛 066205)
介绍了灌河大桥钢锚梁与钢牛腿的结构特点,结合生产实际情况,分析了钢锚梁及钢牛腿制造过程中的关键工艺及控制要点,以提高制造精度,消减焊接变形,从而保证钢锚梁、钢牛腿结构的质量。
斜拉桥,钢锚梁,钢牛腿,制造工艺
1 工程概况
江苏临海高等级公路灌河大桥位于连云港和盐城两市交界的灌河下游,东临入海口约7km,全长7.644km,主桥为双塔双索面钢混凝土组合梁斜拉桥。桥型布置图见图1。

主梁两侧是工型杆件,杆件上部与混凝土桥面板相结合,宽36.5m。索塔采用的是H形,两侧布有17对斜拉索,塔高167.5m。斜拉索梁上采用锚拉板锚固、塔上采用钢锚梁锚固。钢锚梁主要承受斜拉索的平衡水平力。每套钢锚梁锚固1对斜拉索。H形索塔有34 套钢锚梁(单个塔柱17 套),全桥共68套钢锚梁。
2 钢锚梁加工制造的关键工艺及控制要点
2.1 制造关键工艺
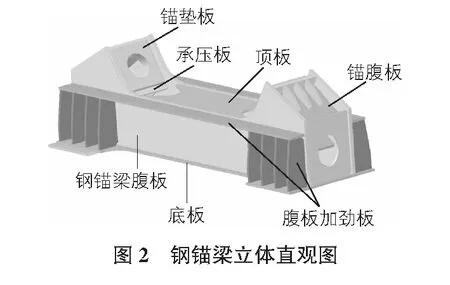
钢锚梁是本桥主塔重要受力构件,主要有钢锚梁腹板、顶板、底板、锚垫板、承压板、腹板加劲板、隔板组成,承压板与底板之间的角度为锚梁制造的控制重点,如图2所示。
承压板、底板、腹板采用数控精切下料。在精切下料后用赶板机赶平,严格控制平面度,长条板件需进行调直。需要机加工的板件注意留机加工量。
1)零件机加工。锚腹板、隔板、加劲板的焊接边、锚垫板孔等均采用机加工。严格控制加劲板及顶板宽度机加工偏差,隔板四边精度和垂直度。锚垫板和承压板机加工两侧平面并且镗圆孔。
2)钻孔。工厂连接件(钢板及槽钢等),刚性预埋板等下料后钻孔。底板螺栓孔待钢锚梁焊接修整合格后钻孔。
3)组焊钢锚梁。先划出中轴线,再以中轴线为基准钢锚梁腹板划锚索中心线,以锚索中心线为基准划锚腹板组装线及承压板组装线,如图3所示。

先将锚腹板上的加劲板与锚腹板焊接。
以隔板作为箱体内胎组两侧腹板,进行槽型焊接(因端隔板需最后组装,需在槽型内放置预留焊接收缩量的工艺隔板);然后扣顶板成箱形进行焊接修整,再组焊加劲板,然后对线组焊锚腹板,无损检测合格后组焊承压板与锚垫板,具体组焊顺序见图4。

4)钻孔。划立体划线,划底板中跨侧连接孔卡样线,卡样板钻孔。
2.2 控制要点
钢锚梁焊缝均为熔透焊且坡口较大,组焊顺序的合理化能消减焊接变形和避免焊接残余应力的产生。
1)在施工组焊时,要注意电流电压的控制,对称部分要同时进行焊接;2)使用CO2保护焊,其变形很轻微;3)修整必须在施焊的过程中一直进行,具体为每完成4道焊缝,都必须进行火焰修整,这样可以最大程度消减变形;4)焊前制定详细的焊接工艺规程,焊后做好严密的检查和记录。
3 钢牛腿加工制造的关键工艺及控制要点
3.1 制造关键工艺
钢牛腿是钢锚梁的重要辅助部分,主要起支撑作用,其组成见图5,另包含与其相连接的刚性预埋板。
1)下料。板材经过预处理线完成预处理后,对于壁板等不规则零件采用数控切割下料。下料时对焊接边预留机加工量。
2)零件机加工。上承板、加劲板等板件焊接边、垫块表面等均采用机加工。严格控制壁板长度公差。
3)组焊单元件。
a.组焊壁板单元。以椭圆长轴为基准划加劲板位置线,然后组焊加劲板以及剪力钉(托架相对位置剪力钉暂时不焊,待两者组焊完成后焊接)。修整确保壁板单元平面度。

b.上承板、加劲板等板件组焊成托架单元(见图6)。此处需要注意的是:先划出上承板的中心线,并以其为基准,组焊加劲板。

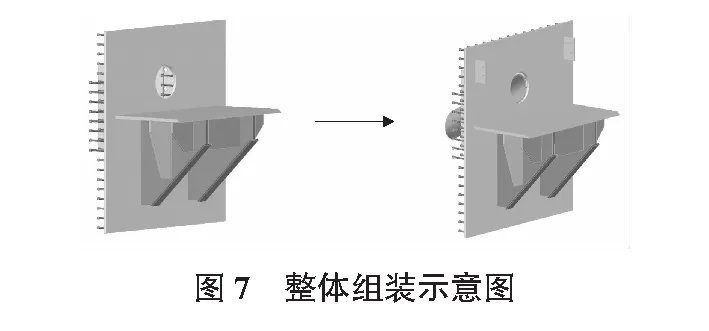
c.组焊壁板单元与托架单元,组焊连接件及钢套筒。整体组装示意图见图7。
3.2 控制要点
要点可总结为三个度,分别指垂直度、高度、长度。其中垂直度是控制预埋板与座板之间的角度,高度控制的是预埋板锚索孔中心到座板的距离,长度控制的是预埋板两端与座板的距离。零件在下料时要预留机加工量,机加工可以保证尺寸的精度;钢牛腿在组焊成整体后,需要进行整体修整以保证其尺寸精度。
4 结语
江苏临海高等级公路灌河大桥钢锚梁、钢牛腿的制造过程中,设计了专用的工装及平台,总结并改进了以往生产钢锚梁的经验,加强了零件加工及组焊精度的控制,采取了合理的组装次序。实际表明,以上措施减小了焊接及修整变形,提高了单元件的生产及整体组装效率,同时也能够很好的满足设计规范要求,保证了施工质量,为今后类似工程的生产制造积累了经验。
TheGuanhebridgesteelanchorgirderandsteelcorbelmanufactureofLinhaihighgradehighway
TieGuangyu
(China Railway Shanhaiguan Bridge Group Co., Ltd, Qinhuangdao 066205, China)
ThispaperintroducedthestructurecharacteristicsofGuanhebridgesteelanchorgirderandsteelcorbel,combiningwiththeactualproductionsituation,analyzedthekeytechnologyandcontrolkeypointsofsteelanchorgirderandsteelcorbelmanufactureprocess,inordertoimprovethemanufactureprecision,reducedweldingdeformation,thusensuredthesteelanchorgirder,steelcorbelstructurequality.
cable-stayedbridge,steelanchorgirder,steelcorbel,manufactureprocess
1009-6825(2015)01-0178-02
2014-10-21
铁广宇(1982- ),男,工程师
U
A
猜你喜欢
装备制造技术(2021年5期)2021-08-14
制造技术与机床(2018年10期)2018-10-13
电子制作(2018年14期)2018-08-21
石油化工建设(2018年6期)2018-04-22
制造技术与机床(2017年5期)2018-01-19
石油化工建设(2017年2期)2017-06-05
工业设计(2016年1期)2016-05-04
焊接(2016年10期)2016-02-27
石油化工建设(2015年3期)2015-12-01
钛工业进展(2014年5期)2014-02-28
