
基于STC12C5A60S2的单片机帆板控制系统
2015-03-04 01:16刘增俊
时代农机 2015年7期
刘增俊
(吉林铁道职业技术学院,吉林 吉林 132000)
基于STC12C5A60S2的单片机帆板控制系统
刘增俊
(吉林铁道职业技术学院,吉林 吉林 132000)
本系统以STC12C5A60S2单片机作为系统的核心控制芯片,经过充分的比较与论证,最终选用驱动模块L298N,通过单片机输出PWM脉冲,更好地实现了电机的调速;并且加入PID控制,实现了控制角度的优化。系统显示部分采用12864液晶显示,编程容易,并且现实的信息量大。
STC12C5A60S2;PWM脉冲;L298N
1 系统方案选择及论证
本系统主要由主控制模块、驱动模块、采集模块、显示模块、电源模块组成,系统框图如图1所示。

图1 系统总框图
该系统的工作原理是:通过调节装置(单片机)控制电机驱动芯片L298N,控制两台电机带动风扇的转动(通过调节PWM调节电机的转速),使帆板与竖直平面达到到一定的夹角(45°~135°),通过角度传感器不断测量帆板的转角(即实际转角),该实际转角与给定转角作比较,形成转角偏差,通过直流电机控制风扇的转速,通过PID控制不断修正该转角偏差,最终使转角保持在给定范围之内。
(1)主控制器的选择。采用STC12C5A60S2单片机,其特点是高速、低功耗、超强抗干扰,器件采用的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8路AD与两路PWM。
(2)电源模块的选择。使用交流电220V供电,搭建独立电源模块,经变压器变压后,再用7812、7805芯片进行稳压。5V电源为单片机及其他传感器、显示屏等模块供电。使用220V交流电不仅能保证电量充足,而且相对于干电池有恒定的电压和电流。
(3)角度信号采集模块的选择。方案一:采用WDD35D4角度传感器(精密电阻式),WDD35D4角度为机械位移量转换成电信号,将传感器的安置在固定部位,通过电刷在电阻基体上的位移来测量不同的阻值,再通过AD0804转换传递给单片机,实现角度检测,WDD35D4有机械寿命长,分辨率高,转动顺滑,动态噪声小的优良性能。且该方案实现较易,精度为1.4度。
(4)A/D转换模块的选择。利用STC12系列单片机内部AD10位模数转换器,在该系统中节省硬件结构与接线非常适合在系统测量中的应用。适合在系统测量中的应用。
(5)驱动模块的选择。采用L298N驱动芯片。L298N芯片是较常用的电机驱动芯片。该芯片有两个TTL/CMOS兼容电平的输入,具有良好的抗干扰性能,可用单片机的I/O口提供信号,其输出的PWM脉冲控制直流电机,能够对电机转速的上升与下降进行平滑调节,保证调节过程中本身对风扇的影响最低,且电路简单、易用、稳定,具有较高的性价比。
2 系统硬件设计与实现
2.1 系统硬件的基本组成
本系统主要由主控制模块、驱动模块、采集模块、显示模块、电源模块组成其结构框图如图2所示,几个模块之间相互独立且存在联系,实现状态的上传和控制命令的下发。

图2 系统控制框图
2.2 硬件电路模块设计
(1)驱动模块电路设计。驱动模块采用L298N驱动芯片。利用12V电源供电,通过单片机的I/O口提供输入信号,其输出的PWM脉冲控制直流电机,能够对电机转速的启动与停止进行调节。
(2)显示模块电路设计。显示模块利用ST7920的12864液晶显示,液晶通过串行工作方式与单片机I/O口连接,当显示数据时,液晶能很好地显示出所要的效果。
(3)主控制电路设计。主控制电路主要由单片机、独立按键等部分组成,通过控制主控电路来控制系统的正常运行,从而实现要求。电路图如图3所示。

图3 主控电路电路图
3 软件设计
(1)程序功能描述。根据题目要求软件部分主要实现键盘的设置和液晶的显示。①键盘实现功能:首先,键盘我们选择8个独立按键,通过调节按键来控制电机的转速从而控制风速的大小、风扇的启动与停止以及设定角度的调节。②显示部分:在液晶上显示帆板转动的实时角度,并且显示程序设定的角度。
(2)程序设计思路。通过按键控制单片机输出PWM脉冲,经驱动电路L298N带动电机的转动与电机的控制,从而控制帆板的旋转的角度,经AD转换芯片将传感器输出的模拟信号量转换成数字信号量,送回到单片机中,与实际角度相比较后,经PID调节输出PWM的脉宽,来控制电机的转速达到调解帆板角度的目的。
4 测试结果
(1)用手转动帆板时,能够数字显示帆板的转角θ,显示范围为45~135°,分辨力为2°,绝对误差≤5°。测试结果如表1所示。

表1 测试结果1
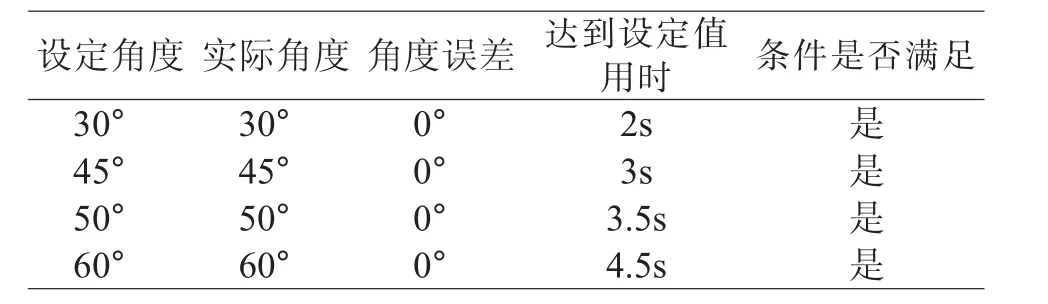
表2 测试结果
(2)当间距d=10cm时,通过键盘设定帆板转角,其范围为45~135°。要求θ在5s内达到设定值,并实时显示θ,最大误差的绝对值不超过5°。测试结果如表2所示。


4 结语
根据上题例子可以看出,我们采用的加工方法相当自动编程里轮廓铣精加工命令,等高轮廓铣主要用于陡峭曲面的精加工,由于本例未给出表面粗糙度值,加工余量并不大,加工精度要求高时,或是加工余量较大时,工艺安排时可采用一次粗加工后再精加工轮廓,这样有利于提高工件的形状精度。如果采用编程软件(如MASTERCAM)来生成这个程序的话,那么程序长度将会很长,对于程序本身的阅读和修改都不是很方便 ,而且也会过多占用计算机的内存。如果使用宏程序的话,就很容易解决这个问题。
[1]雷玉勇.宏程序在数控铣削凸球面类零件中的应用研究[J].煤矿机械,2012,(1):15.
[2]桂慧,孙亮波.宏程序在椭圆分布孔数控加工编程中的应用[J].煤矿机械.2011,(12).
Single Chip M icrocom puter Board Control System based on STC12C5A60S
LIU Zeng-jun
(Jilin Railway Vocational and Technical College,Jilin,Jilin 132000,China)
Thissystem takesSTC12C5A60S2 single-chip computerascore controlchip,aftercomparisonand demonstration,L298N drivemodule was choosed finally,PWM pulses were output by SCM,so as to better adjust the speed of themotor;the involvementof PID controlhelps to realized the optimization of the control points.System displays adopts 12864 liquid-crystal display,thusitiseasy toprogrameanditcancoverlargeamountofinformation in reality.
STC12C5A60S2;PWM pulse;L298N
TP273.5
A
2095-980X(2015)07-0033-02
2015-06-18
刘增俊(1978-),男,讲师,主要研究方向:供用电技术。
猜你喜欢
作文小学高年级(2022年3期)2022-04-20
新教育时代电子杂志(教师版)(2022年31期)2022-02-09
中学生数理化·七年级数学人教版(2021年9期)2021-11-20
福建中学数学(2018年1期)2018-11-29
37°女人(2017年8期)2017-08-12
解放军健康(2017年5期)2017-08-01
滇池(2017年7期)2017-07-18
探测与控制学报(2015年4期)2015-12-15
空间控制技术与应用(2015年4期)2015-06-05
