
基于Cimatron E的螺旋桨整体四轴加工技术研究
2015-02-24 07:37蔡文辉
机床与液压 2015年16期
蔡文辉
(东北电力大学机械工程学院,吉林吉林 132012)
船用螺旋桨作为船舶动力的核心元件,由于自身型面复杂、加工精度要求高等因素,一直是加工领域中的一个难题。但其作为船舶推进器,制造质量将直接影响船舶的整体性能。螺旋桨的传统加工是通过铸造毛坯加以大量人工修磨完成,这种方法存在着加工周期长、成本高以及精度不易保证等缺陷[1]。随着数控加工技术的发展和多轴联动数控机床的问世,船用螺旋桨一般采用五轴联动数控机床加工,但五轴加工费用昂贵。因此,如何应用四轴机床加工出高质量的船用螺旋桨有着重大意义[2-4]。
文中将介绍以Cimatron E软件对整体三叶片螺旋桨的四轴加工实现问题,采用四轴曲面驱动铣削法加工叶片,大大提高了加工效率,为同类零件的加工提出了很好的思路。
1 螺旋桨叶轮的三维造型
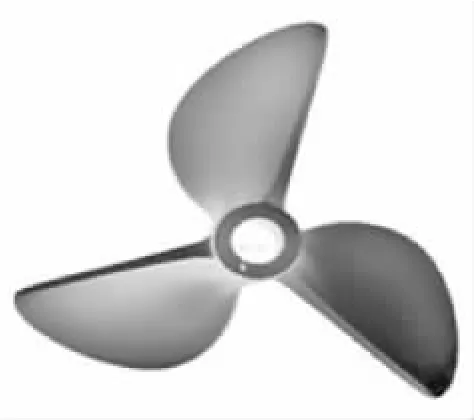
图1 整体式三叶片螺旋桨模型
CAD/CAE/CAM技术的迅速发展为零件的造型和加工提供了有力的支持,尤其对于型面复杂的螺旋桨来说,运用数字化造型方式能更快更准确地达到想要的模型。运用逆向工程技术可以实现螺旋桨快速造型。选用测量速度快、测量结果准确的非接触式激光扫描测量方法获得点云数据,基于采用非均匀有理B样条 (NURBS)方法拟合曲线、曲面,得到更加准确的几何模型[5-6],并将重构模型与原始点云数据进行偏差比较,根据检验结果对重构模型进行反复修正,得到三维模型如图1所示。
2 螺旋桨叶片的四轴加工
2.1 叶片毛坯件的造型
为了保证顺利加工,要将螺旋桨的模型更改为适合加工仿真的毛坯件,建模时预留出加工时的装夹位置和干涉面,以便后续的刀位轨迹生成。最后得到的加工件模型如图2所示。其中右侧圆柱部分为第四轴卡盘装夹部分,左侧为桨叶部分。需要注意的是坐标系的建立要有利于对刀,这里将坐标系建立在毛坯件的左侧断面,X轴为旋转轴。
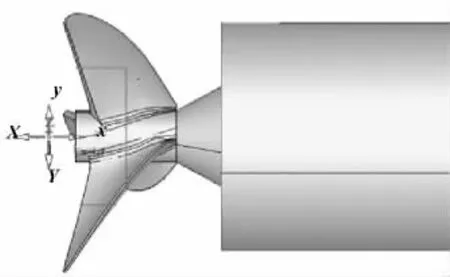
图2 仿真加工用的三维模型
2.2 螺旋桨的刀位轨迹生成
文中拟定船用螺旋桨的加工方法为一次装夹进行粗精加工,首先将螺旋桨整体按其特性分为若干工作面,分别为工作压力面、吸力面、桨毂面和随边端面,在四轴机床上对螺旋桨各面分别编写三轴加工程序,凭借螺旋桨回转对称性,利用第四轴旋转毛坯并重复运行程序,达到加工目的。
首先将模型导入Cimatron E加工环境下,根据加工工艺建立好仿真用的刀具。第一步进行开槽粗加工,生成的刀位轨迹如图3所示。首先运用3D体积铣削去除大部分毛坯余量,运用第四轴旋转120°后切除其余大部分余量。粗加工阶段在不影响加工质量和振动的情况下尽可能选择大的吃刀量和切削深度。
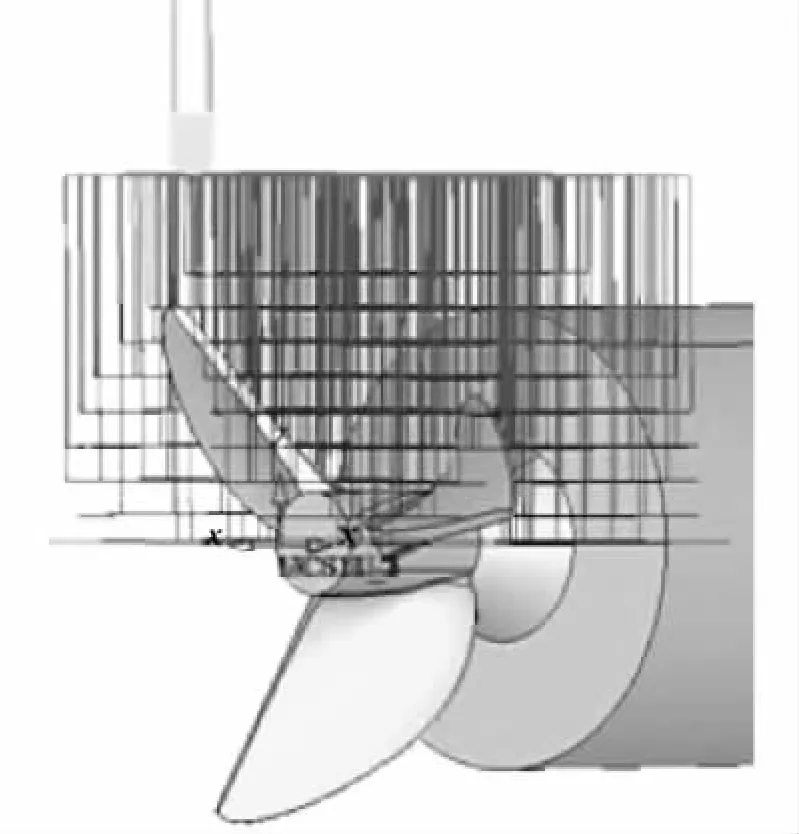
图3 刀位轨迹创建菜单
半精加工是为了去除粗加工时残留量,半精加工时要预留一定精加工余量。根据工艺分析,螺旋桨的半精加工和精加工需要针对各个不同的特征面,分别创建刀路轨迹。Cimatron E具有多种三轴加工模块,这里选择三轴零件曲面 (Part Surfaces)分别对螺旋桨的吸力面、压力面进行加工,设定相关参数,并设置干涉检查面,以保证刀具在走刀时避开机床夹具或是危险区域,避免出现过切和撞刀现象[7]。叶片半精加工刀位轨迹见图4。
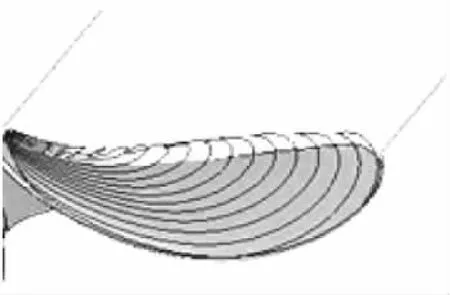
图4 叶片半精加工刀位轨迹
3 程序后处理并实验加工
根据具体的机床参数和数控系统的指令格式,将相应的命令语句转换成加工程序代码生成加工程序。打开Cimatron E后置处理对话框选择要处理的程序段,这里作者后置处理三部分程序,粗加工后置处理程序、半精加工程序和精加工程序。按照上述方法分别生成各特征面数控加工代码。以下为半精加工船用螺旋桨压力面部分数控代码,其中B为四轴旋转轴的角度位移值。
通过对船用螺旋桨进行加工工艺分析、刀路轨迹规划等工作后,需要进行实际加工试验。实验主要目的是检验加工思路的可行性以及加工方法的正确性。如图5所示为船用螺旋桨加工试验,实验结果如图6所示。

图5 四轴机床实验加工

图6 加工后的螺旋桨
4 总结
研究了船用螺旋桨的四轴数控加工方法,提出在四轴机床上对螺旋桨各特征面分别编写三轴加工程序,凭借螺旋桨回转对称性,利用第四轴旋转毛坯并重复运行程序的新加工方法。系统地分析了数控加工工艺,运用Cimatron E8.5软件进行加工仿真,最后通过加工实验得到船用螺旋桨实体模型,为船用螺旋桨叶片的加工提供了可靠的技术方法支持[8]。
[1]黄国权.数控技术[M].哈尔滨:哈尔滨工程大学出版社,2004:11 -13.
[2]李恩林.数控技术原理及应用[M].北京:国防工业出版社,2006:27 -40.
[3]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2001:1016 -1120.
[4]吴明友.数控加工自动编程-Cimatron详解[M].北京:清华大学出版社,2008:496-535.
[5]谢捷.螺旋桨叶轮自由曲面造型与五轴高速数控加工技术的研究[D].合肥:合肥工业大学,2008.
[6]陈汉军,廖文,周儒荣.四坐标数控加工原理及算法研究[J].工程图学学报,1996(1):1-3.
[7]任秉银,唐余勇,郭兴家,等.用端面铣刀铣削等螺距螺旋桨曲面的模型研究[J].机械设计,1998(11):42-44.
[8]任秉银,刘华明,唐余勇.螺旋桨叶片曲面数控加工几何模型研究[J].哈尔滨工业大学学报,1999,31(4):84 -87.
猜你喜欢
舰船科学技术(2022年22期)2022-12-13
山东冶金(2022年1期)2022-04-19
安徽电子信息职业技术学院学报(2019年3期)2019-07-04
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
柴油机设计与制造(2018年3期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
兰台世界(2017年9期)2017-06-01
现代工业经济和信息化(2016年4期)2016-05-17
