
沐若主轴热套转子支架工艺研究
2015-02-23 05:30杨雪峰
上海大中型电机 2015年2期
关键词:主轴
杨雪峰
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
沐若主轴热套转子支架工艺研究
杨雪峰
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
摘要:介绍了沐若水电站水轮发电机转子支架热套在主轴上的工艺过程,阐述了在热套转子支架过程中的准备工作,以及在满足厂房吊车起吊高度的前提条件下,如何保证转子支架热套质量,为后续类似机组的转子支架热套奠定基础。
关键词:主轴;转子支架; 热套
0引言
马来西亚沐若电站水轮发电机组,单机容量236 MW,额定转速333 r/min。沐若发电机转轴和转子支架属新结构,分别有4个形位公差和分布弦距要求严格的键槽,利用4个定位键来传递扭矩,采用过盈配合热套在主轴上。此结构的转子支架热套在我公司尚属首次。
根据国外工地现场的实际情况,选择转子支架热套工作在国内进行,以保证转子支架热套后的质量。通过攻关实现了利用4个定位键来传递扭矩的高转速悬式机组的主轴热套转子支架工作,既保证了产品质量,又实现了工艺经济性,为保证其水上运输的船期和工地安装进度奠定了基础,也为制造类似大型悬式机组作好技术储备。
1热套方案
1.1 理论核算
250 t吊车起吊高度为19.3 m。受吊车高度影响,主轴的生根工具、法兰保护工具、转子支架起吊的钢丝绳长度等关键要素都应该采用计算最小值。既要保证转子支架起吊后转子支架最低端起吊高度超过主轴顶端,又要保证转子支架落到配合段之前后挂钩底面不要落在主轴端面上,还需要防止转子支架下落过程中钢丝绳不要与主轴顶端干涉。沐若主轴总长10 865 mm,转子支架高3 675 mm,根据设计图纸标注的实际尺寸计算,考虑各种因素在内,不考虑吊耳的高度钢丝绳长度理论计算为5 000 mm,计算吊车起吊高度最小约为19 700 mm。
1.2 前期的准备工作
由于地面平台结构特殊,无法安装固定工具,需在地面平台上焊接一张80 mm×2 000 mm×2 000 mm 材质为Q235的钢板,要求四周满焊,焊角为角20。
为避免主轴在立轴过程主轴法兰面受到磕碰,需制作法兰保护工具。主轴与保护工具通过18-M36加长螺栓以及垫圈把合固定。由于吊车起吊高度的制约,需提制合适的钢丝绳。为了能够在转子支架起吊之前能够有调平的余量,需提制长度可调节的美式UU型花兰螺丝。
转子支架重约44 t。根据吊耳与吊钩以及焊角载荷,选用合适的吊耳,并在加热前将4个吊耳焊接在转子支架主立筋附近的筋板上,焊接位置应尽量远离中心,可以有效防止钢丝绳与主轴端面干涉(吊耳焊接位置见图1)。
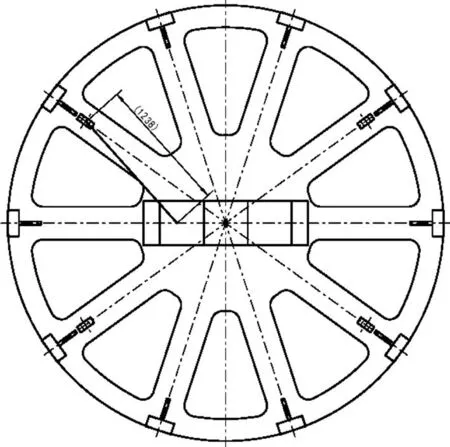
图1 吊耳焊接位置
主轴需要固定在基础板上,调平。主轴状态如图2所示。
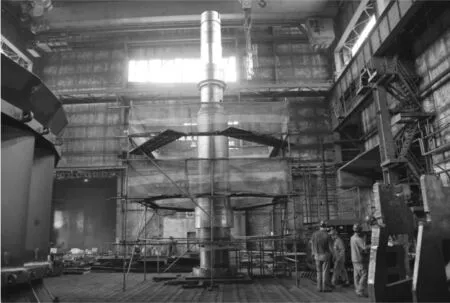
图2 主轴状态
1.3 热套转子支架
经分析,转子支架理论热套间隙单边要大于0.80 mm。考虑到转子支架高度较高,对调平的要求也较高,热套时单边间隙应保证在1.20~1.30 mm。为防止转子支架发生形变,要求加热炉以10~15℃/h的温升速度对转子支架加热至250℃,保温约3 h,以保证转子支架受热均匀。在加热炉外测量转子支架上、下配合段涨量。如未达到热套要求,需对转子支架继续保温,直到达到涨量要求为止。因为冷作吊车升降速度较慢,所以转子支架的加热温度比平时要高。
转子支架出炉后,由吊车将事先准备好的方箱吊至转子支架旁边,以便操作人员登上转子支架。由于转子支架表面温度约250℃,操作人员需要将石棉布扔到转子支架上(见图3),然后站在石棉布上,进行挂钩和花兰螺丝通过卸扣把合在转子支架吊耳上(安装挂钩、调水平工序见图4)。

图3 出炉后铺石棉布

图4 安装挂钩、调水平
待主轴升起至主轴端面正上方时,通过吊车转动转子支架,使转子支架驱动端导向键槽与主轴导向键槽周向位置大致相同,缓缓下落,避免转子支架与主轴接触,影响热套。当转子支架下落到驱动端配合段时,由于没有转子支架,随着时间的推移,其温度变化趋势无法计算转子支架配合段涨量是否已经收缩。应使用临时间隙测量工具,对主轴与转子支架的间隙进行测量。如测量间隙不能满足单边间隙大于0.50 mm时,不能满足热套要求,应立刻停止热套(转子支架下落工序见图5)

图5 转子支架下落
操作人员在转子支架正下方通过目测转子支架与轴的间隙来指挥吊车调整间隙。待间隙均匀后,转子支架继续下落。待转子支架下落到导向键位置时,操作人员通过自制挂钩对转子支架进行周向微调,使转子支架键槽与导向键对准后落下吊车,至此转子支架以及热套结束(热套完成状态见图6)。

图6 热套完成
2结语
沐若发电机转子支架热套的成功,创造了转子支架热套新纪录,标志着企业在大型悬式机组转子支架热套工艺有了一个长足的进步,解决了此类机组在生产过程中的热套技术难题。为大型悬式机组的发展奠定了良好的基础。
杨雪峰,男,1982年生,毕业于哈尔滨理工大学电机与电器专业,硕士,工程师,近年主要从事大、中型水轮发电机制造工艺工作。

·信息点滴·
作者简介:
猜你喜欢
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年2期)2017-05-04
科学与财富(2016年34期)2017-03-23
制造技术与机床(2017年12期)2017-02-02
电子工业专用设备(2015年4期)2015-05-26
