薄壁件切削加工过程数值模拟及变形预测
2015-02-20 13:47
装备制造技术 2015年7期
(资阳晨工电器有限公司,四川 资阳 641301)
切削加工薄壁件的过程是一项较为繁琐的过程,涉及到大塑性整体的变形。薄壁件的重要作用引发了很多国内外学者的研究探讨,目的是为了提升所加工的零件的精度。传统的办法一般运用的是试错法来取得经验值,但耗费较长的时间,并且花费十分巨大,无法实现对于切削机的定量分析和研究。为了提升切削加工薄壁件的精度以及工作效率,薄壁件加工切削引入有限元技术进行仿真研究。
这种办法与传统的办法相比较,更加贴近于工业生产的实际。但是,就目前对于切削加工薄壁件的成果研究来看,对于薄壁件的切削加工仅仅停留在对于单一的若干因素实现数值的仿真,切削热以及切削力经常运用弱耦合的形式呈现,所使用的计算方式是隐式计算,耗时较长并且难以收敛。
而本文则是创新了传统的研究和办法,提出有限元的模拟方法,使用显示计算,最终建立起高效准确的切削加工薄壁件的切削温度以及切削力、残余应力等等。
1 切削加工薄壁件过程对于数值模拟的原理
通过切削加工,可以获取形状复杂的工件,提升对于工件的加工精度。这种加工方法十分重要,无法取代。通过切削进行金属加工往往被认为是工业加工制造业中最为常用的加工方式。各个国家在这一方面都投入了大量的人力物力进行研究,但是所得到的研究成果与实际的需求还存在着很大的差异性。仍然没有一个好的工艺能够应对不断推出的新材料的变化,对于尺寸以及薄壁件表面的粗糙程度进行精准的控制[1]。
1.1 金属切削加工机理分析
切削的变形全过程都是经过弹性变形、塑性变形、材料挤裂以及材料分离这四个阶段。切削刀具在进行移动的过程必须应对切削层的材料在弹性变形过程中所产生的抵抗力以及塑性变形过程中所产生的抵抗力,同时,还要克服切削刀具前刀面和切削层金属之间产生的摩擦以及切削刀具后刀面和过渡面、加工完成面的摩擦。在整个切削加工的过程中,切削层金属在刀具的被迫挤压下完成塑性变形和弹性变形,切削刀具的前刀面和切削层、后刀面和加工表面之间产生的摩擦,会带来大量切削热[2]。这种热量通过刀具、切屑、以及工件集体和其他的周围介质向外传递,这个过程中的各个导热因素直接影响到各层工件的温度,使得温度的分布十分不均匀,产生热应力。在加工的工况较为恶劣的时候,金属由于高温可能发生相变,而金属冷却之后则会出现残余应力。
对于切削加工机理进行分析可以让研究者对薄壁件的切削加工以及变形产生更为深刻的认识,通过有限元方法对切削加工薄壁件的变形过程进行较为精准的预测并提供理论基础[3]。
1.2 切削加工薄壁件中的非线性数值解法
在切削加工薄壁件过程中,一些非线性问题出现时,通常都会运用中心差的芬酸法进行求解,运用有限元方程进行控制。利用ABAKQUS平台中的Abaqus/Eixplicit模块在速度以及加速度产生,采用中心差分方法,通过时间积分形式进行统计,因此,每一个产生的增量步在开始的时候所产生的速度以及加速度决定了在结束时产生的步值。这样的方法对于切削加工薄壁件十分有效,适合于解决非线性问题[4]。
时间的增量可以这样进行表示:

速度中心差分格式表示为:
加速度则可以表示为:
根据牛顿第二定律,可得更新材料结点的速度和位移的公式:

2 对于切削加工薄壁件的变形预测
这一部分研究者通过对于有限元软件ABAQUS的运用,使用显示的计算办法对于切削加工薄壁件过程中的变形情况进行预测分析,引入三维有限元的分析模拟过程,利用数值模拟的实际结果得出切削加工薄壁件的变形规律,并通过有限元方法的运用论证这种变形情况是否可以实现对于变形预测的精准度和可行性进行分析。相关的工作人员可以运用所得的变形规律以及树脂的模拟结果对于加工变形量进行较为准确的预测和分析,从而对工艺流程进行规划,提升切削加工薄壁件的质量和准确性[5]。
2.1 加工变形中的预测模拟
在不对残余应力进行了解的前提下,仿真模拟的数值所采用的切削参数一般为深度为1.3 mm/s,速度是200 m/min,进给量为 0.216 mm/rev,以及干切削的切削环境。在这一过程中不存在润滑液的有关情形,所处的环境温度要求为25℃.将刀具模拟为刚体。在VUMAT之中,可以运用具备删除功能的材料店。当材料店与用户需求的破坏准则相符合的时候,材料点会在模型中自动删除。在VUMAT之中进行删除变量的定义,这个状态量一般为1或者0。其中,1代表的是材料点激活的,而0则代表ABAQUS/Explicit在盈利为0的时候会将材料点自动删除。本文则是对于这个过程的数值进行模拟分析,参与数值的模拟计算过程。
以喷管为例,进行切削加工的时候,其中图1表示的是喷管不同时刻进行切削加工工程的应力分布情况,图2为切削加工在刚刚开始的时候,刀具接触工件时候的分布应力情况,图3则是切削加工在结束的时候应力的分布状况。由此可以分析出,喷管这一薄壁件在进行切削加工的过程中,在被加工区间具备的应力达到最高值。在靠近被加工的部位切削应力的区域最大,在逐渐远离的过程中应力一直减小,不断重新分布排列,最终达到平衡后停止[6]。

图1 不同时刻的应力分布
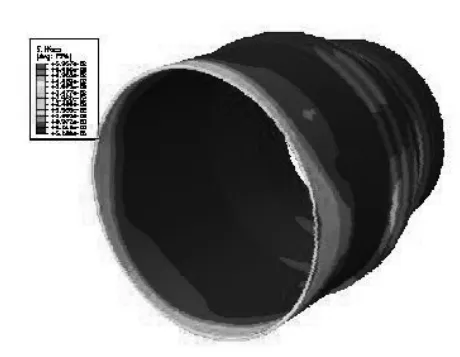
图2开始时的应力分布
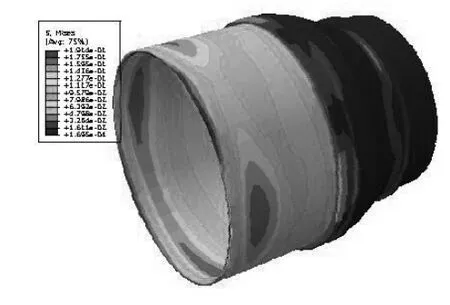
图3结束时的应力分布
图4、图5和图6分别为喷管位于不同时刻进行切削加工不同方向的曲线表现切削力。其中:图4是开始时的情况,图5是某一时刻的情况,图6是结束时的情况。
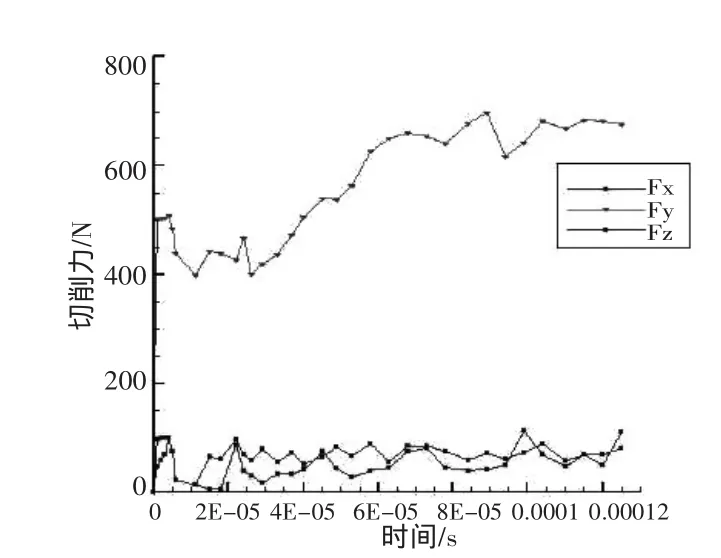
图4开始时的切削力分布曲线

图5某一时刻的切削力分布曲线
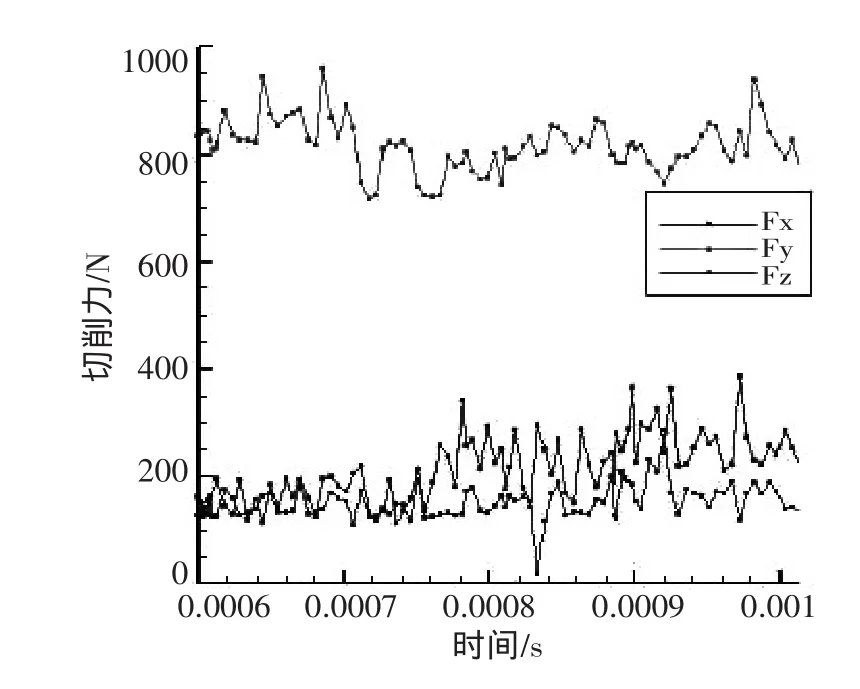
图6结束时的切削力分布曲线
2.2 结论分析
以喷管为例,数值模拟其切削加工的全过程,从仿真的结果可以得出,切削加工喷管会发生变形量,这种变化可以实现提前的预测和分析,在制定相关的工艺流程的时候,可以通过预测对于整个流程进行改进,规避可能出现的问题。相关工作人员可以根据切削加工的刀具以及速度等因素进行分析,最终制定出科学合理的加工流程,最大程度的减小在加工过程中可能出现的变形情况。
图7代表的是切削的速度对于喷管加工变形产生的具体影响数据。从图中我们可以清晰的得出结论,切削变形量会随着切削速度的不断增加而不断减小。这与实际切削加工中的情况相符合。

图7 切削速度与喷管变形程度的数量关系
图8代表的是进给量对与喷管加工变形影响的变化曲线。图中所显示的结论是:单位时间内所去除的材料数量随着切削速度增加而不断增大。
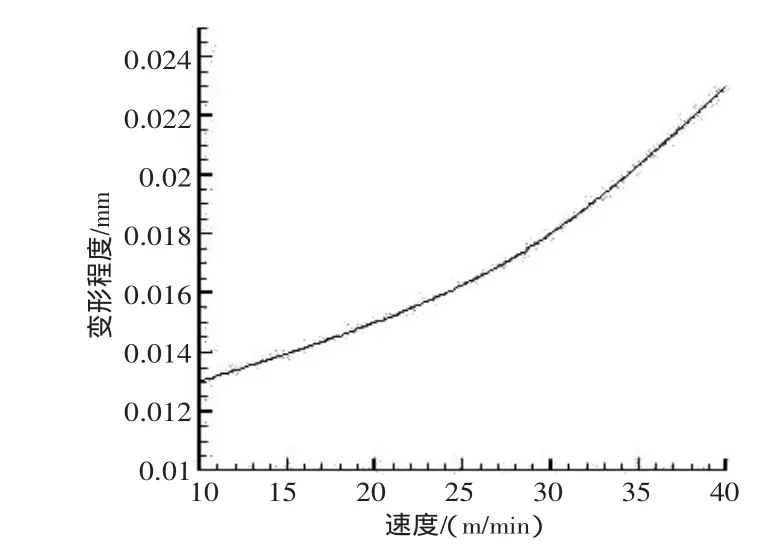
图8进给量与喷管变形程度的数量关系
通过对喷管切削加工过程中的模拟数值进行分析后,我们发现,仿真手段对于加工变形量的提前预测十分有效。通过数值模拟的结果还可以对切削加工过程中的工艺参数进行精准的判断和评估。薄壁件的变形量影响因素包括切削的速度以及进给量。速度越快,变形量越小,进给量越大,变形量越大。这样的研究成果证实了,通过科学合理的构建有限元模型,并根据具体情况对模型进行简化,在薄壁件的切削加工以前可以有效的对加工后的薄壁件变形情况进行合理的预测分析,这样的方法降低了工作人员制定工艺流程的难度。
3 结束语
随着工业技术的日益发展,要想提升工业产品的质量就必须重视切削加工薄壁件的质量。随着科技的进步,切削加工薄壁件的变形量已经可以被预测和模拟,这种办法的提出,提升了工作的效率,能够生产出更加符合人们审美和高质量性能的工业产品,有利于我国的工业生产发展。
[1]王占礼,朱 丹,等.薄壁件数控加工物理仿真研究现状与发展趋势[J].机床与液压,2014,(03):162-166.
[2]徐 看,吕彦明,黄艳玲.薄壁件锻造成形工艺及数值模拟技术研究[J].锻压技术,2014,(02):128-132.
[3]叶建友,吕彦明,李 强,等.薄壁件切削加工变形及补偿技术研究现状[J].工具技术,2014,(02):3-6.
[4]赵 迎.薄壁件切削加工过程数值模拟及变形预测研究[D].成都:电子科技大学,2012.
[5]赵文辉,段振云,戴现伟.基于变形预测的薄壁梁架加工工艺优化[J].组合机床与自动化加工技术,2015,(04):126-127,131.
[6]何永强.工字型薄壁件数控铣削加工变形试验与分析[J].机床与液压,2013,19:73-76.
猜你喜欢
汽车工程(2021年12期)2021-03-08
装备制造技术(2020年2期)2020-12-14
东北大学学报(自然科学版)(2020年10期)2020-10-19
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
发明与创新(2016年5期)2016-08-21