基于SORPAS软件电阻点焊CAE分析的生产应用
2015-02-20 13:47
装备制造技术 2015年7期
(东风柳州汽车有限公司综合工艺部焊装组,广西 柳州 545005)
现代汽车白车身生产车间——焊装车间大量使用点焊机,由于板材料厚和规格繁多,单车型的焊钳数量200~400左右,多种焊机的混合使用,种类造成单车型的焊接工况多达成百上千种,要想获得最佳的焊接参数,首先要知道这些焊接工况的焊接区间,因为整车的的焊接区间很多,以前常规的方式为在调试阶段通过多次破坏性试片试验确定,焊接参数设置的实验次数以及所需时间较长。当前,随着缩短车型的开发调试周期需要,电阻点焊的仿真模拟逐步进入汽车生产中。目前专业的电阻焊仿真优化软件SORPAS已经被欧美、日、韩的汽车和零配件等生产公司所采用[1]。
SORPAS是专业的电阻焊模拟仿真优化软件,集有限元分析和电阻焊工程原理、经验于一体,目前在工业领域已经得到商业化应用,用于支持评估各种组合的可焊性,设计焊件和电极,同时还能优化电阻焊过程参数[2]。
本文通过使用SORPAS软件的计算焊接区间功能,查找兼容的焊接参数,再通过凿检验证、金相、验证以及力学验证,最终得到一组最适合的焊接参数,并做成焊接参数卡片。
1 SORPAS各模块介绍
SORPAS软件的焊接参数分析方式有直接模拟、指定优化、焊接区间和自动优化几种。
(1)对于已知参数的板材,可以选用直接模拟,查看焊接效果。
(2)对于未知参数的板材,可以选用自动优化,计算出推荐的参数。如图1所示。
(3)对于一把焊钳焊接多种板材的工况,使用焊接区间的方式,选择兼容的焊接参数。如图2所示。
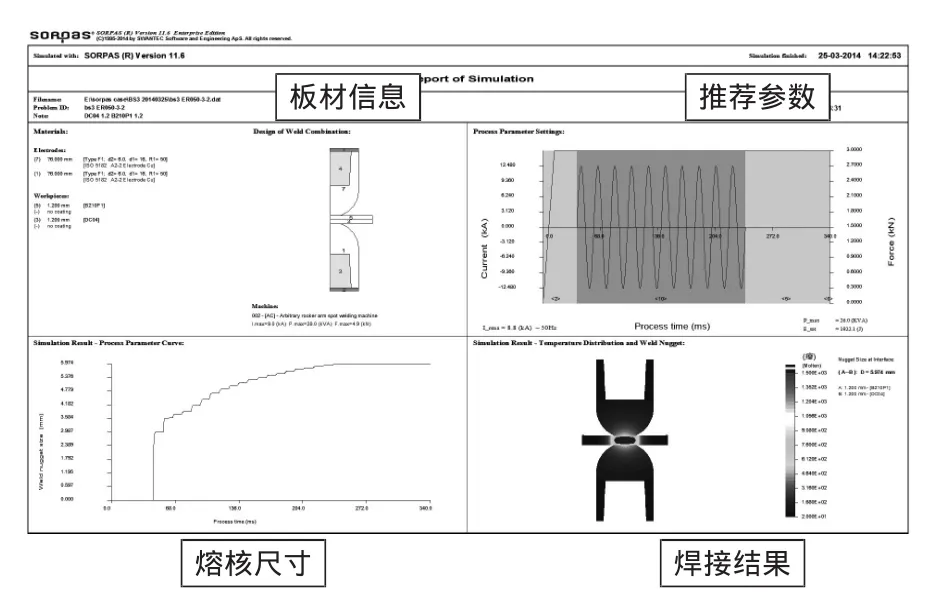
图1 sorpas自动优化结果
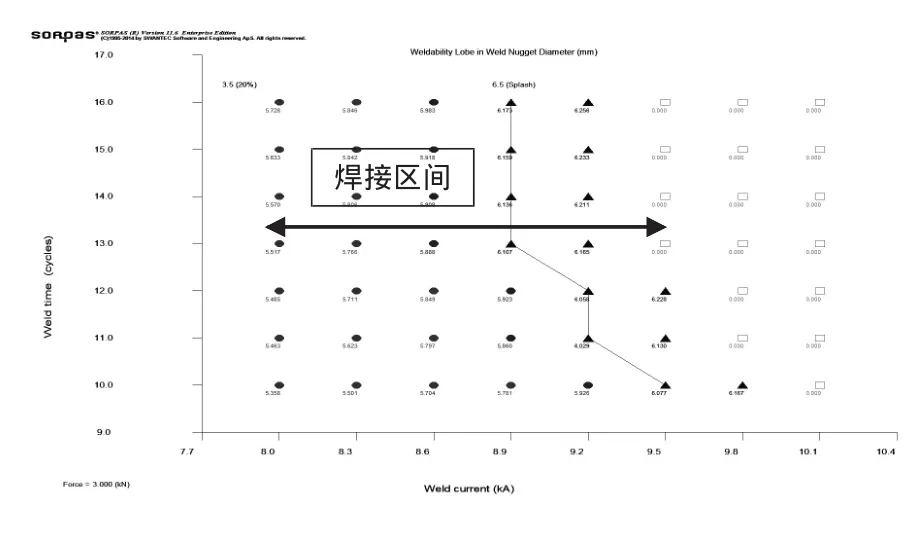
图2 sorpas焊接区间结果
2 SORPAS在东风柳汽的生产应用
2.1 指导焊接生产
(1)制作整车焊接工况统计表(即焊接材料、厚度、叠放顺序)。
(2)SORPAS计算焊接区间如图2。
(3)统计每把焊钳的叠加焊接区间即兼容焊接参数。如图3所示。对于无法得到兼容焊接参数的情况,取最难焊接工况的参数。
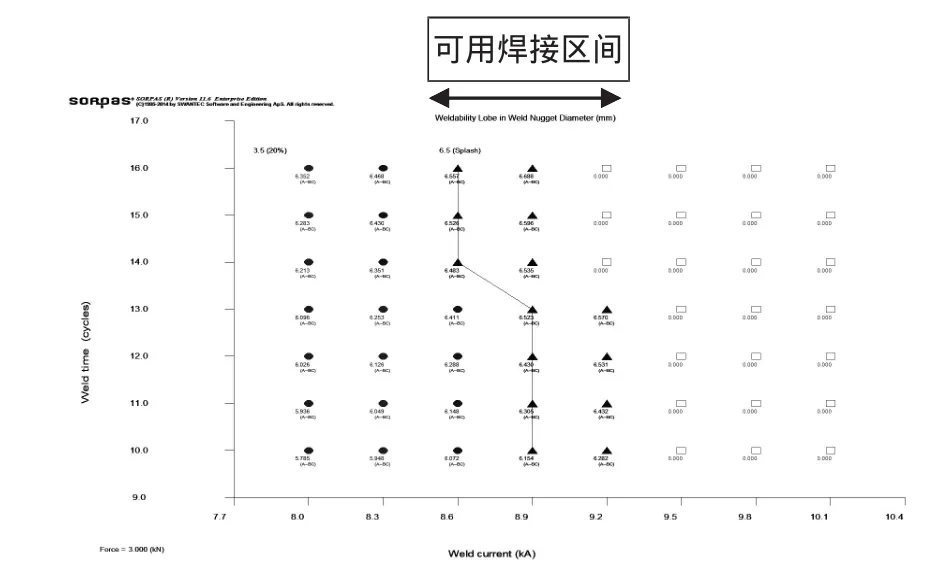
图3 焊接区间叠加图
(4)焊接参数输入焊机中,测试输出焊接电流,(误差<4%),同时使用压力测试仪校正焊接压力,使焊接压力与设定值相同(误差<0.2 kN)。
(5)抽取重保焊点做金相验证和力学验证。
(6)做整车凿检验证。
(7)根据结果反过来校正、控制焊接的输入条件:电极帽修磨、气压、电极的垂直度、网压的稳定性。
(8)将修改后的参数做成焊接参数数据库卡片。
在各影响因素中,电极帽修磨起到关键作用,因此采用自动修磨可以大幅度提高焊点质量,气压值是影响焊接质量的第二要素,对于日常生产保持稳定的焊接压力可以稳定焊接质量,其他如工人操作包括电极垂直度也是重要因素之一。
2.2 建立焊接参数卡片库
SORPAS计算得到的焊接结果是一系列的数据文件,为了便于部门之间查阅与参考,便于现场指导管理,考虑到SORPAS的计算数据量比较大,不便于移动,因此将SORPAS的数据结果制作了焊接参数卡片库,其包含了焊接区间图、力学特性以及实际生产使用的焊接参数,为生产部门提供参考。如图4所示。
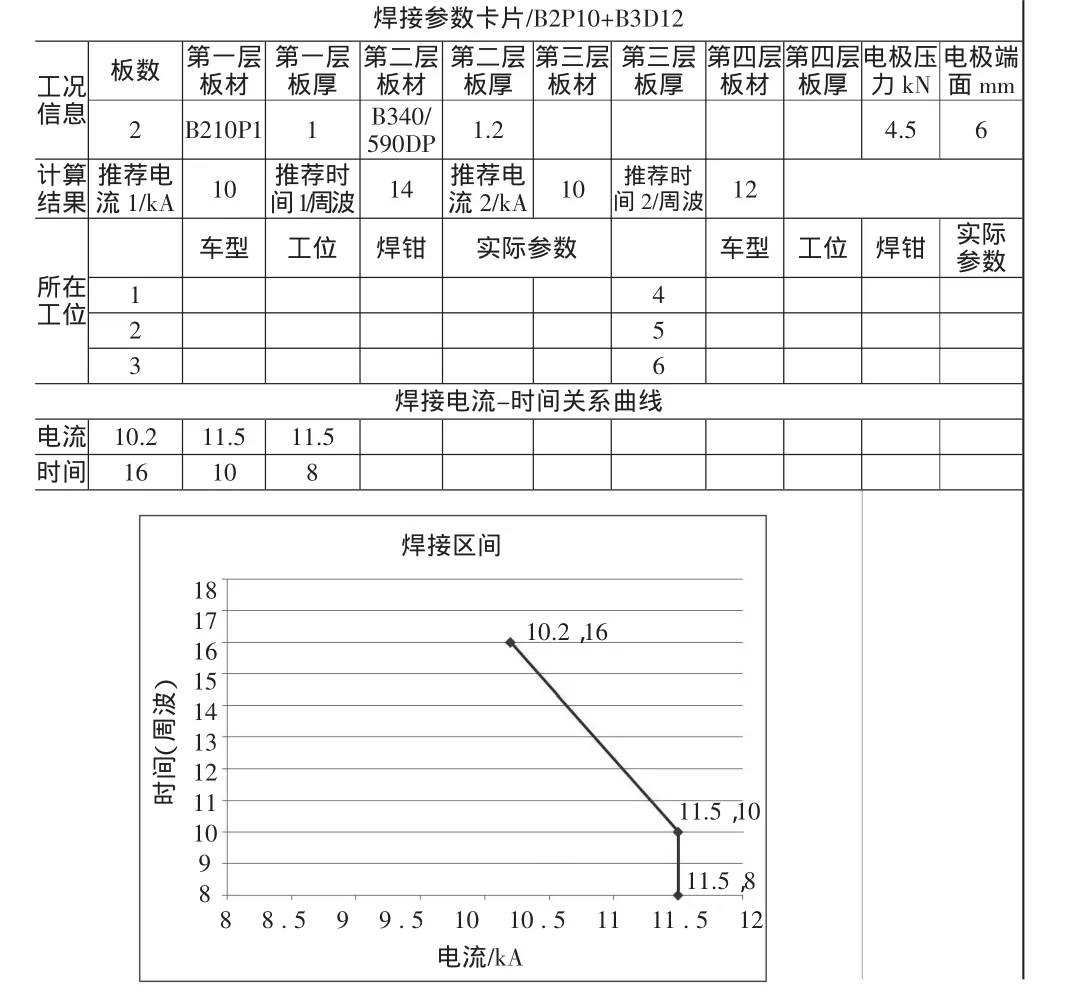
图4 焊接参数卡片库
3 验证结果
从验证结果中抽取部分进行介绍。表1为工况信息。

表1工况信息
整个过程的验证结果如下:
3.1 金相验证
根据焊接区间叠加图,设定焊接参数,焊接各工况试片,查看宏观金相,如图5所示。比对熔核直径与计算结果的差异,误差最高为12%(序号1组与序号2组),可以满足生产要求。
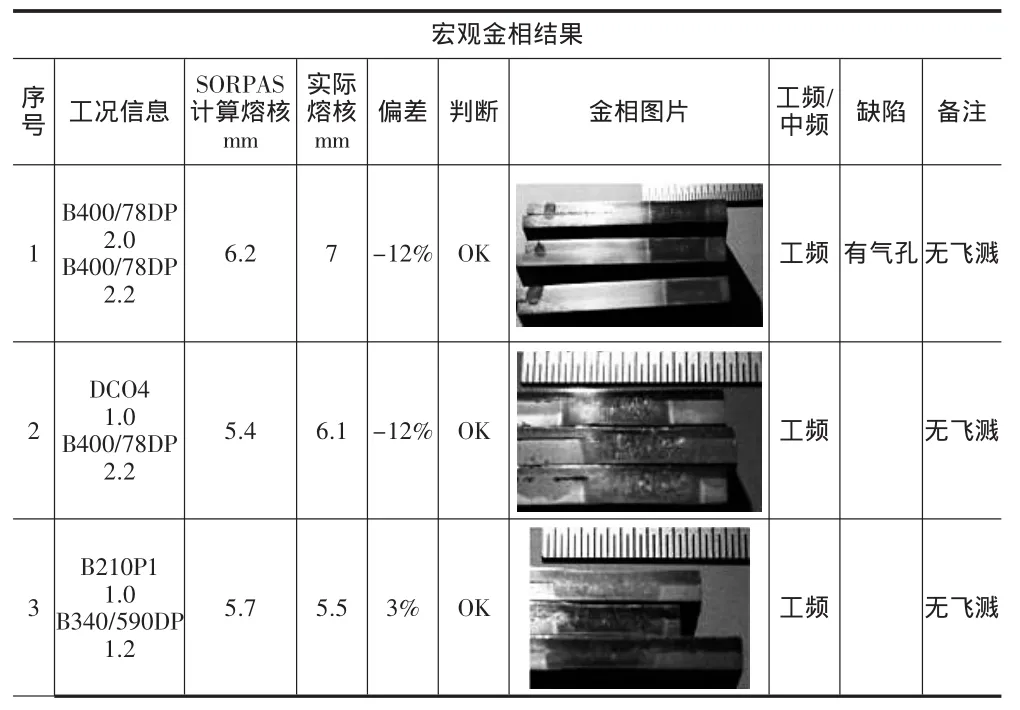
图5金相验证图
3.2 拉力实验验证
根据ISO_14273_2000标准制作焊接试片,焊接过程采用工装装夹,得到拉力验证结果如表2所示,实验值与分析结果最大差距30%,但是可以满足生产要求。

表2 拉检验证结果
3.3 整车凿检验证
试片验证后实际焊车验证,查看焊接外观以及焊后整车凿检验证,要求外观焊点无毛刺、扭曲、压痕不合。焊点强度达到凿检标准。经验证调整后98%以上的焊点强度可以满足生产质量要求。
4 结束语
(1)通过SORPAS的电阻点焊建立的焊接区间图,可以快速找到各焊钳兼容焊接参数,缩短调试周期和降低制造成本。
(2)将验证后的焊接参数建立焊接参数卡片库,实现快速查询,当后续车型在相同工况下快速确定焊接参数。
[1]赵 阳.电阻焊仿真SORPAS在国内的应用[J].电焊机,2013,43(2):72-78.
[2]徐士航.DP590GA热镀锌双相钢电阻点焊工艺研究及数值模拟[D].上海:上海交通大学,2010.
[3]Wen ZHENGParameter optimization of dissimilar resistance spot welding on ultra-high strength hot-stamped steel and mild steel by numerical simulation.Acta Metall.Sin.(Engl.Lett.)[J].2012,25(6):487-498.
[4]郑 文.超高强度热成形钢板电阻点焊数值模拟及分析[D].上海:上海交通大学,2013.
猜你喜欢
机电工程技术(2022年5期)2022-06-23
汽车实用技术(2022年5期)2022-04-02
北京工业大学学报(2021年9期)2021-09-14
数学小灵通(1-2年级)(2021年5期)2021-07-21
小学生学习指导(低年级)(2021年3期)2021-07-21
汽车与驾驶维修(维修版)(2020年6期)2020-07-06
航天制造技术(2020年1期)2020-03-28
汽车工程(2019年2期)2019-03-11
学生天地(2018年20期)2018-09-10
汽车文摘(2017年6期)2017-12-06