PLC在飞锯机系统中的应用
2015-02-19 06:12重庆科创职业学院机电工程学院402160侯坐江韩亚军杨小强
金属加工(冷加工) 2015年10期
■重庆科创职业学院机电工程学院 (402160) 侯坐江 韩亚军 杨小强
PLC在飞锯机系统中的应用
■重庆科创职业学院机电工程学院(402160)侯坐江 韩亚军 杨小强
摘要:本文以某高频焊管公司飞锯机机控制系统的改造为例,以台达PLC控制替代原系统的继电器控制。介绍了该控制系统的组成,及PLC的硬件和软件设计。系统试用表明PLC的使用提高了控制系统的稳定性和抗干扰能力,减少了大量的硬件设施以及由此而带来的故障。
重庆某高频焊管公司其产品主要用于气摩配件。由于近年气摩行业的快速发展,其生产设备已经很难满足生产要求,所以对其进行了自动化的改造。
飞锯机是一种对连续运动的高频焊管钢材进行定尺切断的自动化设备,可在焊管或型钢高速运动下实现自动跟踪锯切,是焊管生产线上最后一道工序的生产设备,对产品的质量和生产效率有较大的影响。要精确地剪切快速运动中的管材,剪切工具必须与机组的运动精确协调,尤其是在机组速度变化时,生产工艺要求剪切工具必须与机组线速度保持同步跟踪的情况下来进行定尺剪切。
1. 工艺要求
根据生产过程及产品技术指标,对飞锯机基本工艺要求如下:锯切过程中锯片必须和运行的管材同步,保证在锯切过程中,锯片既要绕锯轴转动(施加锯切力和锯切功率),又要与管材以相同的速度移动(保证管材的被切断面平直且不至于打飞锯片,造成设备损毁和安全事故);飞锯机应能锯切不同的定尺长度;要保证锯切的切口平直。即在整个锯切过程中,锯片都应和钢管轴线垂直,并且要使切头部分不弯不扁。
2. 系统改造
飞锯系统改造之前采用的是继电器控制,其中接触器、行程开关、继电器等电器元件作为控制元件,其控制系统复杂,操作难度大,并且安装接线工作量大、修改控制策略难,维护量大,严重影响了正常生产。因此,飞锯切割控制系统成了制约生产的瓶颈。而采用可靠性较高的PLC组成的控制系统作为数据采集、控制回路、自动顺序操作和运算的主要设备。满足了系统可靠性、稳定性和实时性的要求。
由PLC控制小车启动并加速追踪焊管至与焊管等速时达到定尺点,夹具夹紧焊管,即将锯车与焊管连为一体,气缸驱动落锯、抬锯、完成锯切,夹具松开,小车减速,停车,返回原位。图1为飞锯机系统工作循环示意图。
锯车的工作循环是严格地按照一定的时序动作的如果有一个环节出现差错,都将导致工作的失败 因此,每一步都是由上一工步的位置进行控制,这种控制方式的特点是动作准确,只要有一步没有完成,下一工步将不可能进行 这就避免事故的发生。控制系统可以实现自动和手动的转化。
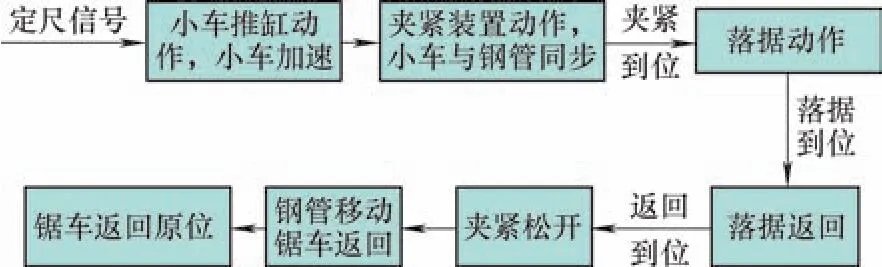
图1 飞锯机系统工作循环示意图
3. 基于台达PLC的飞锯控制
飞锯控制系统的任务主要是控制一台主电动机(7.5kW的三相异步电机)和四个电磁阀(分别控制小车的加速、钢管
的夹紧、飞锯压下切割、小车返回),PLC需要同时控制主电机和电磁阀的协调工作,完成切割工作。PLC对通过继电器和接触器控制主电机带动飞锯旋转 ;人机界面由触摸屏来实现,通过触摸屏设置工作参数。
(1)硬件设计。PLC的选择一般从基本性能、特殊功能和通信联网三方面考虑。选择的基本原则是在满足控制要求的前提下力争最好的性价比。对于飞锯机的控制系统而言,工艺过程固定、环境条件一般,维修量比较小等,所以选用整体式结构的Delta DVPPLC比较合适。具体满足条件如下:① I/O点的估算:触摸屏占用串口通信输入1个;1台异步电动机、4个电磁阀占用开关量输出5个;系统启动、停止、急停按钮占用3个开关量输入,自动/手动转换开关1个、异步电机启动、停止按钮、夹紧、落锯按钮各1个,需要占用5个输入量,定尺信号占用1个输入量;总计I/ O点共14个。② PLC性能和控制任务相适应:飞锯机割机控制系统是开关量控制的,多是顺序控制和多模式的自动控制,对控制速度要求不是很高。
(2)软件设计。我们可以运用公司提供的软件在Windows的环境中对PLC进行编程调试,编程完成后通过RS232通讯电缆从PC下载到PLC上,飞锯机工作过程中参数设置较多,参数之间密切关联,各动作之间有严格的逻辑关系,每工作方式均可采用手动和自动两种方式,PLC通过采集现场信号来控制工作过程。整个程序的控制方式为顺序控制,程序控制框图如图2所示。

图2 飞锯车软件设计流程图
4. 结语
本文所设计的台达PLC飞锯控制系统已成功地应用于某高频焊管公司的生产线,运行结果表明,该系统完全满足其设计要求,具有操作方便、可靠性强、数据完整、监控及时等突出优点,并大大地减轻了操作工人的劳动强度、缩短了操作时间,受到了操作人员、维护人员、管理人员的好评。该系统的成功设计,也为类似系统的旧设备改造提供了可取的经验。
参考文献:
[1] 台达集团中达电通股份有限公司.DVP-PLC应用技术手册[Z].2010.
[2] 刘小春.PLC控制系统设计与维护[M].北京:高等教育出版社,2008.11.
[3] 陈威. 单片机控制高频焊管定尺飞锯切系统[J].焊管,1990,13(6).
收稿日期:(20150114)
猜你喜欢
石材(2022年4期)2022-06-15
智能制造(2021年4期)2021-11-04
重型机械(2020年3期)2020-08-24
超硬材料工程(2018年6期)2019-01-09
中国教育信息化(2018年22期)2018-11-28
石油化工建设(2018年2期)2018-07-11
成长·读写月刊(2018年3期)2018-03-24
——“绿筑迹 ——台达绿色建筑展”台达记者会
制造技术与机床(2016年7期)2016-08-31
大科技(2016年26期)2016-08-16
重型机械(2016年1期)2016-03-01