
动叶片铆接式围带的铆接装配方法
2015-02-18 12:00李凤娟孙志强
机械工程师 2015年6期
李凤娟, 孙志强
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
0 引言
铆接式围带是转子动叶片围带常用的结构,铆接方法多种多样,铆接人员水平各异,且铆接式围带极易出现铆接裂纹致使产品报废。我们针对铆接式围带结构,制定有效可行的铆接方法来控制铆接质量,降低产品报废率,控制了产品加工装配成本。
1 铆接试验
1)通过对Z58.41-86《汽轮机零件的冲铆工艺守则》和Z58.35-86《用快速锤铆接埋头铆钉》两本工艺守则反复学习研究,研究围带铆接的工艺方法及围带铆接时要注意的问题。
2)根据产品叶片、围带尺寸及材质,设计、加工与产品结构尺寸相同,且相同材质的围带和铆钉头试验件,如图1所示。
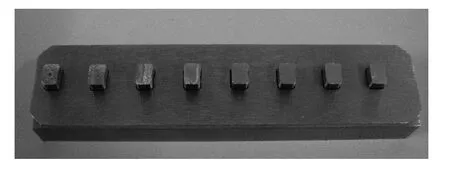
图1
3)某高压汽轮机转子动叶片铆接式围带结构,较以往的铆接式围带铆钉头高度高、铆钉头尺寸小,同时还要保证铆接后的配合间隙及外观质量,这就给冲铆造成了很大的困难。以往多采用手动式冲铆,这种方法冲铆力度不易控制,易造成冲铆后配合间隙不均匀,外观质量不好,易出现裂纹。
经过多次讨论、研究,制定了铆接工艺方案,采用风动铆枪,但由于现有的冲头较大,我们制作了适合该高压围带铆钉头尺寸的较小的冲头,对铆钉头进行多角度、轻微、多次冲铆。这样基本解决了出现裂纹等严重缺陷的问题,也保证了铆接质量。通过试验件围带冲铆试验,我们基本解决了手动铆接力度不均匀,铆接后配合间隙不均匀及铆接外观质量不好的问题。铆接后的试验件如图2所示。
2 铆接要求
根据铆接工艺试验过程及结果,我们总结了此种高压汽轮机转子动叶片铆接式围带结构的铆接要求,指导操作人员进行铆接操作。
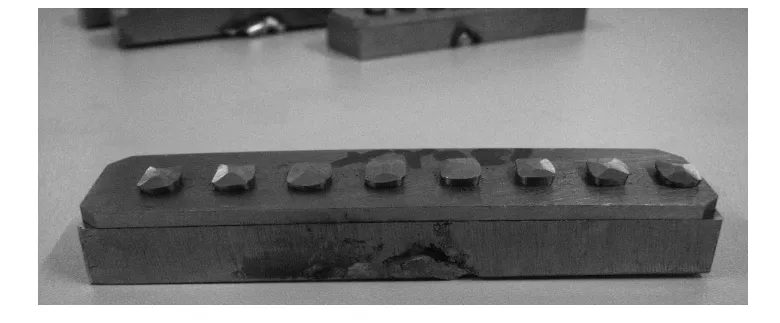
图2
1)操作人员必须通过铆接资质认证。认证要求:a.必须连续铆接3个以上试验件合格;b.铆完后对铆钉头进行着色检查,检查如果出现点状、带状缺陷或裂纹,由操作者进行打磨,打磨量不超过0.15mm,打磨后再进行着色检查。打磨后表面着色检查如再不合格,则重新铆试验件;c.表面着色检查合格后沿铆钉头横、纵方向用线切割割开,检查铆接填充状况,确认合格;d.对割开截面进行着色检查,检查无裂纹;e.由车间出具资质认证文件,由检查员确认,由操作者保留备查。
2)要求操作者必须连续进行铆接工作,中间间隔不得超过15d,否则重新进行铆接资质认证。
3)铆接产品完毕后,在资质认证文件上填写完工情况,由检查员确认。
4)铆接产品完毕后,分厂须提供每级铆接围带的操作者的铆接资质认证文件复制给工艺处。
3 铆接具体过程
1)清理围带及铆钉表面:用卡剥克林清洗围带和铆钉,以免表面杂质在铆接中形成痕迹。
2)使用0.5~2.5kg手锤。高压转子可采用钢钎铆接,钢钎表面抛光处理;铆接过程中,应经常用布擦拭钢钎表面及铆钉表面,以增加光洁度。
3)铆接中应注意事项:a.不可疲劳作业:铆接过程中,手感到疲劳时应适当休息,以免胳膊因疲劳而铆歪,造成表面裂纹。b.锤击次数:每个铆钉表面锤击次数不超5次,否则会造成金属疲劳,形成表面龟裂。c.铆接过程中,注意围带与叶片间隙,如果间隙超差,用铜板垫着打实后再继续铆接。d.铆接前应注意铆钉头有无毛刺或严重磕碰硬伤,如有则应及时锉掉,否则铆接时易从此处裂开。
4 结语
本文以哈汽公司生产的某重点项目汽轮机低压转子为例,介绍了铆接式围带的铆接试验过程,并根据试验形成了铆接式围带的具体铆接要求及铆接过程,指导操作人员进行铆接操作,为我公司铆接式围带的冲铆积累了技术经验,提高了冲铆质量,同时也保证了转子的加工质量。
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
今日农业(2021年9期)2021-11-26
今日农业(2020年16期)2020-12-14
装备制造技术(2020年2期)2020-12-14
电影(2018年10期)2018-10-26
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
工业设计(2016年8期)2016-04-16
华东师范大学学报(自然科学版)(2014年3期)2014-03-11
河南科技(2014年24期)2014-02-27
