
直角三工位阶梯孔系车削夹具设计
2015-02-18 06:32:00广东省韶关市技师学院512023李树清
金属加工(冷加工) 2015年4期
■广东省韶关市技师学院 (512023) 李树清
直角三工位阶梯孔系车削夹具设计
■广东省韶关市技师学院 (512023) 李树清
摘要:本文介绍的主要内容是制作一套在C6140卧式车床上专用的镗孔夹具。该夹具使长方形板料1次安装,可以在直角三工位上车削加工3个阶梯孔系,从而保证工件的加工精度及孔系之间的平行度与卧式车床采用常规方法加工相比,生产效率大大提高,实际使用已取得较满意的效果。
在我校实习工厂的外协产品加工中,密封通液板如图1所示(技术要求:材料H70;孔1、孔2、孔3平行度必须为0.06m m之内;未注倒角均为0.5mm×45°),是某厂委托我校实习工厂加工的系列产品之一,月需生产总量为500件左右,属定期小批量生产。
1. 工艺分析
最初加工方法是:首先划出加工位置线;然后在卧式车床上用四爪单动卡盘逐个工位安装工件镗削3个阶梯孔。但是镗孔后发现采用这种常规的方法加工密封通液板直角3阶梯孔系时通常会出现位置精度很难保证的情况,零件加工精度受操作者技术水平高低以及操作者现场精神状态等因素的影响很大,因此加工质量不稳定,生产效率比较低,显然利用卧式车床采用这种常规方法无法完成具有一定数量的产品零件生产加工。
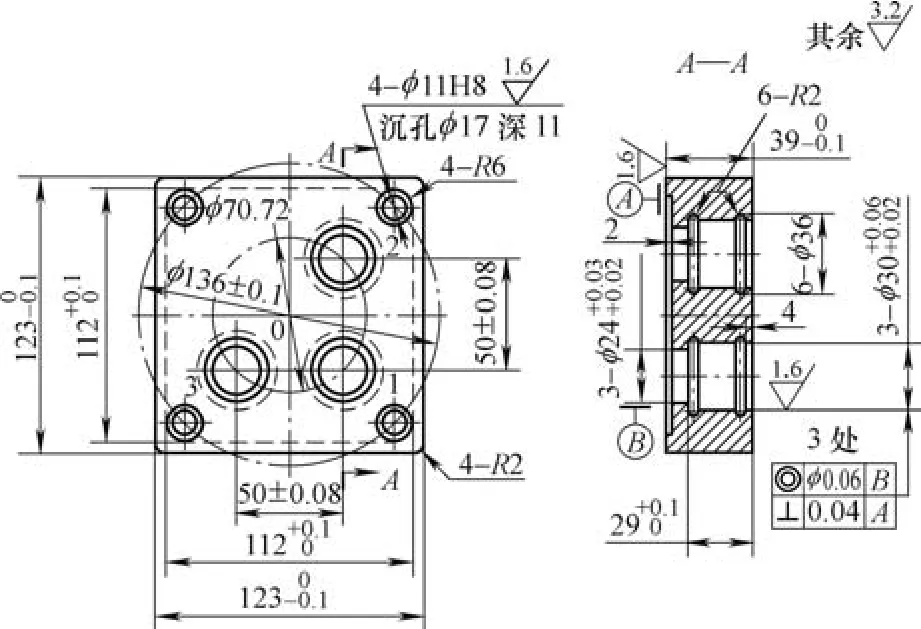
图1 密封通液板
根据当时的实际情况,为了提高效率,完成每月生产任务,保证加工产品质量的稳定性,我们设计制作了一套“C6140卧式车床直角三工位镗孔夹具”。该夹具使工件1次安装,通过分度机构在3个工位上加工密封通液板的3个阶梯孔系,从而使加工后的零件精度完全能满足图样的设计要
求。经实际使用,效果颇佳,既解决了生产难题,保证了零件的加工精度,同时大幅度提高了零件的加工生产效率。夹具总装如图2所示。
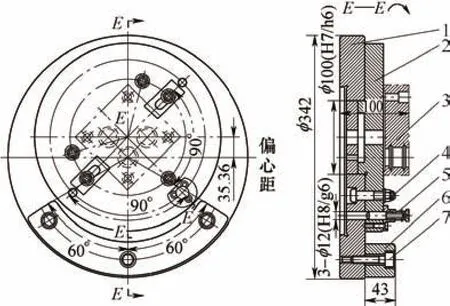
图2 专用夹具装配图
2. 夹具的结构
该镗孔专用夹具的结构主要由两大部分组成。
(1)第一部分是固定连接盘(见图3)(技术要求为材料HT200;未注倒角均为0.5×45°)。在固定连接盘上有圆心为O1和O2,之间的距离为35.36mm。其中圆心O2是固定连接盘的回转中心,以O2为圆心的有φ10mm工艺孔;有用于与C6140卧式车床法兰盘凸台“精密”配合的φ206H7深10mm沉孔;有3个紧固联接车床法兰盘的M12通孔内螺纹;以及处于最下端的用于紧固联接配重块的3个M12通孔内螺纹。以O1为圆心的有φ19mm工艺孔;有与分度转盘凸台“精密”配合的φ100H7 深12mm沉孔;有准确分度用的3 个φ12H8定位销孔;另外还有一圈T形槽,用于安放T形螺栓,联接和锁紧分度定位转盘,T形螺栓在T形槽可以作360°任意移动;在T形槽的底面开有30mm×25mm的“缺口”以方便T形螺栓穿入T形槽。
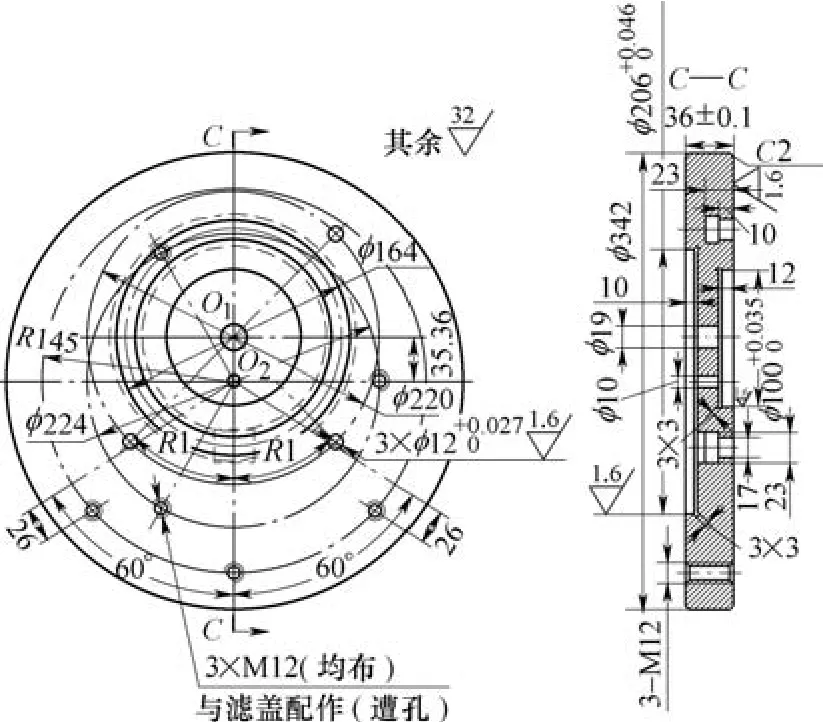
图3 固定连接盘图
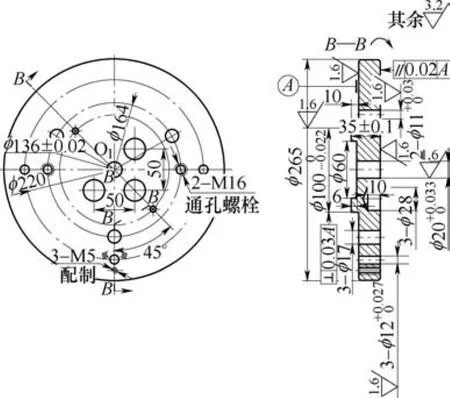
图4 分度转盘
(2)第二部分是分度转盘分度机构如图4所示(技术要求为材料HT200;未注倒角均为0.5×45°)。首先利用密封通液板零件自身在前道工序已经加工好的4个φ11H8当中的2个套在分度转盘销钉上,实现一面2销定位;紧固方式是用2 个M16mm双头螺栓加压板将工件夹紧。其次是分度转盘通过φ100h6高10mm凸台与固定连接盘沉孔配合,两者之间是利用均布的3个φ17mm通孔,通过安装在固定连接盘T形槽上面的3个M16T形螺栓将分度转盘锁紧。分度转盘上有与固定连接盘一起配合,用于安装定位销的φ12H8孔,通过定位销与固定连接盘上的分度孔配合完成直角三工位阶梯孔的分度加工。
由于分度转盘的回转中心与固定连接盘的回转中心偏心35.36mm,为消除回转不平衡现象,进而减少车削加工时产生的振动等不利因素对密封通液板零件加工质量的影响,因此该车床镗孔专用夹具在设计时采用了加装配重平衡块的平衡措施。
3. 专用夹具的使用方法
(1)密封通液板直角三工位阶梯孔的加工。直角三孔系密封通液板零件的材料为黄铜H70,毛坯采用精密铸造,铸造时同时分别在3个孔系处铸出φ19mm和φ24mm的阶梯孔系。该工序镗削加工密封通液板孔1、孔2、孔3共3个工位孔φ24mm和φ30mm阶梯孔以及车削R2mm密封槽。密封通液板除3个阶梯孔系以及R2mm密封槽之外,其余各表面均已完成了加工。
密封通液板直角三工位阶梯孔加工时,采用6点定位方法。密封通液板与分度转盘接触后,被分度转盘大平面限制了3个自由度;固定在分度转盘机构上的2个定位销又限制了3个自由度。直角三工位阶梯孔加工时的夹紧方式采用手动夹紧,夹紧力方向与走刀方向平行。
(2)卧式车床(C6140)镗孔专用夹具的使用方法。①安装密封通液板“毛坯”:将密封通液板“毛坯”安装在2个定位销上面,然后用2个M16双头螺栓加压板将密封通液板零件夹紧(见图2)。②加工孔1(即工位1).孔1的加工工序为:扩孔→粗镗孔→精镗孔→车削R2mm密封槽,使每一处都达到图样规定的技术要求。③转位分度:松开3 个M16T形螺栓螺母,“拔出”分度定位器的定位销,使3个M16T螺栓、分度转盘、分度定位器、密封通液板零件一起绕“分度转盘圆凸台”转动。当密封通液板零件第2个圆孔2(即工位2)转至与车床主轴轴线重合时,分度定位器的定位销会“自动”进入(依靠弹簧的弹力)固定连接盘上面的定位孔,使分度定位机构能快速、准确定位;最后用紧固扳手拧紧3个M16T形螺栓螺母。④用加工孔1的车削方法以及转位分度方法完成孔2、孔3的镗削加工。⑤卸下密封通液板:分别松开压紧密封通液板零件上面的2个M16双头螺栓螺母,将加工完毕的密封通液板零件卸下;再将密封通液板毛坯安装到夹具原位置,然后重复上述过程进行零件的车削加工。
4. 注意事项与夹具使用
(1)注意事项:①在进行粗镗孔→精镗孔→车削R2mm密封槽时需要记好拖板的刻度值或者在拖板相应位置做“记号”,以便在车削阶梯孔与R2mm密封槽时能快速“定位”刀具,节省辅助时间。②固定连接盘上面的分度定位销孔的尺寸精度和形位精度,分度定位机构中定位销的尺寸精度,直接影响到直角三工位阶梯孔系的位置精度,因此其制作精度应符合设计图样的要求。③用于定位、安装密封通液板零件的固定在分度转盘机构上的2个定位销,一个采用圆柱销,另外一个则必须采用菱形销。以便在保证定位精度的同时,方便批量安装零件时方便装拆。
(2)夹具使用情况。通过生产实践证明,采用该夹具在卧式车床上进行密封通液板孔系镗削加工,孔系的几何尺寸、形位精度以及表面粗糙度值均达到了图样设计要求;加工效率与在卧式车床上采用四爪单动卡盘装夹零件等常规方法加工提高了10倍左右,且孔径和中心距容易控制,因而密封通液板加工质量较好,满足了产品使用要求。
参考文献:
[1] 李名望.机床夹具设计实例教程[M].北京:化学工业出版社,2009.
[2] 李庆寿 .机床夹具设计[M].北京:机械工业出版社,1984.
[3] 薛源顺.机床夹具设计[M].北京:机械工业出版社,2010.
[4] 吴拓.现代机床夹具设计[M].北京:化学工业出版社,2009.
[5] 黄鹤汀.机械制造装备[M].北京:机械工业出版社,2010.
中国重汽2014年重卡销量同比增7.97%
中国重汽公司2014年四季度实现重型卡车产量16 848辆,销量为23 439辆。至此,中国重汽2014年度累计实现重型卡车产量为80 077辆,同比下降2.65%;销量为90 735 辆,同比增长7.97%。
收稿日期:(20141110)
猜你喜欢
设备管理与维修(2021年18期)2021-01-29 02:09:20
人人健康(2019年9期)2019-09-23 08:12:42
经济技术协作信息(2018年11期)2019-01-14 03:07:22
人人健康(2019年17期)2019-01-12 05:18:05
制造技术与机床(2017年11期)2017-12-18 06:46:55
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
科技资讯(2015年19期)2015-10-09 19:56:29
河南科技(2015年4期)2015-08-28 01:40:00
卷宗(2015年12期)2015-01-07 14:49:27
