
某型船船体找线方法与工艺要求初探
2015-02-18 06:07刘永翔焦德义
造船技术 2015年6期
刘永翔, 焦德义
(海军蚌埠士官学校, 安徽 蚌埠 233012)
某型船船体找线方法与工艺要求初探
刘永翔, 焦德义
(海军蚌埠士官学校, 安徽 蚌埠 233012)
摘要本文详细介绍了船舶修理过程中甲板线、船体监督线、船体基准线的的测量方法,对有关工艺要求作了探讨,对船舶修理工作有一定的参考价值。
关键词船体修理变形测量
0引言
船舶在修理过程中,由于修理的船舶种类不同,船体结构不同,船体损坏部位不同,因而修理的范围、条件和方法也不同。为了防止总体变形和局部变形情况的发生,降低对船舶各种性能和外形美观的影响,必须对驻坞(排)时间较长的船舶进行甲板线、船体监督线、船体基准线的测量工作并作记录,以作为船体进坞(上排)及修理过程中船体调整、变形控制及轴线找正等工作的参考依据。下面详细介绍某型船船体找线方法与工艺要求,供参考。
1甲板线的测量
建立甲板线,是为了测量进坞(上排)前后的船体变形。
1.1甲板线的设置
在甲板上21#肋位距船中心线250 mm处以及110#肋位距船中心线2 900 mm处设置左右两舷甲板线艏艉定点,并于艏艉定点处设找线支架,在艏艉定点支架间拉一根φ0.5 mm~0.6 mm的钢丝,使之一端固定,另一端绕过拉线滑轮挂重30 kg予以拉紧,拉紧钢丝距甲板不易过高,应尽量接近甲板,以减少测量误差。拉紧钢丝应与甲板基本平行,具体设置形式如图1所示。
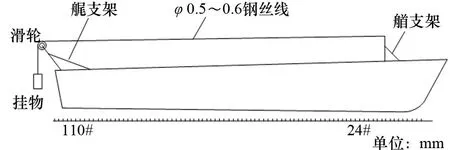
图1 甲板线的设置
1.2甲板线的测量
甲板线的测量应间隔2~3个肋位在肋位上确定测量点,测量点应用样冲在甲板上作一标记,并用油漆标圈,以便于测量时辨认,测量时应用钢板直尺垂直测量(即测量数据应为测量点至甲板线的垂直距离),测量读数误差为±0.5 mm,测量点设置及测量记录表格形式如表1所示。
表1某型船船体甲板线测量记录表
测量船舷号:测量者姓名:

艏定点测量点肋骨号艉定点年月日 时温度21#25#32#36#40#46#51#59#65#69#75#79#86#91#93#95#101#110#第1次第2次第3次第4次第5次第6次备注
1.3甲板线测量次数
甲板线测量次数一般为6次,即第一次进坞(上排)前水下甲板线测量;第二次进坞(上排)后甲板线测量;第三次吊机出舱后甲板线测量;第四次换板结束后甲板线测量;第五次机器设备回舱后甲板线测量(一般在出坞(下排)前几天进行);第六次出坞(下排)后水下甲板测量。
1.4有关要求
每次测量时,应认真检查钢丝线是否被其它物件绊住,必须使其自由悬空,每次测量应用同一挂重,不得调换。
2船体监督线的测量
建立船体监督线,是为了测量船体在修理过程中的变形。
2.1船体监督线
船体监督线是记号在船体左右两舷外板上从艏到艉由若干测量点组成的一条水平线(原始水平线),修理过程中通过测量船体监督线上各点相对水平线的高度变化,来确定船体的纵向变形情况。
2.2测量工具
玻璃管水平仪(水平桶,连通软管,透明玻璃管),钢板直尺。
2.3船体监督线的测量
首先于船进坞(上排)后建立船体监督线。在船体水线上约200 mm~300 mm处确定一个高度,用玻璃管水平仪将此调度记号在8#及110#肋位上的左右舷外板上,作为艏艉定点(条件允许的情况下应在固定标杆上作以定点标记),然后每隔4~5个肋位按同一水平调试在左右舷外板上设点进行样冲标记,并用油漆标圈,以便于测量时辨认,后续的监督线测量采用水平仪及直尺测量监督线上各测点与原始水平线间的高度差,以确定船体的纵向变形情况,每次测量前应首次测量水平仪的实际水平高度与第一次确定(原始水平线)定点水平高度差T1,然后分别测量各点与水平间的高度差T2,每次测量时各测点与原始水平线间的高度差T= T2- T1,数据T作一记录。测量时,水标高于测量点时记为正,低于测量点时记为负。测量读数误差应≤±0.5 mm,测量读数时目光应平视,且应与水平仪水平高度相同,以减少测量误差。测量点的设置及记录表格形式如表2所示。
表2某型船船体监督线测量记录表
测量船舷号:测量者姓名:

标杆定位点艏定点测量点肋骨号艉定点艉封板年月日 时温度8#12#21#36#43#53#71#77#82#91#102#110#左舷第二次与第一次之差第三次与第二次之差右舷第二次与第一次之差第三次与第二次之差说明水珠高于第一次测量点为正,低于第一次测量点为负,艉封板左右各测一点,在水线上约200mm~300mm处。备注
2.4船体监督线的测量次数及测量时间
船体监督线一般进行5次测量,即第一次船进坞(上排)定位后建立船体监督线(原始水平线);第二次机器设备出舱后船体监督线的测量;第三次换板工作全部结束后的测量;第四次机器设备回舱后测量;第五次船出坞(下排)前的测量(一般于出坞(下排)前1~2天进行)。
3船体基准线的测量
为了掌握船体在修理过程中的纵向变形情况,必须进行船体基准线的测量,以便于修理过程中船体变形的控制及作为以后轴线找正的参考依据。
3.1找线工具
玻璃管水平仪,钢板直尺。
3.2船体基准线的测量
船体基准线的测量由于受底部墩木及船台车的影响,无法采用拉钢丝线的方法测量,因此,可采用玻璃管水平仪及直尺进行测量。方法是在船体底以下距K板船体中线约200 mm处确定一个高度,并以玻璃管水平仪记号在艏艉标杆上,(可以船台车身作标杆),然后以同一水平高度用水平仪和直尺对各测点进行分别测量,量取各测点与水平仪水平的高度差作以记录;测量点设在8#(艏定点)、12#、21#、36#、43#、52#、60#、65#、68#、72#、76#、82#、91#、95#、102#(艉定点)及四部主机的后托架上,肋位上的测量点应在船体中线面上,一般取“U”型K板两折角的中点,测量点应用样冲标记,并用油漆标圈,以便于测量时辨认。测量时直尺应垂直,以减少测量误差。测量读数误差应≤±0.5 mm,记录表格形式如表2所示。
3.3船体基准线的测量次数及时间
船体基准线一般要求进行五次测量,即第一次船进坞(上排)定位后测量;第二次机器设备出舱后测量;第三次换板工作全部清车后测量;第四次机器设备回舱的测量;第五次船出坞(下排)前的测量(一般于船出坞(下排)前1~2天进行)。
4船体找线注意事项
(1) 为了避免日晒对船体变形的影响,找线测量工作一般应在晚上十点钟以后或早晨七点钟以前进行,且每次测量时的环境温度应相近。
(2) 用玻璃管水平仪找线不宜在雨天进行,因下雨将影响玻璃管水位的变化,从而影响找线测量的准确性。
(3) 测量后应比较各次测量记录,各测量点的差值应和顺,若有突变应检查分析原因。
(4) 测量时应认真作好记录,记录内容包括船名、测量值、测量日期、时间、气温及测量者等。
参考文献
[1]黄浩.船体工艺手册[M].北京:国防工业出版社,2013.
[2]朱昀炤,汪顺亭,缪玲娟,等.船体变形测量技术综述[J].船舶工程,2007(6):58-61.
[3]张尧禹,李岷,于萍,等.测量船船体变形测量系统的研究[J].仪器仪表学报, 2006(Z2):1505-1506.
[4]鲍海阁.舰船船体变形及其测量方法[J].船舶工程,2013,35(5):72-74.
[5]李建忠.船舶改换装工程中船体变形的监测与控制[J].中国修船,2013(1):30-33.
[6]陈菊平.船舶改造工程中船体变形的控制措施[J].科技致富向导,2014(20):201.

The Primary Investigation on Structure Line Measurement and Technological
Requirement for A Certain Type of Ship
LIU Yong-xiang, JIAO De-yi
(Chinese Navy Bangbu Academy, Bangbu Anhui 233012, China)
AbstractThis article detailedly introduces the measuring methods of deck line, hull supervision line and hull reference line in the process of ship repairing. The relevant technological requirements are discussed. The result can provide a reference for ship repairment.
KeywordsHullRepairDeformationMeasurement
中图分类号U672
文献标志码A
作者简介:刘永翔(1978-),男,讲师。
猜你喜欢
环境科学研究(2022年10期)2022-10-19
航空学报(2022年5期)2022-07-04
模具制造(2019年10期)2020-01-06
科学导报·科学工程与电力(2019年5期)2019-10-20
物理教师(2019年7期)2019-09-23
自动化与仪表(2019年2期)2019-03-06
制造技术与机床(2019年1期)2019-01-14
语文世界(小学版)(2015年2期)2015-04-07
中小学实验与装备(2009年2期)2009-07-13
