
30CrMnSiA大型结构焊接
2015-02-17 07:36王占亮富泉李锴刘建平
金属加工(热加工) 2015年2期
王占亮 富泉 李锴 刘建平
30CrMnSiA大型结构焊接
王占亮 富泉 李锴 刘建平

【摘要】本结构件所用材料为30CrMnSiA,根据结构件所用板材的规格选用30mm板材进行了两种焊丝的焊接工艺评定,并根据对照性试验,制定了合理的焊接工艺及参数,成功完成大型结构件的焊接工作,同时也为此类材料的焊接提供了解决方案。
1. 概述
我公司接到某军工产品(见图1、图2),外形尺寸为690mm×φ4500mm/φ3500mm(圆环);材料为30CrMnSiA;最大板厚为80mm;质量8.4t;要求所有焊缝进行连续焊接,焊后要求进行MT、PT探伤;并要求所有外露面均需加工,且一些面的加工精度要求达到Ra=0.4um。
此大型结构件为某军工产品最为关键的部件,在整台机床上为主要的受力和支撑部件。该构件在结构上相对比较简单,但由于其材料的特殊性给焊接方面带来了极大的困难。该构件使用的材料全部为30CrMnSiA低合金高强度钢,且是公司第一次接触,无制作经验。经过查阅大量的资料,总结经验,并多次与相关技术人员交流,进行了焊接工艺评定,选取了合适的焊前预热温度、保护性气体和焊丝,经一系列的试验之后确定了一套完整的焊接工艺。
2. 材料焊接性分析
30CrMnSiA是一种典型的Cr-Mn-Si系统的中碳调质钢。这种钢退火状态下的组织是铁素体和珠光体,调质状态下的组织为回火索氏体(统称回火马氏体),其化学成分及力学性能如表1所示。按照国际焊接学会推荐的碳当量公式计算,其CE=0.73%,具有较高的淬硬倾向,焊接接头极易出现硬脆的马氏体组织,增大了焊接接头的冷裂倾向。
鉴于以上情况,结合本结构特点采用焊前预热、焊后缓冷,并需要根据实际板材厚度进行焊接工艺评定。
3. 焊接工艺评定
(1)焊接方法的确定根据本结构特点,为了保证生产周期及产品的过程控制,采用焊接效率较高的气体保护焊进行焊接。
(2)焊丝确定查阅相关文件,对于合金结构钢,通常要求焊缝金属的主要合金成分与母材金属相同或相近的焊丝。根据实际选用H18CrMoA、ER50—6。
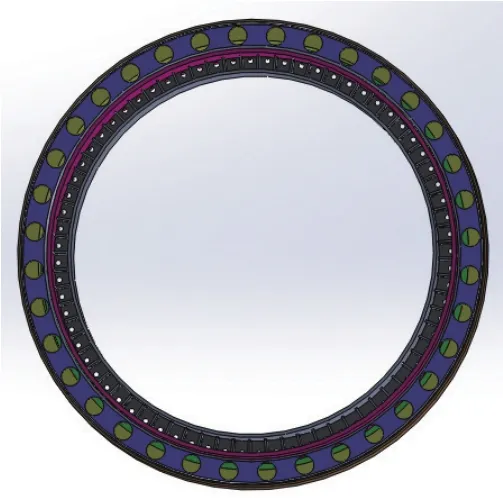
图1 结构三维
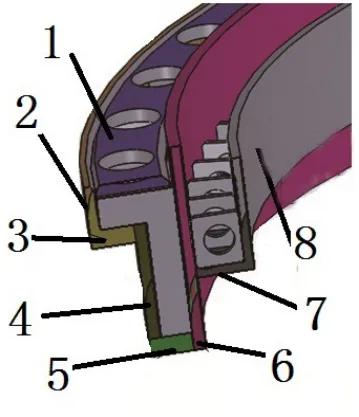
图2 截面

表1 30CrMnSiA钢化学成分及力学性能
(3)气体选择保护性气体选择20%CO2+80%Ar的混合气体,纯度为99.9%。
(4)试板厚度选择本结构的板厚为20~80mm,根据NB/T 47014—2011标准中“对接焊缝试件厚度与焊件厚度规定”选用了36mm厚钢板。
(5)预热温度及保温时间选择预热温度初步确定为250℃,在分件制作过程中选用的是预热带对焊接位置进行加热,加热到250℃以后保温1h,使焊缝附件的母材内外温度达到一致,这样在焊接过程中就使得熔池温度达到稳定一致,并且有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提高了焊接接头的抗裂性,确保了焊缝质量。
(6)焊后探伤焊接工艺评定试板规格为两组36m m× 150mm×350mm,焊接完成24h后对试板进行了UT和MT探伤,使用JB/4730—2005标准Ⅱ级。经专业探伤人员检查合格后进行热处理。
(7)焊后热处理为了消除焊接的残余应力,稳定焊缝组织,在焊接完成后需要进行热处理,在330~350℃保温3~4h,升温速率为50~70℃/h,然后闭炉冷却。
(8)试验结果根据NB/T 47014—2011标准制作了4组试板,对其进行拉伸和弯曲等试验,在每块试板上分别取两个试块分别做拉伸、弯曲、宏观金相试验,其中各项指标如表2、表3所示。
根据试验数据分析,利用气体保护焊,两种焊丝均能达到图样设计要求,但从实际生产及经济效益考虑,决定采用ER50—6作为生产使用焊丝,并确定了一套完整的焊接工艺,具体焊接参数如表4所示。
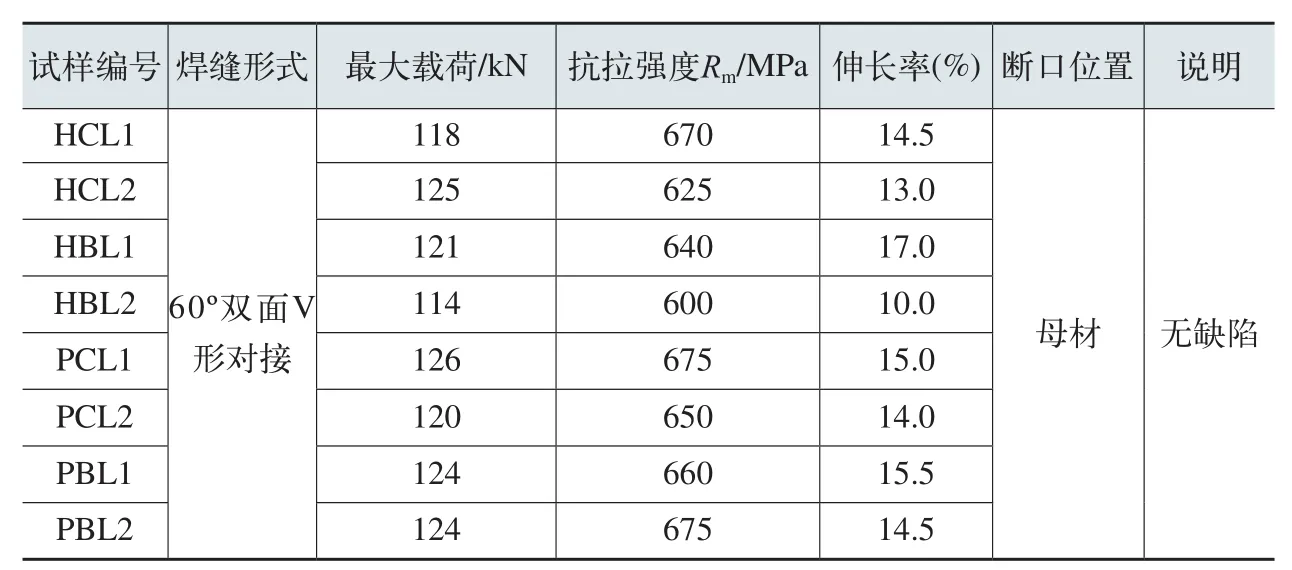
表2 拉伸试验

表3 弯曲试验与宏观试验
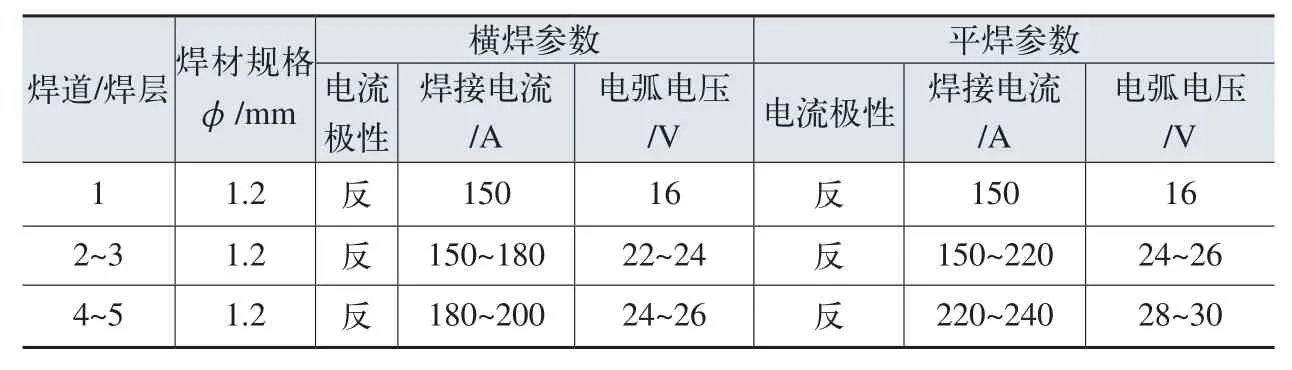
表4 横焊焊接参数
4. 实际焊接生产
(1)材料选择及排版对图样零件重新拆分,制作三维图形确定焊接坡口形式,多次对下料尺寸进行修正,经多次修改后,确定出几种可以相互替代的板材规格,由最初计划的65.4t降为46.9t,节省成本为30.5万元。在材料到公司之后,质检人员对板材按JB 4730—2005全部进行UT探伤。
(2)分件制作本结构为8个重要部分组成,其中4个圆环的制作由于焊缝位置较为脆弱,所以要求在滚圆拼焊完成之后不允许再次上滚床进行重新滚圆,并且φ4 500mm的圆环在拼焊完成之后误差≤3mm,使分号件满足工艺要求。
(3)整体焊接根据工艺要求整体预热是在公司的退火炉中进行加热的,加热到300℃保温一段时间,待工件冷却至250℃,从炉体中直接拉出,24h不间断进行焊接,一次性完成焊接任务。
具体焊接工艺如下:
第一,炉内工件温度升温至300℃,保温2h,随炉冷却,待工件缓冷至250℃左右时出炉。除需焊接部位外,其他外露部分均采用石棉覆盖,达到缓冷效果。
第二,施焊过程中,采取均布、多层多道的焊接方法,同时,同一道焊缝不要一次性完成,每道焊采用均匀布焊,完成焊接。
第三,焊接过程中存在两次翻面:第一次翻面的时间为对分件1两道平坡口焊,件2与件3、件4与件3、5横坡口焊时,待焊缝完成1/2时,进行翻面;装车,按预热要求进行另一面的焊接,做到均匀、均布,完成该面所有焊接,然后进行第二次翻面,按预热工艺要求完成第一面的焊接。
第四,然后进焖火炉,按焖火工艺进行焖火处理。
5. 结语
通过严格控制制作过程中的各个环节,对每一个可能出现问题的环节事先一一进行解决,利用已有的焊接经验和成熟技术,再加上技术人员、检验人员及焊接工人师傅们的共同努力,最终保质保量按时完成攻关的任务。该大型结构件的成功焊接,不仅在对30CrMnSiA这种特殊材料焊接的工艺方案制作积累了丰富的经验,同时也为今后此类大型结构件的制作提供了实例依据。
参考文献:
[1]彭昌永,范如源,郭鹏.调质态30CrMnSiA支架的等强度焊接及变形控制研究[J].工程材料应用,2013,40(3):53-55.
[2]边锋.热处理工艺参数对30CrMnSiA调质钢力学性能和组织的影响[J].特钢技术,2008,14(2):24-25.

作者简介:王占亮等,武汉武重金属结构工程技术有限公司。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
环境工程技术学报(2022年3期)2022-06-05
理化检验(物理分册)(2022年3期)2022-03-31
山东冶金(2019年3期)2019-07-10
压力容器(2019年1期)2019-03-05
经济技术协作信息(2018年8期)2019-01-14
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
饲料工业(2016年1期)2016-03-22
