一种刀口形直尺直线度测量装置研究
2015-02-17 08:47乔丽杨磊米雪
计测技术 2015年6期
乔丽,杨磊,米雪
(四川航天计量测试研究所,四川 成都610100)
一种刀口形直尺直线度测量装置研究
乔丽,杨磊,米雪
(四川航天计量测试研究所,四川 成都610100)
摘要:针对传统刀口形直尺检定存在的人为因素影响大、无法精确量化等问题,本文给出了刀口形直尺直线度的测量方案,通过使用所研制的刀口形直尺直线度自动测量装置,可提高刀口形直尺检定结果的可靠性和准确度。
关键词:刀口形直尺;直线度;测量装置;图像处理

0引言
刀口尺的测量面呈刀口状,常见的有刀口形直尺、三棱尺以及四棱尺。刀口形直尺广泛应用于生产现场产品的检验,以光隙法为理论基础,主要用于测量机加零件表面的直线度和平面度。机加零件的直线度和平面度对零件的密封性、运动平稳性、耐磨性以及噪音等都有很大影响,因此,工厂加工零件的同时必须对机加零件的直线度和平面度进行严格把控。为了保证机加零件直线度及平面度测量结果的可靠性,必须保证刀口形直尺工作棱边的质量。截至目前,常规的刀口形直尺检定均采用人眼观测的方法,存在人为因素影响大、测量结果无法精确量化等问题。
2009年,华中科技大学的杨坤涛利用刀口形直尺和高精度摄像机等对木工锯片上表面的平面度测量进行了研究,但其准确度只能达到10μm[1];马振卿利用高精度的测微表对小平面的平面度测量进行了研究,但这种方法只适用于平面,无法对刀口形直尺刃口处的直线度进行测量[2];1993年Joshua B.Fishkin等人利用刀口形直尺对光子的传播特性进行了研究[3]。Aghajan H.K.也将阵列式传感器应用到刀口形直尺上[4]。上述研究的核心并不是刀口形直尺刃口处的直线度测量。笔者曾查阅过国内外相关资料,到目前为止还没有发现相关刀口形直尺工作棱边直线度测量方法的进一步研究。基于此,本文在讨论传统刀口形直尺检定方法的基础上,给出了刀口形直尺直线度的检测方案。
1传统的刀口形直尺检定
1.1 光隙法
光隙法是利用人眼观察透光缝隙,根据可见光颜色来判断对应光隙的宽度。由于操作简单且测量准确度相对较高,光隙法广泛应用于长度计量领域[5-6]。
标准光隙由3等量块、2级平晶和0级刀口形直尺构成。先将两块厚度为1 mm的量块放置于2级平晶上,在1 mm的量块中间依次放置0.999,0.998,0.997 mm直至0.991 mm的量块;再将刀口形直尺放置于两块1 mm的量块上,使其刃口与两块1 mm量块的上表面良好接触。因为各量块与1 mm量块之间存在厚度差,故形成了标准光隙,标准光隙搭建原理见图1。当光源照射到标准光隙的一侧时,人眼在标准光隙的另一侧便可观察到不同宽度的标准光隙所对应的不同颜色的色光。

图1 标准光隙搭建原理图
根据经验,一般缝隙宽度达到0.5 μm即可透光。白光通过宽度为0.8 μm左右的缝隙后呈蓝色,通过宽度为1.25~1.75 μm的缝隙后呈红色,通过宽度超过2 μm或2.5 μm的缝隙后呈白色[7]。
1.2 检定原理
传统刀口形直尺的检定主要依靠人眼判断。将待检刀口形直尺刃口垂直放置于标准研磨面平尺上,直线度较差的刀口形直尺与研磨面平尺相交处将形成一定宽度的缝隙。刀口形直尺后方的白炽灯发出的光照射到刀口形直尺刃口处的缝隙时,将发生单缝衍射现象。
可见光包含红、橙、黄、绿、青、蓝、紫七种色光,波长范围为380~760 nm[7]。由单缝衍射原理可知,光的波长与缝隙宽度越接近,衍射现象越明显;反之,光的波长与缝隙宽度的差距越大,衍射现象越弱。当白炽灯发出的白光照射到刀口形直尺工作棱边与研磨面平尺之间的缝隙时,不同宽度的缝隙后方各单色光发生衍射的强度不同,导致呈现的衍射光颜色也不一样,同时,因为单缝衍射现象的存在,每一个缝隙后方的衍射光均由多种色光组成。根据JJG 63-2007《刀口形直尺检定规程》,刀口形直尺刃口处不透光或只有蓝光时,认为其直线度小于1 μm;当缝隙宽度大于1 μm时,采用与标准光隙颜色对比的方法即可确定刀口形直尺刃口处的直线度。
1.3 存在的不足
上述刀口形直尺直线度检定方法存在两点不足:①人眼无法仅凭视觉信息精确对比两种色光的颜色;②经过检定的刀口形直尺并不能得到准确的直线度检定数据。
2刀口形直尺直线度测量装置
刀口形直尺直线度测量装置由线型激光器及其装夹机构、刀口形直尺装夹定位机构、工业相机及其装夹机构、计算机以及直线度测量软件构成。
2.1 线激光
根据前述标准光隙的透光特性可知:红色激光不能透过宽度小于1.25 μm的缝隙,而蓝色激光能够通过所有宽度大于0.8 μm的缝隙。因此,本次刀口形直尺直线度测量装置的研究选用蓝色线激光。
2.2 刀口形直尺直线度测量方案
传统刀口形直尺直线度检定方法存在人眼很难准确识别经过衍射后的色光颜色、人为因素影响大和无法对缝隙宽度进行定量测量等不足。针对上述问题,本文提出的刀口形直尺直线度测量方案如图2所示。

图2 刀口形直尺直线度测量装置模型图
2.2.1硬件部分
系统硬件包括ST635L5线型激光器、MV-1400UC USB II高精度工业相机、计算机、待检刀口形直尺、标准研磨面平尺和装夹机构。硬件部分的结构如图3所示。硬件选择的关键在于保证刀口尺刃口图像的成像效果及直线度测量结果的稳定性。因此,在对激光器、高精度工业相机及刀口尺硬件装夹机构进行选择时,都要对上述因素进行综合考量。

图3 刀口形直尺直线度测量装置硬件结构图
1)激光具有方向性好、颜色单一的特点。相对传统刀口形直尺检定方案中的白炽灯,具有单一波段的线激光能够避免经过单缝衍射后形成的多种颜色色光对后续识别工作造成的影响。ST635L5线型激光器在0.5 m处线宽最窄可达0.5 mm;1.5 m处线宽最窄可达0.8 m,扇角为135°。当待检刀口尺与激光器之间的距离为0.5 m时,激光线长可达2.414 m,完全能够满足300 mm刀口尺刃口直线度检定的需要。
2)MV-1400UC USB II高精度工业相机采用计算机USB2.0接口,曝光时间、亮度、增益等参数均可以由计算机编程控制。该工业相机的最大分辨力可达4384×3288,最高帧率可达22 帧/s。高分辨力的工业相机能够保证后续图像处理过程中计算机成功提取到图像中的有效像素信息。
3)刀口尺定位槽的设计需要保证每次放入待检刀口尺后,刀口尺刃口与工业相机、激光器之间的相对距离不变。刀口尺定位槽两侧的6个导轨槽相对水平面倾斜10°,且呈对称分布;每一侧的导轨槽内放置有2个小型的导轨;当刀口尺放入定位槽后,4小型导轨因其自身自重会始终紧密贴合在刀口尺刃口处的两侧;4个圆柱面能够将待检的每一个刀口尺刃口调整到同一位置,也就能够保证待检刀口尺与工业相机、激光器之间的相对距离不变。
2.2.2软件部分
刀口形直尺放置于标准研磨面平尺上方时,如果刀口形直尺工作棱边直线度较差,研磨面平尺与刀口形直尺刃口之间会形成一细小缝隙。当线型激光器发射出的线激光完全覆盖到刀口形直尺与研磨面平尺的接触位置时,如果该处存在细小缝隙,高精度工业相机便能够在刀口形直尺的另一侧获取到透过激光的细小缝隙图像。
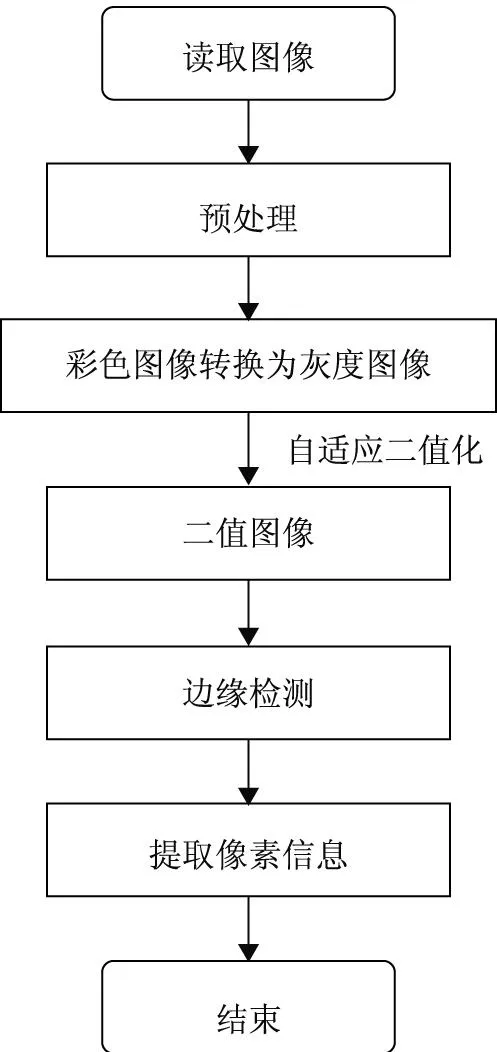
图4 图像处理操作流程图
高精度工业相机获取得到的缝隙图像需经过预处理、图像转换、二值化处理、边缘检测等操作。图像处理软件可从二值化图像中提取得到透光光隙对应的像素数。图像处理操作流程图如图4所示。
根据从图像中提取得到的像素信息,图像处理软件可通过对索引数据库进行曲线拟合的方法,在保证测量误差δ<(0.3+L/300)μm的前提下,获取实际的缝隙宽度。软件操作界面如图5所示。

图5 刀口形直尺直线度测量装置软件操作界面
2.2.3索引数据库
索引数据库是本次研究的关键,也是图像处理软件根据图像像素信息计算得到实际缝隙宽度的基础。首先在相同的情况下搭建宽度依次为1,2,3 μm直至10 μm的标准光隙,标准光隙经过线激光照射后会在高精度工业相机中成像;然后经过相同的图像处理程序,提取各图像中不同宽度缝隙对应的像素信息。整个数据库的输入量为从各图像中提取到的像素信息,输出量为其对应的实际缝隙宽度。把输入量当做一组x值,输出量当作一组y值,通过曲线拟合的方法,计算机便能够确定输入量x与输出量y之间的高次函数关系。
对待检刀口形直尺进行直线度合格判定时,只需要把从高精度工业相机获取的图像中提取到的像素信息作为输入量,代入由索引数据库拟合得到的高次函数,便能计算出对应的输出量,也即实际的缝隙宽度。当刀口形直尺直线度测量结果满足JJG63-2007《刀口形直尺检定规程》要求时,计算机则判定该刀口尺合格;反之,则判定其不合格。
3实验验证
本文采用两种方法对使用刀口形直尺直线度测量装置测得的直线度测量结果进行可靠性验证。
1)与传统刀口尺直线度检测方法相比较
测量装置研制完成后,在接近一个月的时间内,对每一把送至我单位进行直线度计量的刀口尺都同时采用了两种测量方法测量。两种测量手段测得的结果如表1所示。

表1 传统检定方法与测量装置测得结果对照表
根据表1中数据可知:项目研制的测量装置与传统检定方法测量的刀口形直尺直线度结果相接近,证明了整套装置测量结果的有效性;
2)与上级机构的刀口形直尺检定数据做比较
为进一步验证刀口尺直线度测量装置测量得到的数据准确性,采用了与上级机构的刀口尺检定数据做对比的方法来验证本装置测量结果数据的准确性。
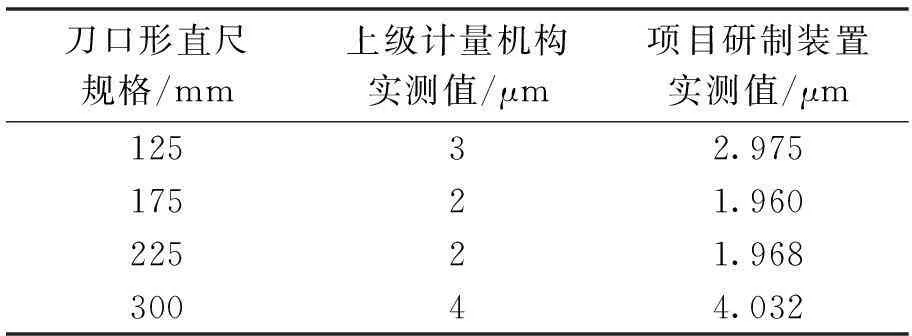
表2 上级计量机构测量结果与项目
表2中是我站现有的4种不同规格且具有一定直线度误差的刀口形直尺同时经上级计量机构和本项目研制装置测量的直线度测量结果。表2数据表明:同一把刀口形直尺经上级机构计量得出的直线度结果与经本项目研制装置测量得出的直线度结果偏差在0.1μm以内。
综上所述,相对传统刀口形直尺检定方法,本项目研制的装置能够给出准确的刀口形直尺直线度数据,在测量结果的精度上也有较大提高。
4结束语
传统刀口形直尺检定工作中存在着人眼无法准确对比两种色光的颜色、检定人员不能获得准确的刀口形直尺刃口处直线度数据等不足,本文介绍的刀口形直尺直线度测量装置能够解决上述问题,并有效提高计量单位刀口形直尺检定结果的准确度,为其客户提供更可靠的检定结果。
参考文献
[1] 黄田野,杨坤涛.基于图像技术的木工锯片平面度检测技术研究[D].武汉:华中科技大学,2009.
[2]马振卿.小平面不平度的测量[J].计量技术,1981(6):46.
[3]Joshua B Fishkin.Propagation of photon-density waves in strongly scattering media containing an absorbing semi-infinite plane bounded by a straight edge[J].Journal of the Optical Society of America A,1993,10:127-127.
[4] Aghajan H K,Kailath T.Sensor array processing techniques for super resolution multi-line-fitting and straight edge detection[J].IEEE Transactions on Image Processing,1993,2(4):454-465.
[5]董国乾,白凤民.标准光隙的建立及光隙法的应用[J].品牌与标准化,2010(8):13.
[6]方馗,钟嵘.光隙法的具体检测方法及影响因素分析[J].计量与测试技术,2011(1):65.
[7]王备战,朱景成.“蓝天”,“白云”的理论分析[J].济源职业技术学院学报,2005,4(4):11-14.
Study on a Device for Measuring the Straightness of Straight Edge
QIAO Li,YANG Lei,MI Xue
(Sichuan Aerospace Measurement and Test Research Institute,Chengdu 610100,China)
Abstract:In order to solve the problems of the influence of human factors and inaccurate quantification present in the traditional straight edge verification,this paper puts forward a method for measuring the straight edge straightness,which can improve reliability and precision of the verification results for the straight edge by the developed automatic measuring device.
Key words:straight edge;straightness;measurement device;image processing
作者简介:乔丽(1989-),女,工程师,硕士,主要研究方向为机器视觉与图像处理。
收稿日期:2015-07-07;修回日期:2015-09-23
中图分类号:TB92
文献标识码:A
文章编号:1674-5795(2015)06-0033-04
猜你喜欢
计量学报(2022年7期)2022-08-23
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年18期)2018-11-14
电子测试(2018年6期)2018-05-09
制造技术与机床(2017年6期)2018-01-19
计算机测量与控制(2017年12期)2018-01-05
电子测试(2017年11期)2017-12-15
电气化铁道(2016年4期)2016-04-16
重型机械(2016年1期)2016-03-01
时代农机(2015年3期)2015-11-14