唐山LNG项目16万m3LNG储罐施工控制要点
2015-02-13 03:41:42王杰夫王明胜刘建
石油工程建设 2015年3期
王杰夫,王明胜,刘建
中石油京唐液化天然气有限公司,北京101100
唐山LNG项目16万m3LNG储罐施工控制要点
王杰夫,王明胜,刘建
中石油京唐液化天然气有限公司,北京101100
结合唐山LNG项目16万m3LNG储罐的建造,介绍了储罐内罐建造工艺流程和06Ni9钢焊接施工基本要求,详细阐述了内罐底板、壁板、大角焊缝、TCP的焊接施工,以及储罐压力试验等重点工序的施工要点。由于实施严格的过程控制,保质保量地完成了LNG储罐内罐的施工,第1~4带罐板焊接质量一次合格率为98.96%,其他各项指标均在受控范围之内。
LNG储罐;06Ni9钢内罐;壁板;底板;TCP安装;水压试验
1 LNG储罐内罐构成
唐山LNG项目16万m3LNG储罐的内罐直接与LNG接触,长期服役于-162℃的低温环境。内罐由底板、罐壁板、加强圈、顶梁以及罐内不锈钢接管及附件组成。壁板分12带,共267张钢板,其最大、最小厚度分别为27.5、12mm,设3组加强圈、1组顶梁,还有二次底板、护角壁板、盖板等。内罐板材为06Ni9钢。
2 06Ni9钢板材的化学成分
06Ni9钢板材的化学成分见表1,06Ni9钢的导热系数和热膨胀系数低,保温性能好,具有良好的低温韧性。在-196℃的低温条件下其屈服强度、焊接性能等保持不变;但是镍含量比一般合金钢高200%以上,冶炼难度极高,且合金中的P、S、H、Si等成分若有一项控制不好就会影响产品整体质量,热处理比一般合金钢制造更复杂,要求更严格。

表1 06Ni9板材的化学成分/%
3 施工控制要点
3.1 内罐建造工艺流程(见图1)

图1 内罐建造工艺流程
3.2 二次底板、底板施工(见图2)

图2 异型板与边缘板焊接
(1)各块边缘板采用对接焊缝,并做100%射线检测(RT);中辐板与异形板,异型板与边缘板之间采用搭接焊缝,特别注意异型板弯折处不允许锤击,以免对母材造成损伤,需要用专门的卡具将异型板与边缘板紧密贴合。
(2)二次底板的边缘板组对点焊、固定好后吊至专门支架上,对焊缝背部清根,做PT和RT射线检测。支架垫木块用布条绑扎,避免与磁性物质直接接触。
(3)二次底板、底板(除边缘板外)均存在三层板搭接的部位(见图3)。安装过程要保证搭接宽度(≥40 mm)、切角长度和宽度;同时要解决被上层板底板覆盖部分的角焊接头未完全焊透,以及安装过程中锤击致母材受伤等细节问题。
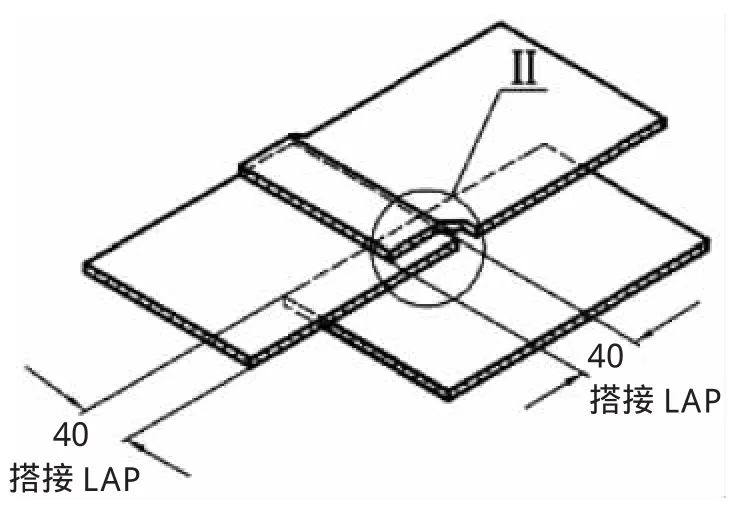
图3 三层板搭接形式
(4)真空试漏。为保证搭接焊缝的焊接质量,需要严格执行真空试漏程序,做到自检、专检、联检相结合,将问题消灭在萌芽状态。真空试漏时,一要控制检查区域的环境温度在5℃以上,并有适宜的光线,肥皂水在使用前要试验其效果;二要保证自制的真空检测箱满足检测需要,真空试验压力最小为55 kPa(G);三要查出漏点后,以其为中心,对焊缝两侧打磨,打磨长度不小于5 cm,按照WPS进行返修,冷却到常温后再真空试漏,确认合格为止。
3.3 内罐壁板施工
3.3.1 内罐壁板的安装
竖向焊缝采用手工焊环缝埋弧自动焊,且为多层多道焊(见图4~5)。先焊接外侧,内侧坡口经清根(碳弧气刨+砂轮打磨)和PT检测合格后再施焊。焊缝、临时工作卡具、支耳去除后的无损检测与焊接同步进行,问题消除后再提升作业平台。
内罐第一带壁板安装后,需由质量监督部门对罐体垂直度、椭圆度等进行检查,另外其大小门洞处的壁板也需安装。在第三带壁板焊接完成,且内罐壁板预留门洞口支撑加固完成后,方可拆除第一、二带壁板;小门洞壁板须在第二带壁板安装完成,且内罐壁板预留门洞口支撑加固完成后拆除。

图4 罐壁纵焊缝对接
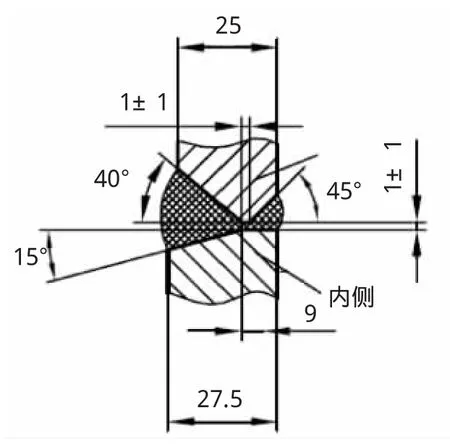
图5 罐壁环焊缝对接
3.3.2 大角焊缝焊接、检测
3.3.2.1 工艺流程(见图6)
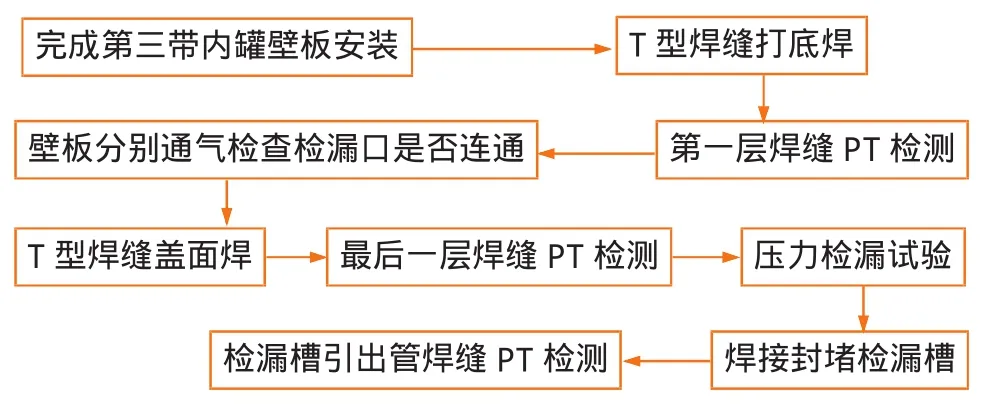
图6 内罐壁板与内罐边缘板的角焊缝工艺流程
3.3.2.2 控制要点
内罐壁板与罐底边缘板焊接详图见图7。
(1)第三带壁板安装后进行角焊缝施焊,其无损检测(PT)及气密试验在底圈壁板、大小门洞壁板均安装完毕后进行。
(2)焊工均布于壁板圆周,且沿着同一方向施焊,第一层焊道采用分段跳焊和退步焊法。焊接后实际测量T型焊脚高度,必要时补焊修整。
(3)第一带钢板底部具有加工好的检漏槽,便于通入压缩空气进行试漏,试漏按照BS EN 14620.2-2006 9.9.2条要求进行。
(4)T型焊缝的第一层焊缝PT检测合格后,向检漏槽通入不低于0.05 MPa的压缩空气,气压稳定时,喷刷肥皂水检测漏点。
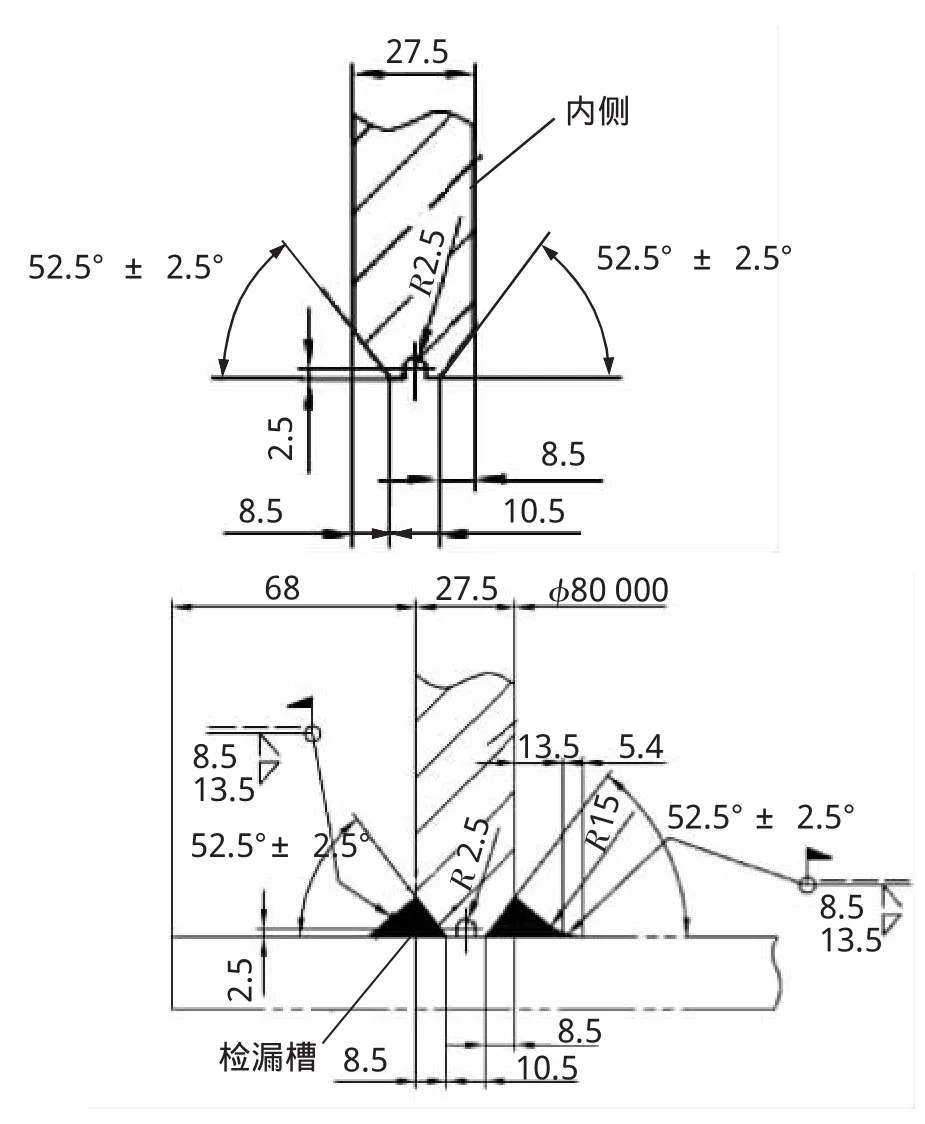
图7 内罐壁板与罐底边缘板焊接详图
3.4 热角保护(TCP)施工
TCP壁板结构见图8。
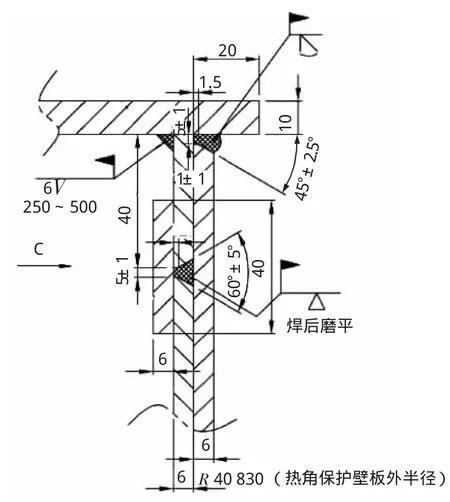
图8 TCP壁板结构
LNG储罐护角包括带边缘板的二次底板、护角壁板与预埋于预应力外罐壁板上的预埋板相焊接的盖板,护角的钢板材质为06Ni9。
TCP施工流程见图9。
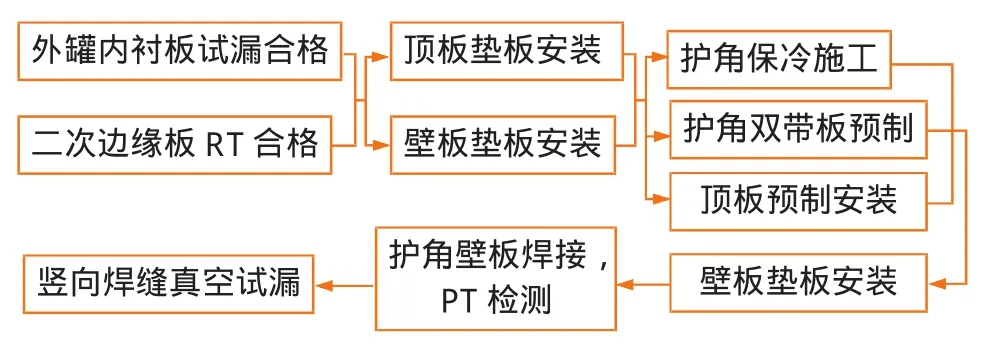
图9 热角保护施工流程
3.4.1 护角壁板双带板预制
护角壁板双带板的预制要求:TCP板厚6 mm,在临时支架上预制护角壁板双带板;带垫板的单面焊接,对其焊缝进行渗透检测(PT);垫板对接焊缝表面须磨平,壁板竖向对接焊缝焊后做PT检测,合格后进行真空试验。
3.4.2 热角保护盖板施工
热角保护盖板结构见图10。
(1)先对6#垫板与墙体预埋件施间断焊,再组装盖板。单件盖板两两组对焊接,做100%RT检测。
(2)盖板在地面两两组对并焊接检测完毕后,再吊到TCP顶部进行整体组对。对于此对接焊缝,由于6#垫板的存在及焊缝预埋件之间距离较短,无法进行RT检测。因此经设计方同意,对于此对接焊缝只靠近TCP立板50mm内焊缝进行PT检测;50mm以外焊缝仍然进行RT检测。

图10 TCP盖板结构
3.5 储罐压力试验
为减少海水对内罐的腐蚀需采取牺牲阳极保护措施,并尽量缩短海水停留罐内时间。试验工作重点是焊缝的严密性检查和注、排水不同阶段的沉降观测。试验作业流程见图11,试验参数见表2。
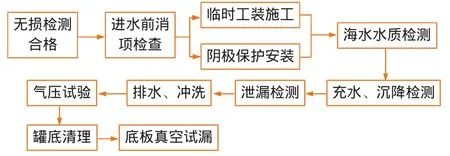
图11 储罐压力试验作业流程

表2 内罐、外罐压力试验参数
4 结束语
由于施工单位严格实施质量作业相关程序和落实五级质量监管制度,唐山16万m3LNG储罐06Ni9钢内罐的施工保质保量地完成,第1~4带罐板焊接质量一次合格率为98.96%,其他各指标均在受控范围内。
[1]王雄伟,张恒群,王利.大型LNG储罐施工质量控制[J].中国石油和化工标准与质量,2012(9):207.
[2]周鹏举,赵小莹.大型LNG储罐内罐的安装与质量控制储罐内罐底板的施工顺序及解决底板质量问题的控制措施[J].流程工业,2013(6):44-45.
Key Control Points of 160 000 m3LNG Storage Tank Construction in TangshanLNG Project
Wang J iefu,Wang Mingsheng,LiuJ ian
PetroChina J ingtang LNG Co.,Ltd.,Beijing 101100,China
Combined withthe construction of 160 000 m3LNG storage tank,the innertank construction process flow and the basic requirement of 06Ni9 steel welding are presented,and the key points of important construction procedures such as the welding of inner tank bottom plates,wall plates,P-type seams and TCP as well as the tank pressure tests are illustrated.Because of elaborate and strict process control,the inner tank of the LNG storage tank is built with quality and quantity guaranteed,its primary qualified rate is 98.96%,the other indexes are allwithinthe controlranges.
LNG storage tank;06Ni9 steelinnertank;wallplate;bottom plate;TCP installation;hydrostatic test
10.3969/j.issn.1001-2206.2015.03.021
王杰夫(1960-),男,辽宁锦州人,高级工程师,辽宁石油化工大学炼油化工机械专业毕业,现从事LNG项目施工及质量管理工作。
2014-08-22
猜你喜欢
江苏安全生产(2024年3期)2024-04-10 09:01:48
中小企业管理与科技(2022年6期)2022-06-14 06:03:08
煤气与热力(2022年4期)2022-05-23 12:44:58
建材发展导向(2022年1期)2022-03-08 01:53:04
纺织器材(2021年5期)2021-11-11 06:05:18
建材发展导向(2021年14期)2021-08-23 00:56:22
民用飞机设计与研究(2020年1期)2020-05-21 07:24:48
制造技术与机床(2018年10期)2018-10-13 06:36:34
智富时代(2018年5期)2018-07-18 17:52:04
纺织器材(2017年2期)2017-04-20 02:58:33