自动送料装置
2015-02-11 17:17朱小琴
科技资讯 2014年29期
朱小琴
摘 要:随着电子技术的不断发展,高(中)频加热工艺逐渐替代传统的煤、油、气加热,工件热透的问题得到了妥善解决。但是与其配套的送料装置,如果还是由工人手工送料加热,工作效率仍是很低,且工作危险性大。故设计开发此自动送料装置,以改善工作条件,提高生产效率。该装置设计和制作得到了学校和厂里专家的大力支持,真正解决了加热不一致的问题,扩大了装置送料范围;制作成本不高,装置外形小巧,由一台小型空压机就实现了工件加热加工的自动化批量生产,工人的劳动强度大在降低,实际生产效率较以前提高了近两倍,且安装和维护十分方便,可以进行批量生产。
关键词:装置 送料构 气动 电气
中图分类号:THl37;TG751 文献标识码:A 文章编号:1672-3791(2014)10(b)-0081-02
红冲工艺是从近代精锻和热挤压基础上发展起来的一种先进的专业工艺,是通过改变加工方法来提高零部件的力学性能的有效方法之一,所以与其锻造工艺一样,有着强大的生命力和良好的发展前景。红冲时将金属材料加热到一定温度,放入预热的模具内,经压力机床一次性往复运动使金属材料发生塑性变形,获得所需尺寸形状和良好力学性能的压制件。
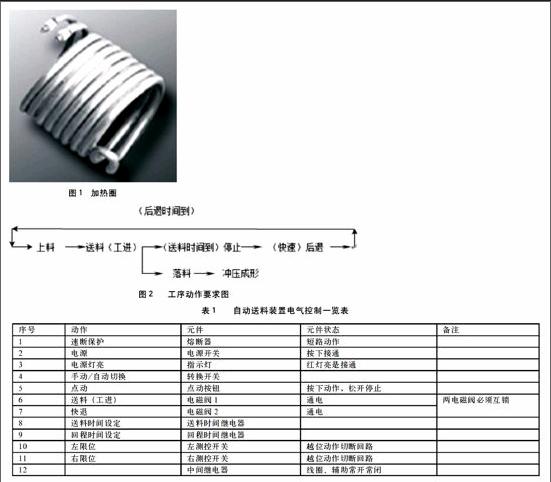
随着电子技术的不断发展,高(中)频加热工艺逐渐替代传统的煤、油、气加热,工件的热透问题是解决了,但由于加热圈自身结构的限制(如图1),其工作时温度非常高,如果工人手动将冷棒料放入和取出加热圈危险性非常高,且费时费力,为了适应生产需要、降低工件劳动强度、提高生效率,本装置设计如下。
1 任务分析
(1)加工范围:棒料直径:0~Φ80 mm、棒料长度:0~120 mm。
(2)动作要求:如图2
(3)设计思路
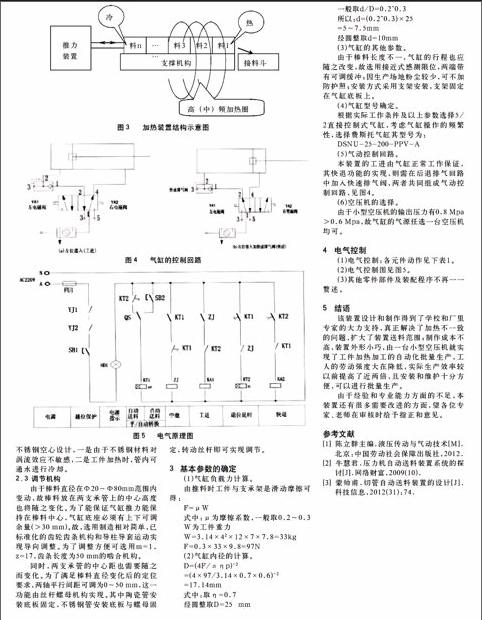
综合以上1和2可得:工件是冷进热出,且为棒料,每段尺寸一致;为提高生产效率,推力装置有工进、快退的功能。因此设计结构大致如下(图3):
2 设计方案确定
2.1 推力装置(送料机构)
根据推力装置需作频繁的直线往复运动(工进和快退)、推料时负载不大、工件与支承机构为滑动摩擦、后退空载、推料行程需要可调等因素,确定该推力装置为双作用活塞式气缸。原因是气动控制方式与机械方式、电气方式、电子方式、液压方式相比有如下几大优点:
(1)工作介质是空气,空气到处都有,用量不受限制,排气处理简单,不污染环境;
(2)压缩空气为快速流动的工作介质,故可获得较高的工作速度;
(3)纯气动控制具有防火、防爆、耐潮的能力;
(4)气动装置结构简单、轻便、安装维护简单;
另,由于空气的可压缩性,故其定位精度不高,输出力矩较小,但这不影响本装置的定位和传动。
综上所述,选用气缸作为推力装置是较经济、环保、可行的。
2.2 支撑机构
(1)定位结构:由于是棒料,根据其定位原理,用V型定位较为理想,但由于V型导轨加工较为复杂,且本装置只需将棒料固定不滚动即可,因此简化V型为两根平行的轴线,即棒料卡在两平行轴中滑动。为了满足棒料长度变化要求,机构最大长度为850 mm>(120×7=840 mm)。
(2)支撑机构的选材与冷却:由于高(中)频加热原理是主要利用涡流效应产生热量,另外与磁滞效应、趋肤效应、边缘效应等共同作用,使金属物体的温度急速升高,实现快速加热的目的。
由于工件在两平行管上被推入加热圈内,工件在加热的同时,两平行轴也将被加热升温,这将大大降低其使用寿命。因此,定位一侧用两根高耐热的陶瓷管,加热圈就固定在这两根陶瓷管上。另一根轴采用不锈钢空心设计,一是由于不锈钢材料对涡流效应不敏感,二是工件加热时,管内可通水进行冷却。
2.3 调节机构
由于棒料直径在Φ20~Φ80mm范围内变动,故棒料放在两支承管上的中心高度也将随之变化。为了能保证气缸推力能保持在棒料中心,气缸底座必须有上下可调余量(>30 mm)。故,选用制造相对简单,已标准化的齿轮齿条机构和导柱导套运动实现导向调整。为了调整方便可选用m=1,z=17,齿条长度为50 mm的啮合机构。
同时,两支承管的中心距也需要随之而变化。为了满足棒料直径变化后的定位要求,两轴平行间距可调为0~50 mm,这一功能由丝杆螺母机构实现。其中陶瓷管安装底板固定,不锈钢管安装底板与螺母固定,转动丝杆即可实现调节。
3 基本参数的确定
(1)气缸负载力计算。
由推料时工件与支承架是滑动摩擦可得:
F=μW
式中:μ为摩擦系数,一般取0.2~0.3
W为工件重力
W=3.14×42×12×7×7.8=33kg
F=0.3×33×9.8=97N
(2)气缸内径的计算。
D=(4F/πηp)-2
=(4×97/3.14×0.7×0.6)-2
=17.14mm
式中:取η=0.7
经圆整取D=25 mm
一般取d/D=0.2~0.3
所以:d=(0.2~0.3)×25
=5~7.5mm
经圆整取d=10mm
(3)气缸的其他参数。
由于棒料长度不一,气缸的行程也应随之改变,故选用接近式感测限位,两端带有可调缓冲;因生产场地粉尘较少,可不加防护照;安装方式采用支架安装,支架固定在气缸底板上。
(4)气缸型号确定。
根据实际工作条件及以上参数选择5/2直接控制式气缸,考虑气缸操作的频繁性,选择费斯托气缸其型号为:
DSNU-25-200-PPV-A
(5)气动控制回路。
本装置的工进由气缸正常工作保证,其快退功能的实现,则需在后退排气回路中加入快速排气阀,两者共同组成气动控制回路,见图4。
(6)空压机的选择。
由于小型空压机的输出压力有0.8 Mpa>0.6 Mpa,故气缸的气源任选一台空压机均可。
4 电气控制
(1)电气控制:各元件动作见下表1。
(2)电气控制图见图5。
(3)其他零件部件及装配程序不再一一赘述。
5 结语
该装置设计和制作得到了学校和厂里专家的大力支持,真正解决了加热不一致的问题,扩大了装置送料范围;制作成本不高,装置外形小巧,由一台小型空压机就实现了工件加热加工的自动化批量生产,工人的劳动强度大在降低,实际生产效率较以前提高了近两倍,且安装和维护十分方便,可以进行批量生产。
由于经验和专业能力方面的不足,本装置还有很多需要改进的方面,望各位专家、老师在审核时给予指正和意见。
参考文献
[1] 陈立群主编.液压传动与气动技术[M].北京:中国劳动社会保障出版社,2012.
[2] 牛慧君.压力机自动送料装置系统的探讨[J].网络财富,2009(10).
[3] 蒙帅甫.切管自动送料装置的设计[J].科技信息,2012(31):74.endprint
猜你喜欢
经营者(2024年1期)2024-03-30
天然气与石油(2022年4期)2022-09-21
建材发展导向(2021年12期)2021-07-22
北京航空航天大学学报(2021年6期)2021-07-20
建材发展导向(2021年10期)2021-07-16
石油石化绿色低碳(2019年6期)2019-01-14
测控技术(2018年9期)2018-11-25
Coco薇(2017年10期)2017-10-12
电测与仪表(2016年17期)2016-04-11
新疆钢铁(2016年3期)2016-02-28