
汽轮机通流间隙优化调整措施
2015-02-03 09:36蓬学文
建材发展导向 2015年1期
蓬学文
摘 要:通过增加汽轮机通流间隙调整的准确性,是实现机组安装内在品质的重要环节,也能够对汽轮机内效率的提高起到作用。
关键词:通流间隙;隔板汽封;胶布;铅丝;测量
1 通流间隙调整前的检查工作
在完成转子位置检查和预找中心工作之后,就可以开始通流间隙测量。以下三类间隙应做重点检查测量:即隔板与转子轴向通流间隙、各级汽封径向通流间隙、汽封齿与转子凸台的轴向通流间隙。
2 通流间隙调整情况的调查
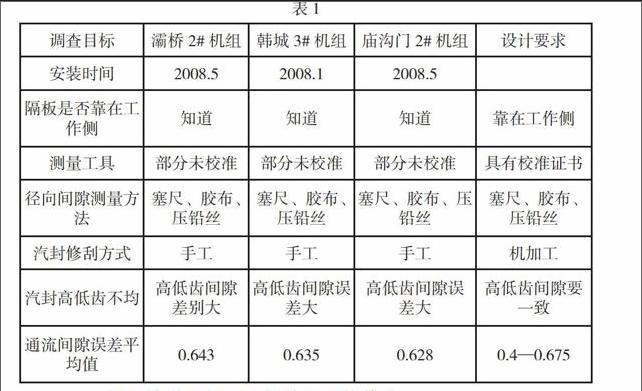
2.1 调查以往工程(如表1)
2.2 调查结果机组通流间隙的平均值为0.635mm
2.3 原因分析
2.3.1 人——钳工技能培训不够。
2.3.2 机——厂家机械加工高低齿间隙不均匀。
2.3.3 料——胶布不同批次厚度不一致。
2.3.4 法——汽封块背部镶木楔过紧封块变形,背弧修刮不规整。
2.3.5 环——测量环境、位置和计量工具。
3 汽封调整工作的参考资料和标准规范
CZK300/250-16.7/0.4/538/538型汽轮机说明书
D300R-000105ASM
东方汽轮机厂产品质量证明书(1)
D330F-B00001AZM
《电力建设施工质量验收及评价规程》 DL/T5210.3.5.6
4 总结提出解决方法
针对措施施工工艺理解不够透彻,我对交底后的施工人员进行现场调查并对交底内容进行了考核。
4.1 没有掌握汽封背弧及汽封齿修刮工艺,加强钳工技能培训。
4.2 高低齿间隙不均,转子涂红丹,把对应的汽封块与之相研磨,直至高低齿的圆弧与转子圆弧相一致。个别部位间隙测量工具简单,测量工具全部具有校准证书,提高测量准确性。手工修刮,个别汽封块装入后接触不均匀,背弧修刮采用机加工,修刮后汽封装入无撬动,接触均匀。
4.3 汽封块变形、汽封块在内部镶木楔时,保持汽封四角均匀受力。
4.4 胶布不同批次厚度不一致、现场监督检查、指定专人进行贴胶布,要求胶布层次不宜超过5层。
5 间隙调整的工作流程
开始——清理汽封齿——测量汽封高低齿间隙——确定修刮数据——汽封块与转子研磨——修刮、测量——自检验收——提请质量部门验收——结束。
6 汽封间隙调整的方法
6.1 将各汽封块按其安装位置装入,测量检查每一个汽封环的弧段总间隙,确认汽封环的弧段总间隙在设计值要求的0~0.5mm范围内。
6.2 汽缸的端部汽封、隔板汽封以及转子叶顶汽封等径向间隙,在转子装入的状态下进行。对水平面的左、右位置应使用塞尺测检,底部塞尺不能测检的位置,采用压铅丝的方法进行测量。
6.3 汽缸的端部汽封、隔板汽封以及转子叶顶汽封等现场不可调整的(如叶顶阻汽、叶根阻汽等)径向间隙,不符合汽轮机主机证明书中的规定时,与设备厂协商采用合适的方法进行调整。
6.4 对于径向汽封间隙测量及调整按照以下标准:
6.4.1 汽封底部间隙取设计值最小值,与最小值的差保证在±0.05mm。
6.4.2 左右取比设计最小值大0.05mm。
6.4.3 顶部与左右取值相同。
6.4.4 轴封间隙调整以下限为宜,等于或大于下限值0.05mm。
6.5 隔板轴向通流间隙的测量。
6.5.1 在推力轴承的轴向定位键装配好后才能测量轴向间隙。
6.5.2 使低压转子和高中压转子处于确定的定位位置。
6.5.3 确定转子的0°方向(高中压转子以危机遮断器撞击子处于水平位置为0°),按通流间隙图分别在低压转子和高中压转子处于0°和盘转90°位置状态下,用斜度塞尺测量检查转子与缸内设备的各部位轴向间隙值,测量值均应符合汽轮机主机证明书的规定。
6.5.4 各级轴向间隙必须逐级测量,全部间隙须进行两次以上的测量,以确保数据的准确、可靠。
6.6 汽封齿轴向间隙的测量:
6.6.1 测量汽封每一个长齿和相邻处转子凸台端面的间隙,并符合《主机证明书》的要求。
6.6.2 高低齿研磨时转子涂红丹,把对应的汽封块与之相研磨,直至高低齿的圆弧与转子圆弧相一致。研磨期间定期测量,预防汽封块倾斜。
6.7 汽封径向间隙测量过程中的工艺措施——采用压铅丝法:
6.7.1 加强施工人员的质量培训,提高施工在人员技术水平,增强节能减排,提高热效率意识,提高测量的准确性。
6.7.2 在施工过程中,为了保证测量铅丝的准确性,采用专用工具(百分表)测量铅丝压痕的厚度。
6.7.3 在压铅丝过程中,在汽封块背部用采用硬质木楔子楔紧汽封块,保证汽封四角受力均匀,防止由于汽封块晃动引起的测量误差。
6.7.4 在转子起吊过程中,动作平稳缓慢,保证压铅丝的准确性。
6.7.5 压铅丝使用铅丝直径应是被测间隙的1.5倍。
6.7.6 所有测量工具必须经过校验并在有效期内。如有损坏现象,立即封存不得使用。
6.7.7 使用合格工具,测量同一尺寸采用同一工具,多人测量。
6.7.8 隔板靠在工作侧,测量通流间隙。
6.7.9 使用塞尺测量间隙时应在塞尺上做好标记,采用多人多次测量。
6.7.10 对于汽封齿必须检查无毛刺,必要时用金相砂纸修整。以减小由于汽封齿光洁度不良引起的测量误差。
7 汽封调整的成果
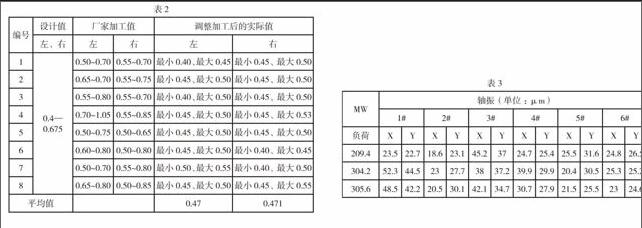
7.1 11月5日至20日灞桥热电厂一号机组全部安装结束进入最后调试,通过实地测量经调整加工后的通流间隙实际值,并与设计值和厂家加工值比较如表2:单位:mm
7.2 经过历时近一个月的机组试运与168小时满负荷运行,汽轮机运行指标达到了优良,机组没有出现任何摩擦转子的异常现象,机组安全稳定运行。数据如表3。
猜你喜欢
消费导刊(2020年1期)2020-07-12
中学生数理化·八年级物理人教版(2019年9期)2019-11-25
城市建设理论研究(电子版)(2019年8期)2019-09-09
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
中学生数理化·八年级物理人教版(2018年3期)2018-05-31
数学小灵通(1-2年级)(2017年10期)2017-11-08
军事文摘·科学少年(2017年2期)2017-04-26
少儿科学周刊·儿童版(2016年1期)2016-03-14
水利技术监督(2015年4期)2015-12-15
河南科技(2014年24期)2014-02-27
建材发展导向2015年1期