基于PLC的竖直式垃圾压缩站的智能控制与实现
2015-01-29 07:19黄发领张晓江周小龙
电子设计工程 2015年23期
黄发领,张晓江,李 青 ,周小龙
(1.合肥工业大学 电气与自动化工程学院,安徽 合肥 230009;2.合力股份有限公司 安徽 合肥 231622)
竖直式垃圾压缩站主要用于处理城市生活垃圾,它能够一次性压缩、破碎垃圾。该垃圾压缩机通过侧翻斗将收集来的松散垃圾倒入压缩机箱体内,然后通过压缩机构对箱体内的垃圾进行压缩,垃圾压缩完成后将垃圾块推入转运车内运走。通过处理,大大减小了垃圾块的体积,提高了转运车的装载量,同时也提高了城市生活垃圾堆放、集运的经济效益[1]。
以前的垃圾压缩站的控制系统采用的是传统的接触器-继电器控制模式,这种系统的缺点是接线复杂,控制触点容易损坏且维修困难。而可编程逻辑控制器(PLC)是一种综合了计算机技术、自动化控制技术、数字技术和通信网络技术发展起来的通用工业控制装置,它面向控制过程、面向用户,适应工业环境。作为新一代的工业控制装置,由于其具有通用性强、灵活性好、接线简单、安装方便、功能扩展能力强、易于使用和修改等特点而获得广泛运用。
1 系统原理设计
竖直式垃圾压缩站是由垃圾压缩箱、压缩机构、侧翻斗、电气系统和液压系统组成,通常需要专业转运车配套使用,以提高垃圾转运效率[2]。
当垃圾收集车到来时,在现场工作人员的指引下将垃圾倒入侧翻斗中,待侧翻斗装满后,将垃圾倒入压缩仓内,启动压缩机构,使压缩头下降压缩垃圾,当第一块垃圾压缩完成后,将垃圾块推入储存仓内。再用同样的方法压缩第二块垃圾,待两块垃圾都压缩完成后,将两个垃圾块推入转运车箱体内,由专业转运车拉到垃圾填埋场,完成整个工作流程,如图1所示。
2 PLC控制系统设计
2.1 硬件设计
根据竖直式垃圾压缩站的工艺要求,压缩站需要完成翻斗上下、前门升降、中门升降、推板伸缩、压缩等一系列复杂的动作,综合考虑电机的启动、控制方式的选择、运行状态指示等[3]。通过对输入输出点的估算得知,本系统输入/输出点数共有48点,其中输入点数为31点,输出点数为17点,考虑到将来方便功能扩展,所以还需要预留几个点,同时根据实际情况,选择型号为CP1H-XA40DR-A的欧姆龙PLC和CP1W-20EDR的扩展模块作为控制核心。
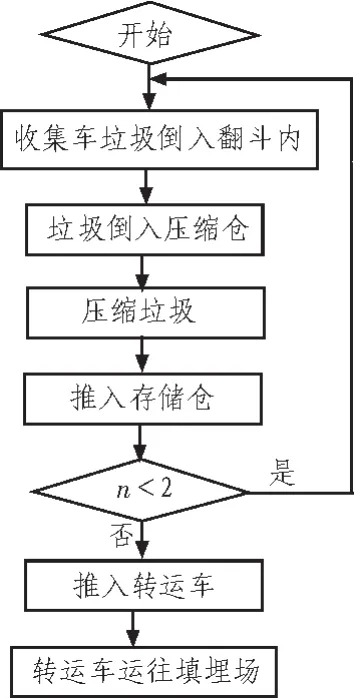
图1 压缩站的工作流程Fig.1 Compression station working flow
根据系统控制功能要求分配的部分PLC输入输出点,如图2所示。

图2 PLC的部分输入输出点分配图Fig.2 Part of the input and output point distribution diagram of PLC
2.2 软件设计
本系统需要完成对垃圾的装载、压缩和排出的动作,动作复杂且要求高,并沿用了以往的继电器-电磁阀的控制模式,所以集合实际生产过程的问题,采用PLC的控制器来对系统进行控制[4]。PLC的软件部分采用梯形图的方式来编写,结构简单并易于修改。程序包括主程序、手动程序、自动程序和信号显示程序,其中主程序是主要对各种操作信号的控制。
系统程序流程图如图3所示。
限于篇幅,仅对系统的压缩部分作简要介绍。压缩头要依次完成压头下降、压榨、压头上升等动作,并且前一个动作没有完全完成,后一个动作是执行不了的。按下压头下降按钮,压缩头开始快速下降,当压缩头下降到下限位位置时,压头由快速下降变为慢速下降,压头开始对压缩仓内的垃圾进行压缩,当垃圾压缩完成后,此时按下压头上升按钮,压头上升到规定位置即上限位位置时停止,此时压缩过程执行完毕,在整个过程中无论何时按下动作停止按钮,设备都会停止工作,直到再次按下操作按钮。
在压缩垃圾过程中,压实率是垃圾压缩的一个重要指标。由于压缩站压缩主要是生活固态垃圾,松散杂乱,侧翻斗每次倒入垃圾仓的垃圾无论体积、质量、形状还是材质等都是不确定的,所以每次的压头下降行程也是不相同的,随着垃圾量的增加,压头的下降行程也随之减少,所以不能通过简单的行程开关或者感应开关来控制压头的循环压缩,也不能通过简单的定时和计数设置来控制循环操作,因此,如何让垃圾压缩有一个良好的压实率在这里是一个难题[5]。

图3 系统程序流程图Fig.3 System program flow diagram
为了保证压实率,在这里我们采用了直线位移传感器即一个集电极开路输出NPN型的编码器,采集压头下降行程距离的模拟量,通过PLC的内部通道转换为实际行程的数字量,再通过一个压力继电器在压头不同的行程上设置其最大压力并在这些行程上安排不同的保压时间,当保压时间到,压头上升。当压缩仓压满时,可得满载信号。程序设计如图4所示。
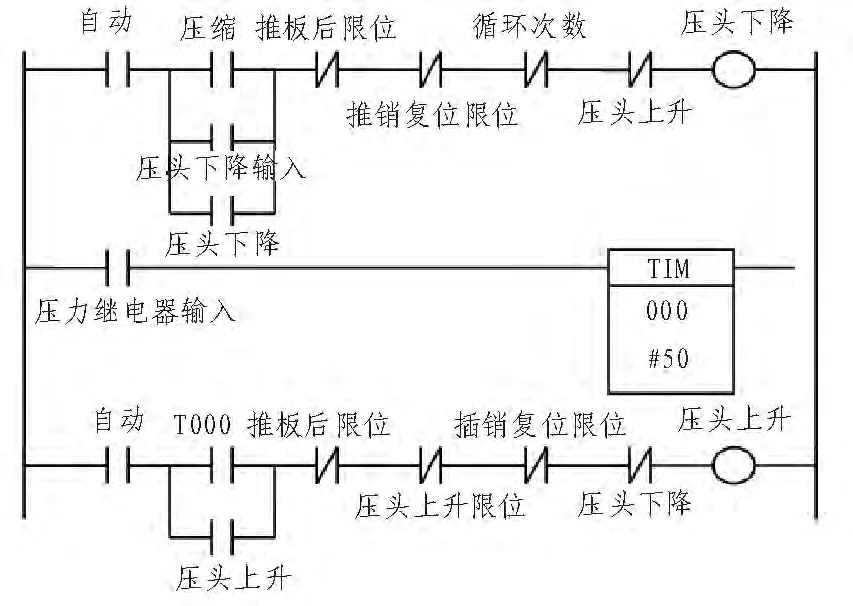
图4 自动压缩部分控制Fig.4 Automatic compression part control
另外,由于在以前的垃圾压缩过程中经常也会发生突发情况,如会遇到体积较大的建筑石块或者坚硬的大废弃物等,造成垃圾压缩故障,更严重者可能会使设备损坏,所以这次在设计竖直式垃圾设备时,添加了一个选配装置对生活垃圾和建筑垃圾进行简单分类。
为了实现垃圾的智能分类,在原来设备的基础上,添加一个运送传输带和一个盛放建筑垃圾的存储仓,并且在运输带下面安装一个动态电子称重传感器作为称重系统。当垃圾来临时,将侧翻斗的垃圾首先倒入运送传输带上,如果上面没有大块建筑垃圾,则直接通过传送带将垃圾倒入压缩仓内,若有,电子称重传感器的信号超过设定的阈值,通过一个气动缸将建筑垃圾推入建筑垃圾存储仓,之后再重新启动传输带运送垃圾。垃圾智能分类流程图如图5所示。

图5 垃圾智能分类流程图Fig.5 Intelligent garbage classification flow chart
同时,为了避免有些建筑垃圾没有被完全剔除,在压缩时,利用压力继电器和编码器设定了一个故障判断条件,当系统压力达到压力继电器的设定值并且编码器检测的位移小于设定值时,这时可认为垃圾压缩可能存在故障,故障报警灯报警。其中编码器和PLC的接线原理如图6所示。
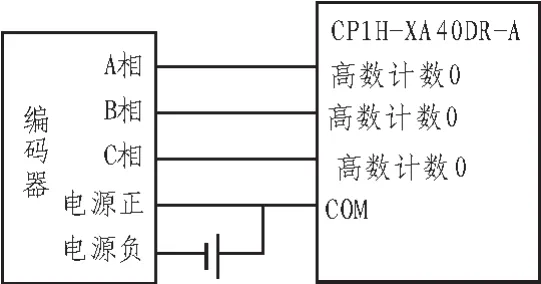
图6 编码器接线原理图Fig.6 The encoder wiring diagram
3 液压系统的实现
如图7所示,竖直式垃圾压缩站的垃圾装载、压缩和排出等一系列动作,都是借助于PLC程序控制的液压系统来实现的[6]。液压系统中的液压泵通过电动机获得动力,液压泵将液压油传给各个液压油缸,并且执行元件是通过液压缸的伸缩来控制设备动作的。液压系统中共有12个液压缸且都是单级缸,还有6组三位四通阀和3组二位四通阀对系统进行控制,依次来完成垃圾站的各种动作。液压系统是一个集液压泵、液压缸、电磁换向阀、溢流阀、液控单向阀、压力继电器和液位计等组成的系统。
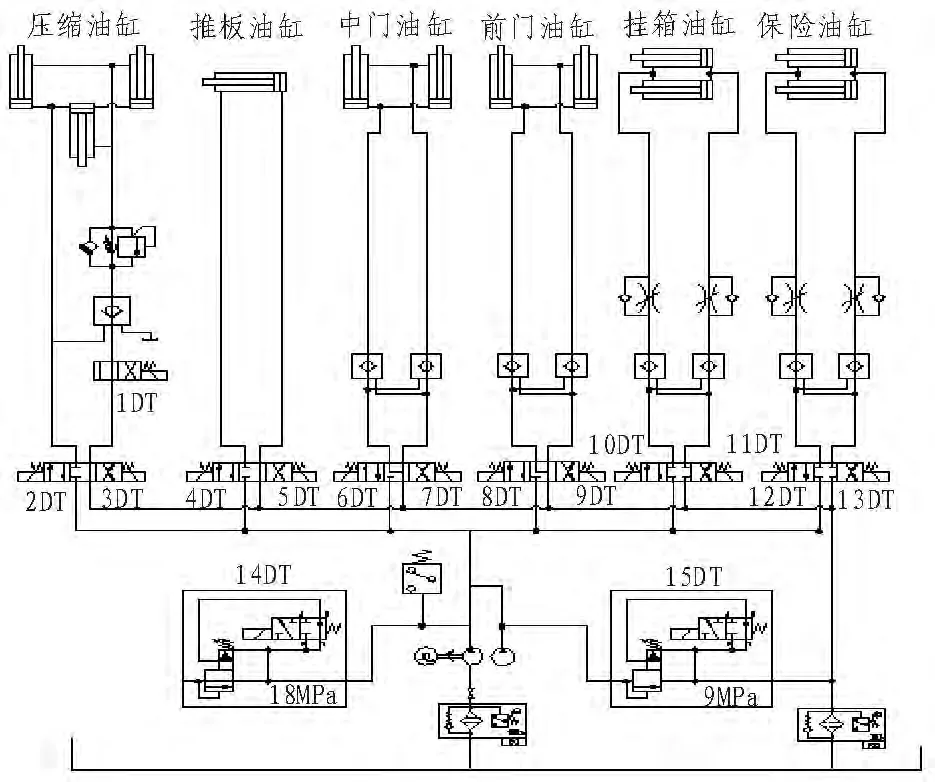
图7 液压系统图Fig.7 Hydraulic system diagram
如使用压缩装置,则首先将模式选择按钮拨到 “压缩模式”一侧,另外,压缩动作分为自动和手动两个方式。在自动方式下,按下压头下降按钮时,相应的溢流阀和换向阀得电,此时压缩过程形成差动连接并且两个液压泵的液压油形成合流,压缩油缸带动压头快速下降,当压头下降到下限位时,此时压头由快速下降变为慢速下降,慢慢压缩垃圾,当压力达到压力继电器的设定值并且保压时间到时,压缩油缸带动压头上升到上限位位置时停止。此系统中溢流阀起到设定系统压力的作用,防止系统过载,换向阀起到液压油的换向流动作用[12]。
4 结束语
本系统目前已设计完成并投入使用,经过一段时间的调试使用之后表明,采用PLC的控制技术并结合相应的液压控制系统,使得压缩机在运行过程中可靠性高,自动化程度强,满足生产工艺要求[7],大大降低了运营成本,并且改善了环卫工人的工作环境,降低了他们的劳动强度,受到了广大用户的好评。
[1]刘元媛.平台式垃圾压块机设计及控制系统研究[D].青岛:青岛科技大学,2012.
[2]张雪涛.竖直压缩式垃圾中转站总体方案及转运设备研究[D].大连:大连交通大学,2012.
[3]韦家础,谢永和.压缩式垃圾车的液压系统及电磁阀微电脑控制系统[J].专用汽车,2001(3):31-32.
[4]皮小明,何真伟.后装式压缩垃圾车的液压系统及PLC控制系统设计[J].机械设计与制造,2006(8):123-124.
[5]温玉婷.PLC控制系统设计的要点[J].电气开关,2007(4):54-55.
[6]卢光贤.机床液压传动与控制[J].西安:西北工业大学出版社,2005:48-60.
[7]田金光.双阀控制在电液位置系统中的应用研究[D].哈尔冰:哈尔滨工业大学,2012.
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
网络安全与数据管理(2022年1期)2022-08-29
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
铁道通信信号(2019年11期)2019-05-21
成都信息工程大学学报(2018年3期)2018-08-29
柴油机设计与制造(2017年2期)2017-07-01
西安工程大学学报(2016年6期)2017-01-15