
药板装盒机的设计
2015-01-28 01:49:38河北农业大学机电工程学院赵庆龙李铎
河北农机 2015年11期
河北农业大学机电工程学院 赵庆龙 李铎
引言
随着制药企业的快速发展,制药装备也应跟上制药企业发展的步伐。而包装机械的快速发展为制药企业的大批量生产提供了有力的保障,促进了药品现代化加工的进程[1]。药品的包装是药品进入市场前的必要手续,以便于药品的运输和储藏。药品包装机械种类繁多,分别对应药品包装的不同环节。药品出洁净区域后就进入药品的装盒环节,而药品装盒机就是实现这一环节的机器[2-3]。随着我国药品行业的快速发展,以提高生产效率和降低生产成本为目标的高速度、全自动化的药品装盒机具有广阔的潜在市场。但我国的药品装盒机主要是半自动和中低速的装盒机,急需研发高速度、全自动化的药品装盒机[4]。
1 药板装盒机的参数及功能
1.1 药板装盒机的参数
药板参数:高15mm、长110mm、宽60mm;
装盒机的生产能力:10~20盒/分钟;
纸盒要求:200~450g/m2;
说明书要求:50~60g/m2;
纸盒尺寸:封盒后,长130mm、宽70mm、高 20mm。
1.2 药板装盒机的功能
本文设计的是某一特定的药板装盒机,实现开盒、装填、封盒等功能。设计此装盒机,需装入一板药和说明书,得到纸盒规格:纸板大小为225g/m2,厚度为0.1mm的纸材。纸盒具体尺寸为长130mm、宽70mm、高20mm。
2 药板装盒机总体设计
药板自动装盒机的部件在整个机械中都应有合理的位置,其总体方案设计图如图1所示,其主要包括机架、开盒机构、压盖机构、折副摇翼机构、送料机构、吸说明书机构、折说明书机构等。
其工作原理是:将存储在储盒仓中的纸盒盒坯通过吸盘将其从储盒仓吸出并通过气缸推动顺利进行开盒,然后通过盒底左右副摇翼拨杆对副摇翼进行折叠,通过插舌机构折叠盒底插舌,之后通过底部压盖机构完成底部封盒,接着通过送料机构将药板通过推杆将药板和说明书推入纸盒,再通过盒顶左右副摇翼拨杆对副摇翼进行折叠,再进行盒顶插舌,最后通过顶盖压盖机构完成顶部封盒,并将其送出,完成包装过程。

图1 总体装配图
3 关键部件设计
3.1 开盒机构设计
开盒机构主要包括开盒导杆、吸盘以及开盒执行机构,其结构简图见图2。工作时,气缸推动导杆运动,开盒机构在吸盘8吸住纸盒10后做直线运动,开盒导杆9和气缸活塞杆相互固定。吸盘8从储盒仓3中吸住储盒仓最底部的一个纸盒10,开盒导杆8在气缸活塞杆的牵引下做直线运动,直到将纸盒放置在指定的开盒位置。开盒导杆另一端与真空吸盘相连,将开盒导杆设计为空心的,使真空吸盘和真空设备能够有效接通。

图2 开盒机构整体方案
3.2 封盒机构的设计
当开盒机构将纸盒开盒完成后,相对应的就开始进行底部封盒,依次完成盒底左右摇翼的折叠、盒底盖插舌的折舌以及盒底盖的压入。之后在送料机构将袋泡茶送入到纸盒内后,开始进行顶部封盒,依次要完成盒顶左右摇翼的折叠、盒顶盖插舌的折舌以及盒顶盖的压入。在此设计的封盒机构的原理简图如图3所示。

图3 封盖机构简图
3.3 折副摇翼机构的设计
折副摇翼机构如图4所示,主要由导轨、机架、左连杆、右连杆、气缸等组成。从图3可以看出,左摇翼拨杆位置与纸盒封盒完成后的盒盖水平,位置固定不动,只是通过在气缸的推动下导杆的摆动使其转动来进行左摇翼的折叠,右摇翼拨杆主要是在导杆的带动下沿着导轨斜向运动,为了防止对开盒产生干涉,设置右摇翼拨杆高于盒盖45mm,两个拨杆之间水平间距为80mm。
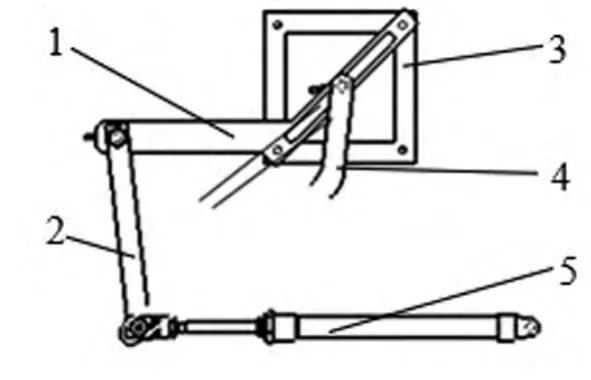
图4 折副摇翼机构简图
3.4 传送机构的设计
为了更加顺利地实现装盒过程,在封底盒、推料、封顶盒的过程中使传送带停止运动,进行间歇运动。本设计采用槽轮机构来实现此运动。传送机构主要由减速电机、机架、联轴器、主动拨盘、从动槽轮、锁紧螺母、同步带轮、同步带、挡板组成,其结构简图如图5所示。

图5 传送机构的结构简图
4 结论
本文设计了一种药品自动装盒机,根据药品装盒机的动作要求,选用气缸来实现其自动控制的目标,根据药板自动装盒机的工艺路线制定出了合理的总体方案。采用调速电机带动槽轮来实现间歇运动,在停止时实现放盒、推料及封盒过程,短暂的运动可以使各个机构的位置互不重叠,消除干涉现象。在纸盒的储盒及开盒方面,考虑可以到把储盒及开盒的功能放在一起,采用了倾斜式储盒仓且外仓壁上固定有气缸,来进行吸盒操作,在仓口紧挨着一预开盒板,再经过一恰好距离的两挡板来开盒。在封盒的过程中,先进行折侧翼,再进行折大舌及盖盖运动。先通过气缸的伸缩来控制两个拨杆运动进行折侧翼;再通过气缸的伸缩来控制插刀运动来进行盖盖。
[1]林永健.我国食品和包装机械的现状及发展战略研究[D].天津大学,2008.
[2]江勇.袋泡茶自动装盒机及控制系统的研究[D].陕西科技大学,2014.
[3]杨建龙.送料装置中的推料机构[P].玉环县佳颂工业自动化设备厂,2013.
[4]陈靖菲等.间歇式药瓶自动装盒机的设计[J].包装与食品机械,2009.
猜你喜欢
机械设计与制造工程(2022年1期)2022-02-19 13:58:00
模具制造(2019年10期)2020-01-06 09:13:08
下一代英才(酷炫少年)(2017年4期)2018-01-03 07:19:32
华北理工大学学报(自然科学版)(2017年4期)2017-11-29 05:02:26
创新作文(小学版)(2017年7期)2017-09-05 09:50:42
童话世界(2017年17期)2017-07-25 09:27:18
小学生导刊(2016年16期)2016-08-22 12:51:04
机电信息(2014年26期)2014-02-27 15:53:39
机电信息(2014年23期)2014-02-27 15:53:30
机电信息(2014年20期)2014-02-27 15:53:23
