
酸再生焙烧炉炉温控制系统的优化
2015-01-27 03:02高祥锋朱英韬
自动化与仪表 2015年7期
高祥锋 ,朱英韬 ,李 峰 ,魏 骏
(1.武汉科技大学 信息科学与工程学院,武汉 430081;2.武汉科大自控系统有限公司,武汉 430081)
焙烧炉是酸再生机组的关键设备,废酸经脱硅、浓缩后从炉顶雾喷入炉内,高温下化学反应生成Fe2O3(粉状)和HCl(气体)。实际生产时炉顶出口温度要稳定在400℃附近,温度过高会损坏炉体,温度过低则化学反应不充分,生成的铁红残留氯离子且水分超标易结块堵塞输送管道。
焙烧炉炉温控制的难点在于其燃烧过程是受随机因素(环境温度、焙烧炉负压、液体流量、助燃空气压力及煤气压力)干扰的,大惯性、纯滞后的非线性过程。传统PI控制器的参数难以确定而且在控制过程中难以始终处于最佳状态。模糊控制来源于人工经验可有效克服炉温控制系统的非线性和不确定性。因PLC技术可靠、编程简单,本文研究了模糊控制算法和PLC的特点后将模糊控制应用于S7-400,通过STEP7编程优化炉温控制。武钢一冷酸再生机组的应用效果表明模糊PI串级控制系统运行稳定,而且在性能上明显优于串级PI控制。
1 炉温度控制系统的组成
焙烧炉炉温控制由1个外环控制和2个内环控制组成,外环控制由炉顶温度闭环控制,内环控制着助燃空气流量和煤气流量。外环控制运算的结果作为助燃空气流量调节回路的设定值,再由其自身的PI运算来调节助燃空气流量。助燃空气流量的实际值除以空煤比(2.73)作为煤气流量调节回路的设定值,再由其自身的PI运算来调节煤气流量[1]。
为了优化炉温控制,外环采用模糊控制替代PI控制,优化后的焙烧炉温度串级控制框图如图1所示。
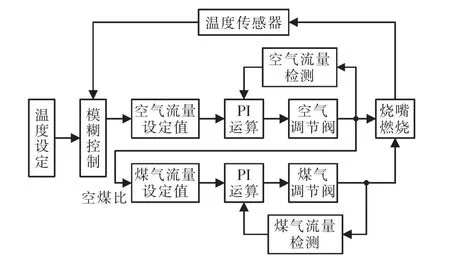
图1 焙烧炉温度串级控制框图Fig.1 Block diagram of roaster temperature cascade control
2 模糊控制系统的设计
模糊PI串级控制系统设计的关键在于设计出模糊控制器。由图2可知,模糊控制器由模糊化、模糊控制算法(模糊规则和模糊推理决策)和非模糊化3部分组成。
2.1 模糊控制系统结构
模糊控制系统的设计以二维模糊控制器为基础,具体的控制原理如图2所示。

图2 模糊控制原理图Fig.2 Principle diagram of fuzzy control
图2中r为炉顶出口温度设定值;y为炉顶出口温度测量值;e为偏差,计算公式为e=y-r;ec为偏差变化率,计算公式为ec=yn+1-yn,yn+1为当前采样的温度测量值,yn为上一时刻采样的温度测量值;E和EC分别为e和ec模糊化后的量化值;U为输出离散值;u为输出精确值。
2.1.1 输入、输出变量基本论域的选取
本模糊控制器的炉顶出口期望温度设定为400℃。偏差e的基本论域为[-30℃,30℃],偏差e≤-30℃时若有负载 (有软水或浓缩酸雾喷入炉内)时输出值u=100,无负载时输出值u=85,使焙烧炉快速升温;偏差e≥30℃时输出值u=9,使炉温快速下降。偏差变化率ec的基本论域为[-2℃,2℃]/30 s,若偏差变化率ec高于2℃/30 s或低于-2℃/30 s时就把这些越限值作为边界值进行处理,低于-2℃/30 s的作为-2℃/30 s进行运算,高于2℃/30 s的作为2℃/30 s进行运算。精确输出值u的基本论域为[9,100]。
2.1.2 模糊集论域、量化因子的选取
通过分析被控对象的实际情况,选取模糊集E的论域为[-6,-5,-4,-3,-2,-1,-0,+0,+1,+2,+3,+4,+5,+6];模糊集 EC 的论域为[-6,-5,-4,-3,-2,-1,0,+1,+2,+3,+4,+5,+6]; 模糊集 U 的论域为[0,1,2,3,4,5,6,7,8,9,10,11,12,13,14]。 偏差e的量化因子ke=0.2,偏差变化率ec的量化因子kec=3。
2.2 模糊控制规则的建立
2.2.1 输入、输出模糊集变量的选取
偏差E的语言变量取PB(正大),PM(正中),PS(正小),PO(正零),NO(负零),NS(负小),NM(负中),NB(负大)。偏差变化率EC和离散输出U的语言变量取 PB(正大),PM(正中),PS(正小),O(零),NS(负小),NM(负中),NB(负大)。
2.2.2 隶属度函数的确立
根据控制经验,输入、输出模糊变量的隶属函数取三角型函数。表1为模糊变量E的隶属度赋值表[2]。
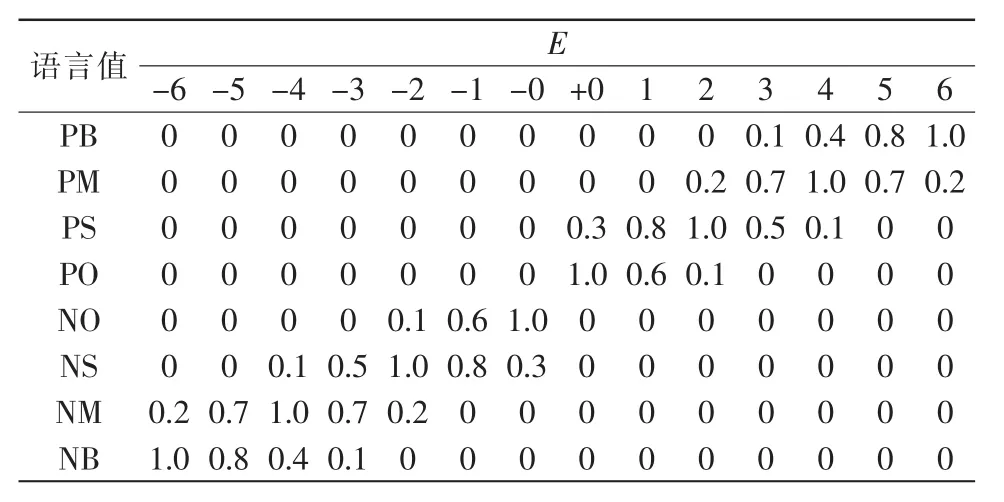
表1 模糊变量E的隶属度赋值表Tab.1 Membership assignment table of fuzzy variable E
2.2.3 模糊控制规则库
二维模糊控制器最常用的控制规则若是Ei且ECj,则Uk。这种控制规则对应一个模糊关系:
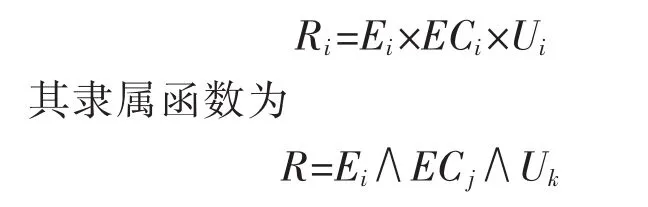
式中:i=1,2…n;j=1,2…m;k=1,2…p。
炉顶出口温度模糊控制器所采用控制规则是根据焙烧炉燃烧的实际经验及专家理论知识经验总结和反复试验制订出来的,具体的控制规则如表2所示。

表2 模糊控制规则表Tab.2 Fuzzy control rules
2.3 模糊控制查询表
对论域E和EC中元素的所有组合都进行模糊判决计算出相应的控制量U,可得到模糊控制查询表,如表 3所示[3]。
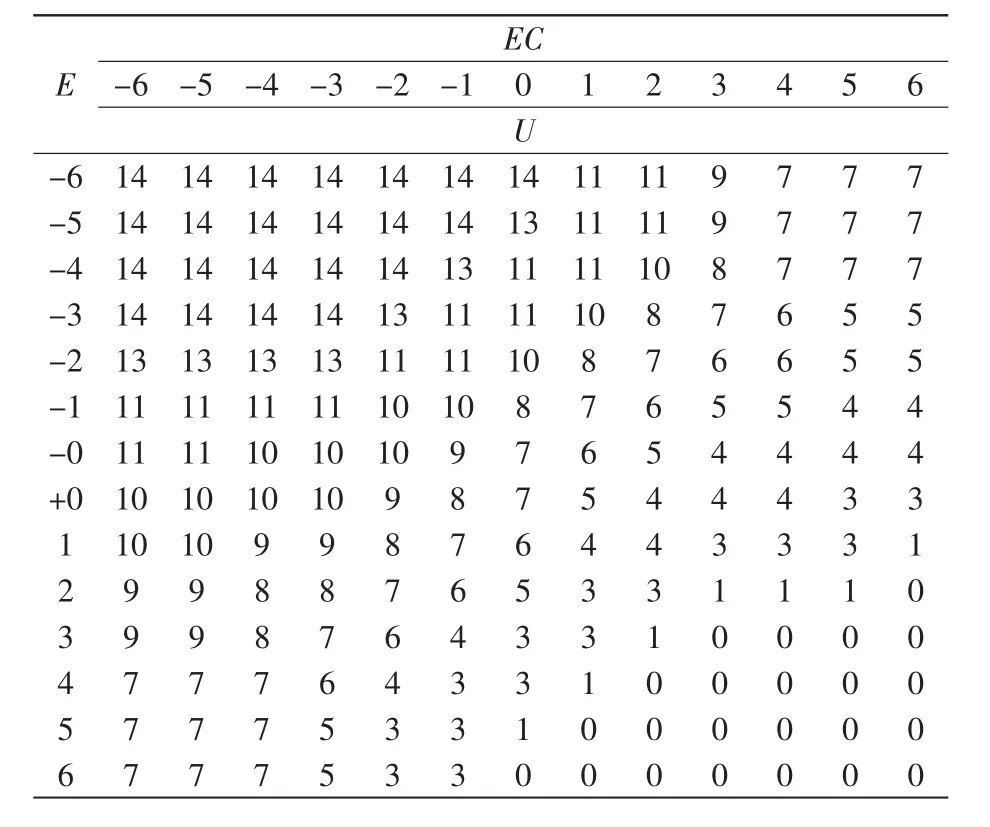
表3 模糊控制查询表Tab.3 Fuzzy control query table
3 模糊控制算法的PLC实现
3.1 程序结构及流程图
模糊控制算法的程序结构如图3所示。OB1调用子程序 FC901、FC902~FC905;0B35 为循环中断模块,实现数据的采集;FC900计算偏差e和偏差变化率ec;FC901进行模糊化处理,把精确量e,ec转换为模糊量E,EC;FC902完成控制量表的查询功能;FC903完成焙烧炉有负载时模糊控制量U到精确量u的转化并完成精确量u在接近稳定状态时的自动寻优;FC904与FC903功能类似,完成无负载时输出量的转化及自动寻优;FC905对精确输出值u进行平滑处理,平滑处理后的输出值即是主回路输出值。模糊控制算法流程如图4所示[4]。

图3 程序结构图Fig.3 Program structure diagram
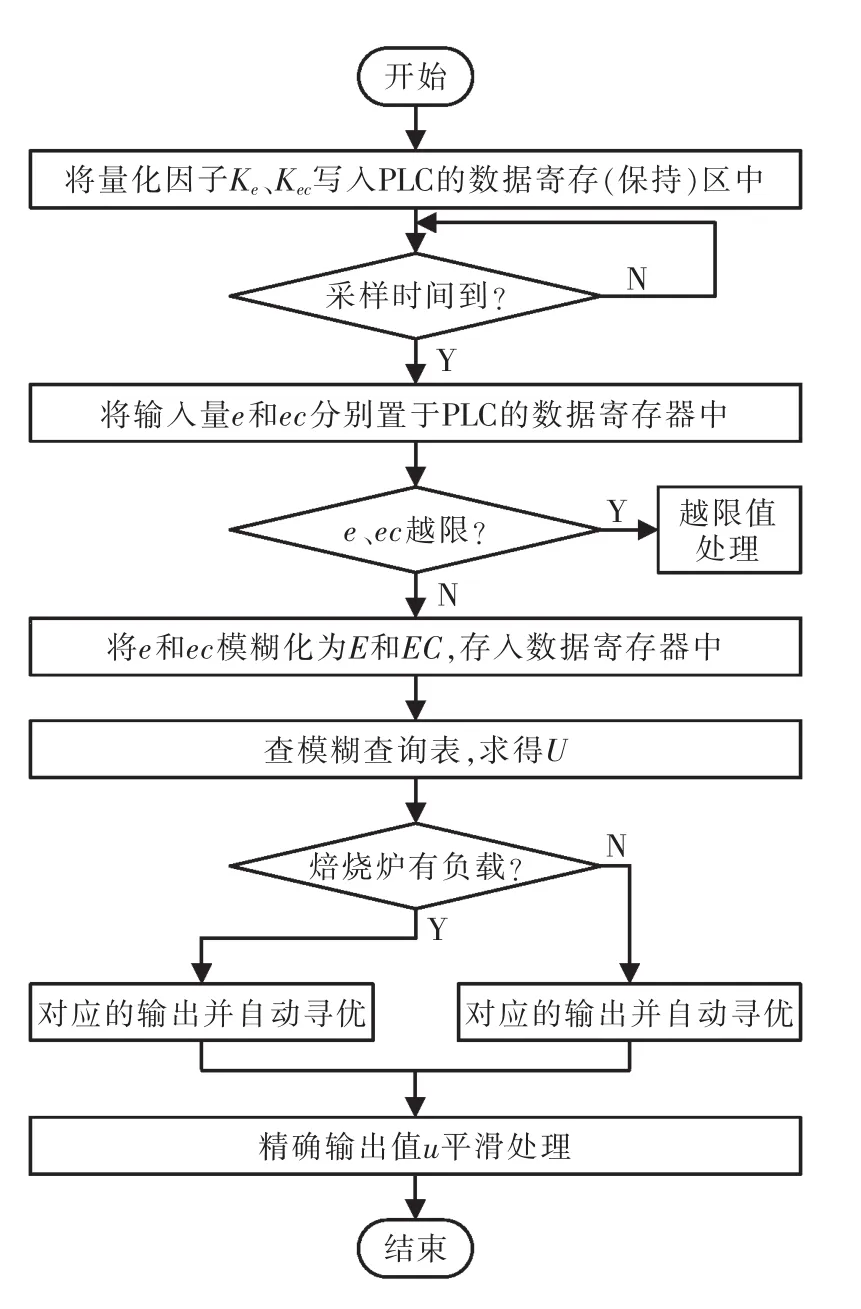
图4 模糊控制算法流程图Fig.4 Flow chart of fuzzy control algorithm
3.2 DB块及偏差变化率的采集
在程序设计过程中,首先建立用于存放炉顶出口温度的设定值和测量值、量化因子、偏差、偏差变化率、离散输出值和精确输出值等参数的数据块DB1000,如表4所示。

表4 参数数据块Tab.4 Parameter data block
FC900在OB35里调用,OB35硬件组态里设置的扫描周期为100 ms,炉顶出口温度偏差变化率30 s采集一次。DB1000.DBD68初值设定为0,程序运行后经运算将600赋值给DB1000.DBD68。100 ms扫描一次,DB1000.DBD68的值就减1。当DB1000.DBD68等于300和600时,经程序运算得到偏差变化率。如此循环扫描采集偏差变化率。
3.3 输入量e和ec模糊量化
输入量e和ec进行模糊量化之前,需要将e和ec乘以各自的量化因子转换为 [-6,+6]的连续论域。为方便程序设计,将输入量的模糊论域[-6,+6]做相应的偏移处理,使之转化为[0,12]。最后将偏移后的偏差E_R及偏差变化率EC_R利用逐项比较法,转换至模糊论域[0,12]上。
输入量模糊化后经过模糊控制查询可得离散输出值U,模糊控制查询是模糊控制程序的核心。
3.4 控制量输出
焙烧炉有、无负载时炉顶出口温度要稳定在400℃所对应的精确输出值 (U等于7时对应的u值,即DB1000.DBD76值)差别很大,所以离散输出值U对应2套精确输出值u,偏差-30℃≤e≤30℃时,若有负载则 u的论域为[50,100],无负载则 u的论域为[9,60]。
由于随机因素影响着炉温控制过程,为了取得理想的控制效果,设计了输出自动寻优程序。在炉温接近稳定(-30℃≤e≤30℃)且 U等于 6、7、8时,每30 s扫描一次,若偏差e≥0.6℃则输出值减1,若偏差e≤-0.6℃则输出值加1,如此循环扫描。自动寻优的补偿值具有记忆功能,再次启用时可直接调用。
由于煤气流量不能同步跟随助燃空气流量的变化而变化,可能出现因助燃空气流量突然增大而煤气流量不能同步增大吹熄烧嘴的现象。为保持烧嘴的稳定燃烧,需要对模糊控制的输出值进行平滑处理。
4 控制效果对比分析
原炉温控制系统内、外都是PI控制即串级PI控制,现用模糊控制替代外环PI控制,内环PI控制保持不变。通过WinCC组态软件的监控功能得到这2种控制系统对炉温响应的不同变化曲线。串级PI控制曲线如图5所示,主回路PI控制器参数P=0.35,I=700000;助燃空气回路PI控制器参数P=0.15,I=60000;煤气回路PI控制器参数P=0.02,I=60000。模糊PI串级控制曲线如图6所示,主回路的控制参数、副回路的PI控制参数保持不变[5]。
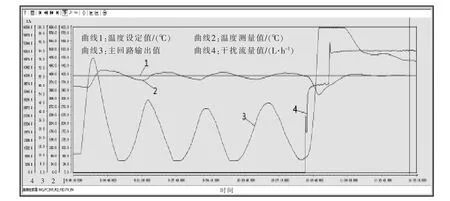
图5 串级PI控制曲线Fig.5 Curve of cascade PI control
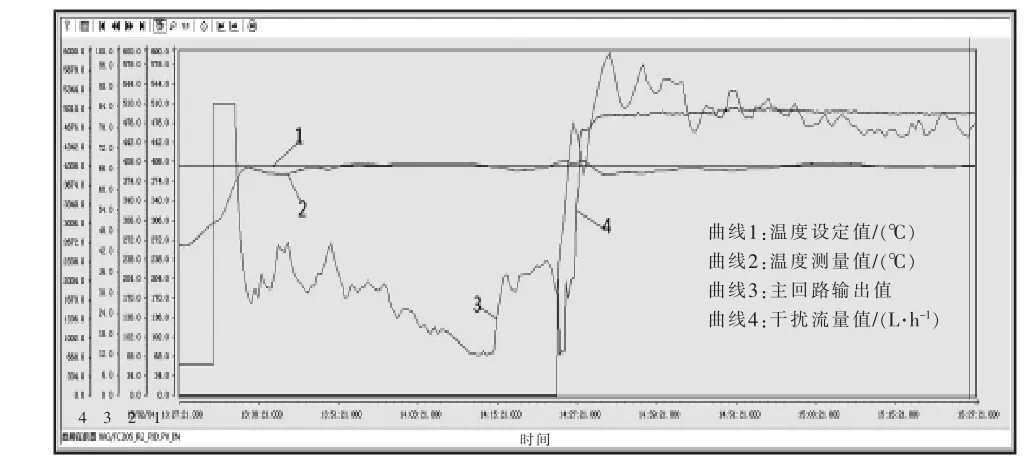
图6 模糊PI串级控制曲线Fig.6 Curve of fuzzy PI cascade control
图5和图6中曲线1是温度设定值,曲线2是温度测量值,曲线3是主回路输出值,曲线4是流进炉内的干扰流量值。对比图5和图6可知模糊PI串级控制在超调量、响应速度、稳定性抗干扰方面明显优于串级PI控制[6]。
5 结语
经过实践运行证明,将PLC控制系统与模糊PI串级控制相结合具有实用性,既保留PLC控制系统可靠、灵活、适应能力强的特点,又在很大程度上提升了系统的控制性能。模糊PI串级控制系统已经在酸再生机组中使用,运行情况良好。
[1]田媛,刘振娟.模糊控制在SIEMENS PLC控制系统中的应用[J].中国仪器仪表,2005(5):74-77.
[2]李士勇.模糊控制·神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1996:546-551.
[3]李士勇.模糊控制和智能控制理论与应用[M].哈尔滨:哈尔滨工业大学出版社,1990:108-115.
[4]韩国军.原稳装置基于现场总线的模糊控制系统设计与实现[D].哈尔滨:黑龙江大学,2014.
[5]焦舟波,石红瑞.模糊PID控制在S7-300 PLC中的实现及应用[J].工业仪表与自动化装置,2011(3):66-69.
[6]瞿枫,徐中宏,孙冀.基于西门子S7-300 PLC的模糊控制实现[J].南京师范大学学报:工程技术版,2007,7(4):28-32.
国产机器人替代加快 行业迎来重大突破
随着机器人应用的迅速普及,全球市场对机器人的需求不断增加,而这一趋势在中国体现得尤为明显。在中国国际机器人展(CIROS)上,业内人士普遍认为,随着国产技术不断突破,未来5~8年内国产机器人将完成对进口机器人的替代。
相比去年,今年的CIROS上,国际巨头的身影明显减少,而国内厂家的出场戏份则明显增多。证券时报记者在展会现场看到,今年世界机器人“四大巨头”仅有安川电机一家到场,其余三家公司ABB、库卡、发那科均未出席。而国内机器人知名厂家则基本都出席了这次展会,包括机器人、新时达、埃斯顿、广州数控等。
根据国际机器人联合会的统计数据,2014年全球工业机器人总销量为25万台,同比增长27%,汽车、电子、金属等应用领域仍然为机器人最大的市场占有领域。中国市场方面,2014年总销量达到5.6万台,稳居全球第一大市场的位置。其中进口机器人销量为4万台,同比增长47%;国产机器人销量为1.6万台,同比增长77%。
从以上数据可以看出,尽管目前市场绝对占有率依然落后于进口机器人,但国产机器人的市场增长幅度显然超过进口产品。机器人市场总监张进表示,相比去年,今年国内机器人行业在精度掌握、软硬件协调等技术指标方面,与国际水平进一步接轨,预计5年内,国产工业机器人将完成对进口产品的替代。
新时达副董事长袁忠民在接受记者采访时也同意上述观点,只不过在实现的时间长度上,袁忠民认为或需要7~8年时间。“任何产品的国产替代进口都是必然趋势,工业机器人已经成为新时达转型的产业方向。”袁忠民说。据新时达一位销售人员透露,公司上半年在机器人业务的销量已经超过去年全年总销量。
中国机器人产业联盟执行理事长宋晓刚认为,国内机器人厂家要形成自主品牌、增强客户信任度,这三项技术是必须要突破的,3~5年内会有较大突破。 转自证券时报
猜你喜欢
天津冶金(2022年6期)2022-12-29
山东冶金(2022年4期)2022-09-14
世界有色金属(2022年9期)2022-08-13
山东冶金(2022年3期)2022-07-19
世界有色金属(2021年12期)2021-11-02
新疆钢铁(2021年1期)2021-10-14
世界有色金属(2020年5期)2020-06-09
昆钢科技(2020年6期)2020-03-29
中国铸造装备与技术(2017年6期)2018-01-22
电子制作(2017年13期)2017-12-15
